



某单位在设备检修中,发现一台大型电动机的底座断裂而无法使用,材质为灰铸铁,断口组织疏松、气孔十分严重。该电动机为进口配套设备,价格高,又没有备件更换,厂方十分着急,慎重起见要求在保证质量的前提下,整机不拆(电动机不解体)进行焊接。电动机底座断裂部位如图12-16所示。
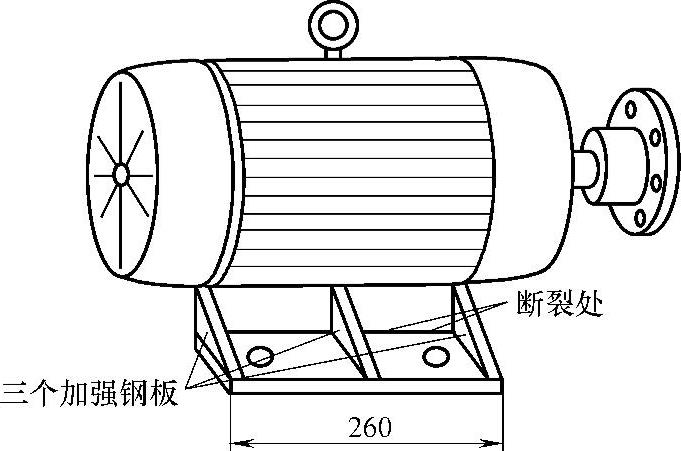
图12-16 电动机底座断裂状况及加钢板位置
经分析电动机不解体的情况下进行焊接有巨大难度:一是补焊时,焊接区域的温度不能太高(应小于100℃),否则由于过热,电动机内的绕组将会烧损,使电动机报废;二是由于底座断口十分粗糙,油、锈侵蚀严重,如采用焊条电弧焊方法,不管选用哪种焊条,也难与母材熔合良好,保证不了焊接质量。根据上述情况,采用了焊接变形小、热输入容易控制、焊接质量高的CO2气体保护焊,并配合敷湿毛巾降温的方法进行焊补,取得了满意的效果。
1.焊前准备
1)将电动机断裂部位按原尺寸形状组对,并在一个面上定位焊三处,定位焊缝应长些,以免开裂。
2)将电动机立起,使裂纹处于垂直立焊位置。
3)用ϕ3.2mm的E4303电焊条,将定位焊的背面裂纹处,进行电弧切割坡口,坡口的深度应超过底座厚度的1/2以上。在电弧切割的同时,应有人用湿毛巾将裂纹以外的电动机外壳不断淋水冷却,避免焊接区域温度过热,而后用手砂轮打磨坡口处,露出金属光泽。
4)选用CO2气体保护半自动焊方法,焊丝H08Mn2SiA,焊丝直径为1.2mm,CO2气流量为12L/min,焊接电流为100~120A,电弧电压为18~20V,焊丝伸出长度为10~12mm。
2.施焊(https://www.xing528.com)
1)采用多层多道短段退焊法进行施焊,每段焊缝长度控制在60mm左右,焊枪直线运动,不宜摆动,每段焊完应立即锤击焊缝及焊接区域。
2)定位焊一面的第一层焊缝焊完后,将电动机立起,还使其呈垂直立焊位置,用电弧切割法将定位焊一面切割坡口后施焊,做法与前述相同。
3)随后的各焊层采用多层多道焊接而成,焊接顺序如图12-17所示。
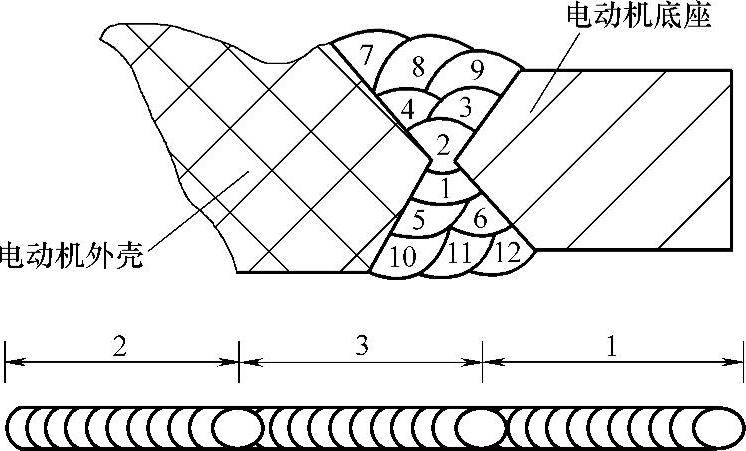
图12-17 焊接顺序
4)施焊时要严格控制焊接温度,小于80℃为宜,必要时仍采用湿毛巾淋水降温法配合进行。
5)施焊中如果发现熔合不良、裂纹等缺欠,应用手动砂轮处理掉,重新焊接。
3.焊后处理
焊后经检查,确无裂纹后,应由专业电工对电动机进行干燥处理,合格后方能装机使用。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。