



铸钢件焊接或缺欠修复的质量能否符合产品的技术标准和使用要求,与其在焊接操作过程中的一些细节问题有很大关系,有时正是这些细节问题影响到产品的质量,使本来一次可以修复合格的铸钢件,不得不进行多次返修,甚至无法修复而使铸钢件报废,因此需要特别关注。
1.焊前坡口表面的清洁和清理情况
铸钢件的焊接多用于管道对接、阀体组焊、修补焊接以及铸钢件尺寸不符堆焊或耐蚀层和抗磨层堆焊,因此在焊前将铸钢件需要焊接、补焊或堆焊表面的污物、变质处、疲劳处、氧化皮、熔渣、渗碳层等去除,并打磨干净露出金属光泽,铸钢件表面的水、锈斑、灰尘、油污或其他有机物等,焊前也必须清除干净,以便在良好的铸钢件表面上施焊。如果清理不彻底,坡口或堆焊表面还残留有没有清理干净的地方,在焊接接头或补焊区会产生未熔合、未焊透、夹渣、气孔甚至裂纹等缺欠。
2.环境温度对预热温度的影响
环境温度对预热温度及焊接过程温度的影响较大,也就是说,在同样条件下进行铸钢焊接或缺欠补焊时,预热温度选择是可以不完全相同的。一般在环境温度较低的冬季,应该选用预热温度的上限,这样可以使焊接过程温度不至于下降太快,造成焊接区温度较低的状况。反之,在环境温度较高的夏季可以选用预热温度的下限,这样既可以确保预热温度,也可以减少在夏季高温下施焊操作的难度。
3.过程温度的控制与后热保温
对于需要加热焊接或补焊的铸钢件,预热温度、焊接过程温度和后热保温都是防止补焊区产生裂纹的有效措施,当预热温度符合要求后,焊接过程温度的控制尤为重要,一般要求在整个焊接过程,焊接区及周围250mm温度应保持在铸钢件的预热温度范围。后热保温是指坡口补焊完成后的加热保温,一般可以低于预热温度50~100℃,在此温度下保持至去应力处理。如果同一铸钢件上有多处缺欠补焊,每处焊完后都应在此温度范围保温。当铸钢件焊后需要先进行UT、MT或PT探伤,然后进行去应力处理时,可采取焊后先对焊缝进行去氢退火,保温缓冷至常温后进行探伤检查,符合要求后再进行去应力热处理的方法。去氢退火温度应高于预热温度150~200℃,但这种方法不适于高碳钢及调质处理后的低合金高强钢。
4.深度小于20mm的浅小坡口焊接或补焊时应注意的问题
针对裂纹敏感性较强的材料和经过调质处理的铸钢件,在补焊过程预热温度及保温和后热处理不好的情况下,由于坡口尺寸较小时,补焊过程补焊区产生的热量相对较低,而且散热很快,温度不容易保持。如果预热温度不够,或在补焊过程温度保持得不好,后热和保温也没有重视,那么焊后快速冷却时极易在补焊区产生裂纹。
