



1.坡口打底层和过渡层焊接
较大坡口先进行打底层和过渡层焊接,打底层和过渡层最好采用焊条电弧焊方法操作,而且第一层要采用小直径焊条,焊后进行MT探伤检查,坡口如果太大,还需要进行一次或多次中间去应力处理,如果补焊区还有50~200℃的温度,又不可能冷至常温再进行探伤检查,可采用干磁粉探伤检查,确认底部焊缝质量符合要求。
2.加工后的疏松区缺欠补焊
有些铸钢件在完成加工后发现一些点状缺欠或形状不规则的断续裂纹或线性缺欠。这主要是疏松或成分偏析引起的,点状缺欠可采用电动磨头敲击后补焊。对于裂纹或线性缺欠经打磨或加工消除后的坡口深度小于20mm时,采用氩弧焊补焊,焊至坡口表面时,将坡口边缘堆焊一层(见图12-3)或两层(见图12-4)等措施。深度超过20mm的坡口,先对坡口进行预包边堆焊(采用氩弧焊或ϕ3.2mm的小直径焊条先在整个坡口边缘堆焊一层),然后在整个坡口焊1~2层过渡层后,再采用CO2气体保护焊或焊条电弧焊填充坡口。
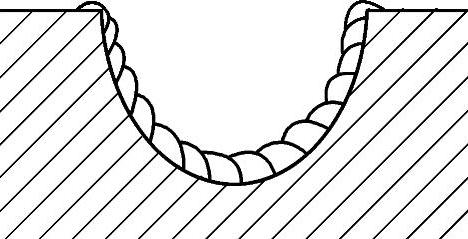
图12-3 坡口边缘一层焊道包边焊
3.采用断续短段分散焊(https://www.xing528.com)
断续短段分散焊主要适用于铸钢件材质性能较高,经过调质处理后或铸钢件已处于精加工状态。这种方法可以有效地分散焊接热量,并使热应力均匀分布,避免局部出现过大的内应力,减少焊后铸钢件变形。
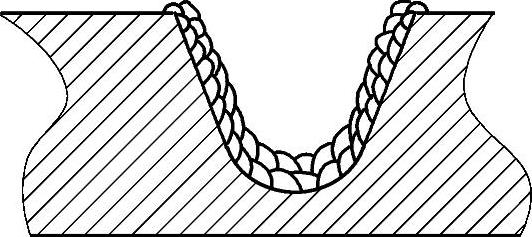
图12-4 坡口边缘两层焊道包边焊
4.焊缝的层间或道间锤击
多层多道焊时,采用锤子或风铲(R>6mm的球形铲头)在每层焊缝上进行锤击,打底层焊道最好每道焊缝进行锤击,使熔敷金属得到延展。但应注意,如果锤击得过重过急,反而容易形成塑性变形,会在变形处引起裂纹。因此应很好地掌握锤击的程度,充分注意,细心观察。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。