



某砖瓦厂大型制砖机,由于长期使用和维护不当,致使减速机箱底座的滑道断碎(材质为灰铸铁)如图12-11所示。由于该机承担任务重,又买不到新配件,采用镶补低碳钢板焊接工艺而后手工加工的方法进行修复。
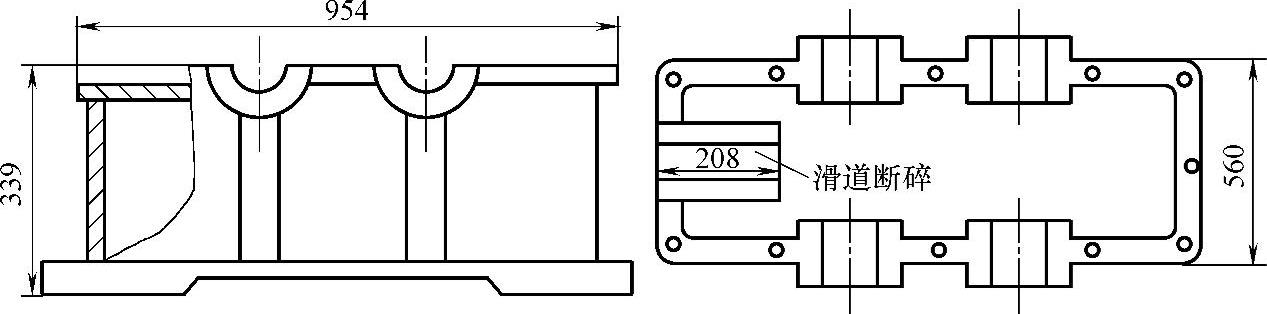
图12-11 减速机箱断碎位置
1.焊前准备
1)首先量好滑道尺寸,并做好记录,然后把破损的滑道全部铲除,并将施焊部位铲齐,开30°坡口。
2)用同样厚度Q235低碳钢板按原来的尺寸焊成滑道,并将与减速机箱底座对接焊部位也铲成30°坡口。
3)将对焊好的滑道用氧乙炔焰烤红后自然冷却。
4)为加强滑道的强度,在滑道底部加焊支撑板,做法是钻两个ϕ12.5mm孔,并穿入M12长螺栓2条,两头焊牢,然后穿在变速箱壳体上,按原滑道尺寸用螺母调整拧紧固定(但不要拧得太紧)。
5)准备ϕ3.2mm、ϕ4mm的铸208焊条。
6)交直流弧焊机均可,但用交流弧焊机更佳。
2.施焊工艺
1)先用氧乙炔焰将施焊部位预热到暗红色(500℃左右)。
2)将组对焊好的低碳钢板滑道按原尺寸对接在减速箱底座上,用ϕ3.2mm的铸208焊条定位,定位焊缝要长些,焊接电流为110A。(https://www.xing528.com)
3)焊接顺序是先焊短缝,后焊长缝,最后焊支撑板与减速箱底座连接的两条角缝,如图12-12所示。
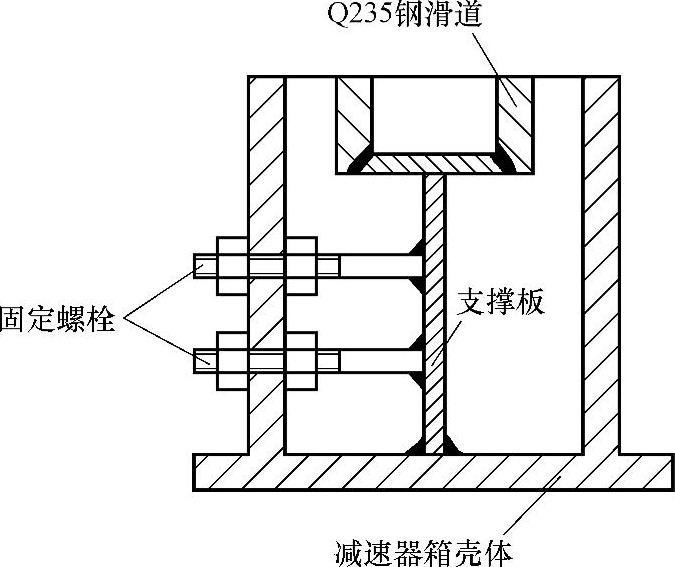
图12-12 减速机箱焊补
4)施焊时每条焊缝最好摆成船形位置,使焊缝平滑过渡,焊满坡口即可;尽量焊平,不让焊缝金属高出母材,以减少加工量。
5)每条焊缝焊接两遍,第一遍用ϕ3.2mm的铸208焊条,焊接电流为110A;第二遍用ϕ4mm的铸208焊条,焊接电流145A,焊接过程中不得中断,连续焊接而成。
6)施焊时做划圈式运条,注意使焊缝两侧充分熔合,确认无夹渣、气孔、未熔合等缺欠后,方可焊接第二遍。
3.焊后处理
1)各道焊缝均焊完后,仔细检查确认无裂纹、未熔合等缺欠后,再将补焊区重新预热到暗红色(500℃),随室温冷却。
2)因补焊区域在减速箱边缘处,焊接应力能自由释放,所以在焊接过程中以及焊后不必锤击。
3)工件冷却至100℃左右将减速箱内外4个螺栓拧紧。
4)等工件彻底冷却后,用手砂轮磨去焊缝高出部分,并用锉刀、油石研磨光后,滑道即可使用。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。