5.两坡口之间隔离区的处理
采用焊接方法修复缺欠时,在同一平面的几处相邻缺欠的隔离区,其间距小于30mm时,为了不使两坡口中间的金属受到焊接应力-应变过程的不利影响,应将隔离区与两坡口连接起来成一个坡口进行补焊,如图12-8所示。
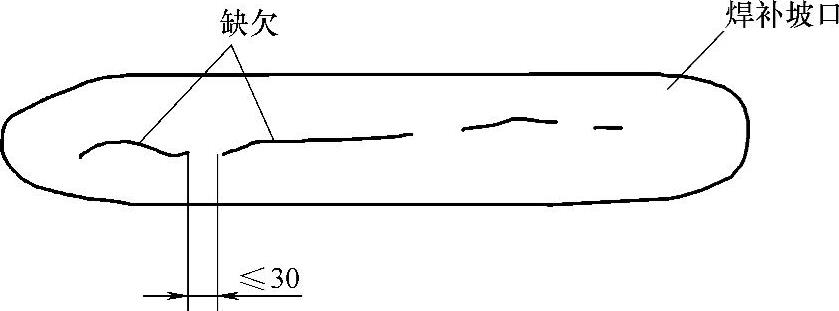
图12-8 将隔离区与两坡口连接起来成一个坡口
6.层间或道间锤击
锤击是用风铲(R>6mm的特殊球形铲头)连续打击焊缝金属表面使其产生塑性变形的操作方法。这种方法在焊接上不但可以消除部分残余应力而且在焊层间也能防止变形和裂纹。
层间锤击是指上层焊缝焊完后,下一层焊缝还没有开焊时的锤击,道间锤击是指上道焊缝焊完后,下一道焊缝还没有开焊时的锤击。焊接过程中由于焊缝金属的收缩,产生很大的应力,以致在焊接区产生裂纹。锤击可以使焊缝金属得到延展而消除部分焊接应力,而且细化了晶粒,增加晶粒的表面积,减少了低溶物质的分布,提高了抗裂性。锤击也可以改善焊态组织,具有增加韧性的良好作用。
锤击的温度通常在100~200℃为合适(也就是焊后立即锤击),在这个温度内能有效地防止氢脆。锤击的方式要根据焊接处大小、形状相应地使用手锤或风铲等方法。
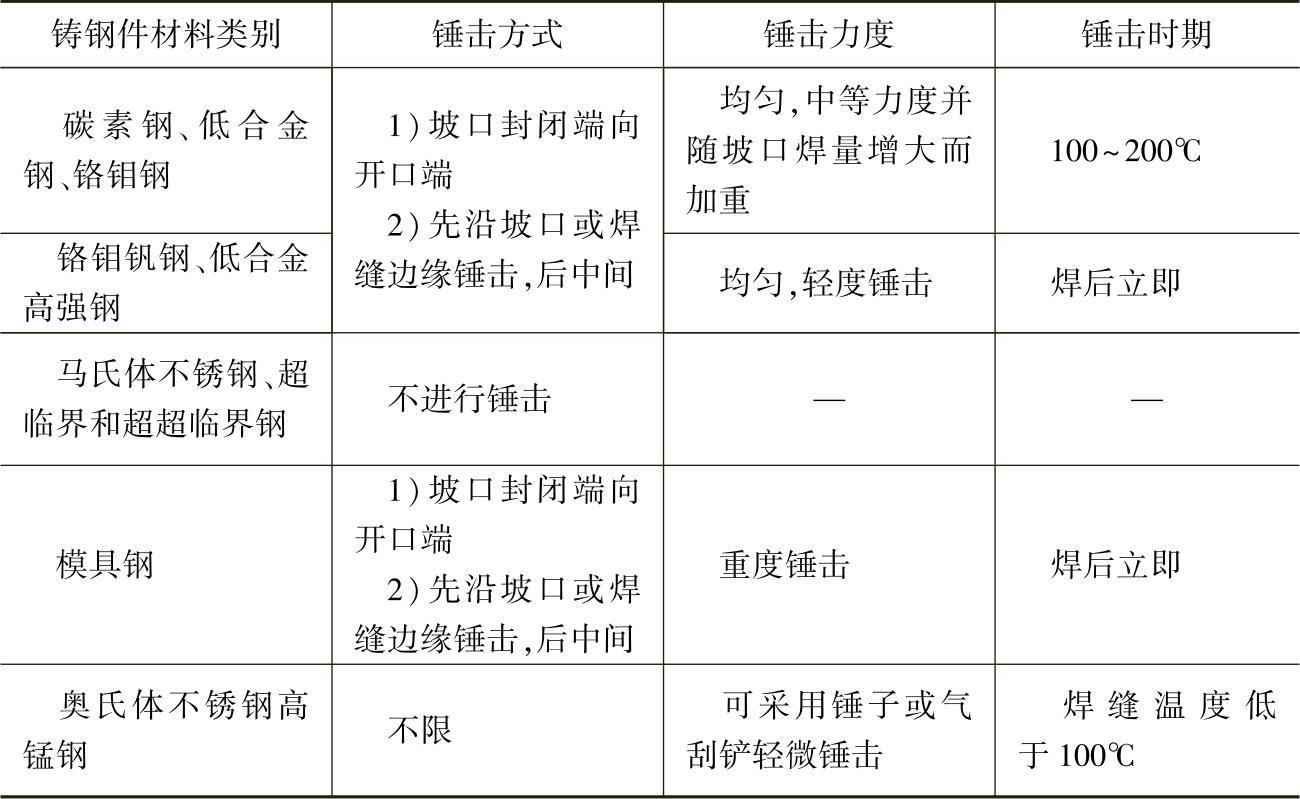
如果锤击过重,反而容易形成塑性变形,会在变形处引起裂纹,特别是脆性材料、马氏体不锈钢及超超临界铸钢材料,焊后一般不要锤击。多层焊时,打底层和盖面层一般也不要锤击,这是因为打底层焊缝一般应力较小、锤击时反而容易破坏坡口底部(特别是穿透性缺欠)焊缝质量,盖面层锤击后焊缝表面质量也会被破坏。各类材料补焊时焊缝锤击方式及力度要求见表12-1。
表12-1 焊缝锤击方式及力度
7.不规则坡口形状的补焊
坡口形状不规则是指同一坡口底部不一定在同一平面上,有的坡口内还有局部很深或很宽的小坡口或凹坑。补焊的次序是先将小坡口或凹坑部位焊至与坡口表面相平,使此处同整个大坡口一样深,或者先在坡口宽处和较深部位进行补焊,使整条坡口宽度和深度均匀一致,然后再将整条坡口补焊完,这样可以减小焊接过程的应力和变形。
8.打底层和过渡层焊接(https://www.xing528.com)
(1)焊接的目的 过渡层的焊接的作用是减小本体上热影响区的宽度,降低热影响区的应力,通常情况下,本体淬硬倾向大于焊接材料,这主要取决化学成分,即含碳量或碳当量,一般情况下,焊材的含碳量或碳当量要低于母材。由于母材和焊材相互熔合,即可知过渡层的塑性、韧性以及焊接过程中淬硬倾向介于本体与焊材之间,即过渡层的力学性能优于坡口周围本体,在拉应力的作用下可起缓冲作用,防止坡口周围被拉裂。
打底层焊接的主要目的是减少填充焊时焊接应力对母材的影响,避免母材近缝区裂纹缺欠的产生。
(2)打底层和过渡层的焊接厚度 打底层和过渡层的焊接厚度要根据坡口大小来确定,只有达到一定厚度才能有效保护母材。为保证焊接质量一般都要求焊2层以上,第一层采用ϕ4mm焊条,第2层采用ϕ5mm焊条,这时由于打底层焊接完成后需要进行打磨后方可进行MT探伤检查,如果只焊1层打底层,打磨时大部分焊缝会被打磨去除,造成打底层过薄而起不到保护母材的作用。
(3)螺旋施焊 对于铸钢件结构复杂,刚度较大,坡口较大、较深、缺欠严重的补焊,应先焊过渡层。打底层焊接要求从坡口底部开始按顺时针或逆时针方向螺旋施焊,焊满整个坡口,如图12-9所示。
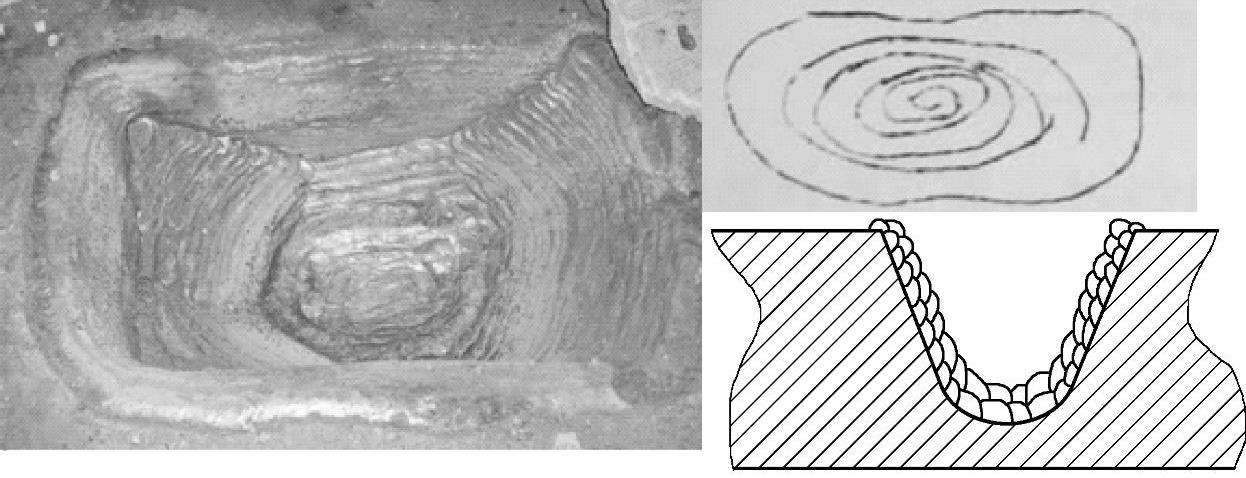
图12-9 打底层及过渡层焊接
(4)过渡层焊接的工艺措施 包括下列内容:
1)预热,对过渡层焊缝进行锤击去应力,如果坡口较大,必要时还可采用热处理去应力。
2)过渡层焊接最好采用熔深较小的焊条电弧焊方法,以减少母材的稀释率,大坡口过渡层焊后可采取磁粉探伤对焊缝进行检查。必要时也可以对焊缝打磨后进行UT横波检查,以确认底部焊缝的质量。
3)尽可能选用强度等级稍低于母材、塑性较好、含碳量较低的低氢焊条。
4)采用小电流焊接,第一层用小直径焊条。
9.补焊过程熔渣和飞溅的清理
补焊过程产生的熔渣和飞溅对补焊区质量检验和产品使用的影响很大,这些熔渣和飞溅残留在焊缝中,形成的夹渣不仅降低了铸钢件的有效截面,影响产品的正常使用,而且对于铸钢件质量要求较高,UT的探伤灵敏度较高或要求采用UT横波检查时极易超标。因此,焊接过程必须采用刨锤、风铲、除鳞锤和除锈器(带有钢针的风刷)或砂轮打磨等方法逐层逐道地清除干净。
10.压边焊缝的作用及要求
(1)压边焊缝的作用 压边焊缝又称溜边焊缝,这是在铸钢件缺欠补焊实践中总结出来的防止熔合区出现咬边和裂纹的有效方法,主要用于坡口面积较大的补焊区中,如图12-10所示。所谓压边焊缝就是在铸钢件补焊时,坡口盖面层焊缝完成后,由于焊接应力较大,如果母材存在疏松现象,很容易将母材与焊缝的熔合区拉裂。因此,在母材和焊缝金属熔合区周围焊一道回火焊道,其作用一是对上道焊缝起回火作用,二是防止焊缝过渡到母材时由于产生咬边缺欠引起的应力集中和后续精整,还可防止热处理和加工过程受到的热应力和加工应力叠加后在焊缝热影响区或熔合区出现裂纹。
(2)焊接压边焊缝的要求 压边焊缝焊接时必须在坡口盖面层焊缝完成后立即焊接,焊道位置以焊接熔合区为中心,焊道宽度要使母材和焊缝覆盖宽度均匀,并以窄焊道不摆动方法进行,以防止焊道过宽会出现新的缺欠。采用小直径焊条、小的电流规范和短弧焊,避免焊接过程产生新的咬边、气孔和夹渣等缺欠。图12-10所示为坡口焊完后的压边焊缝状态。
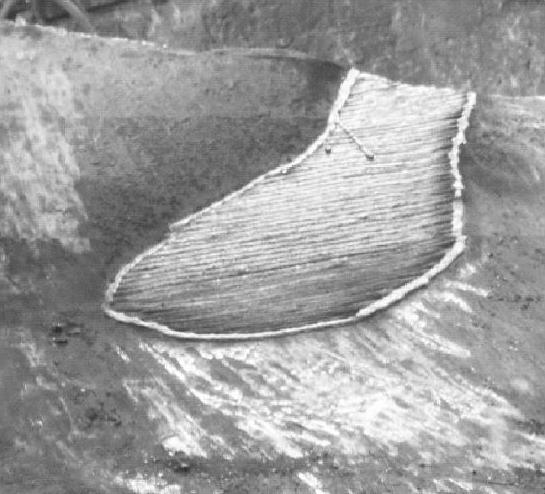
图12-10 压边焊缝
11.关于焊接应力孔的要求
在焊接铸钢件封闭焊缝时,例如铸钢件清砂孔封板的焊接,或由于结构需要在铸钢件某些位置进行盖板焊接,此类焊缝的焊接接头是封闭状态的,在焊后去应力处理时会产生大量的气体,这些气体受热膨胀后在封闭的焊缝中形成巨大的应力,当应力值超过焊缝金属的屈服强度时,或者焊缝中的一些原本没有超标的缺欠在巨大的应力作用下扩展,就会在封闭的焊缝中形成裂纹。因此必须焊前在坡口上预留应力孔,待去应力热处理后进行焊接。这种应力孔焊接后产生的应力较小,只需要进行局部去应力或去氢退火即可。
(1)应力孔的位置和数量 最好不要在焊缝转角处及交叉处等应力集中部位预留应力孔,应力孔的数量要根据焊缝的长度和深度确定,一般1~2个即可,如果焊接直径或面积较大的封板,最多可以预留4个应力孔。预留的应力孔太多,会对后续应力孔焊接和局部去应力处理带来一定的难度,预留多个应力孔时,应尽可能对称布置。
(2)应力孔的尺寸及焊接要求 应力孔的尺寸要根据坡口深度确定,只要形成的坡口有利于焊接操作即可。预留的应力孔在去应力处理前必须修整好,以保证形成良好的焊接坡口。采用碳弧气刨修整的应力孔必须打磨干净,坡口根部要求圆滑过渡,坡口应进行MT或PT检查。应力孔坡口的焊接及焊缝质量检验要求同铸钢件封板焊接要求相同,焊后热处理可以采用远红外电加热进行局部去应力处理。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。