



1.按坡口形式选择从基层一侧开始焊接
从基层一侧向过渡层焊接操作简单,但容易出现以下问题:
1)不利于基层一侧头遍焊接完成后对气孔、坡口两侧沟状成形的处理。
2)基层一侧完成后,因过渡层一侧焊槽过窄、过深,使基层一侧较薄的增补焊层很难完成。
3)在不施行基层一侧较薄焊层的增补时,因基层与过渡层之间留有量的变化,使基层一侧打磨完成后的焊层深度过低。焊接时采用ϕ3.2mm的过渡层焊条易出现以下两种情况:一是基层材料组织熔入过渡层过多,立焊焊接在较窄的区域内形成焊条的液态金属外扩,熔池温度必然增高,基层组织在过渡层的稀释下,使逐渐增加的稀释率转入过渡层表面。由于基层和覆层材料不同,故线胀系数不同,在焊接热循环的作用下,两者之间存在着较大的内应力,在覆层的焊缝区域易出现晶间腐蚀、应力腐蚀、热裂纹,晶界上会出现铬的碳化物,并形成贫铬的晶粒边界。二是过渡焊接时采用两遍成形的过渡层焊接,金属过渡厚度更难以控制,且所需焊接时间过长。
2.按坡口形式选择从覆层一侧向基层焊接
从覆层一侧向外基层焊接,焊接先在基层起点粘接厚为10mm,长、宽均为80mm的引弧板一块,选择E4316焊条,焊条直径为3.2mm,焊接电流调节范围为90~100A。(https://www.xing528.com)
如图11-5所示,电弧引燃先在始焊端形成基点熔池,稳弧时,可先穿过C点过流间隙,再做带弧动作于外侧A点,然后做横向带弧动作于坡口B侧,按同样的方法形成B侧熔池厚度。
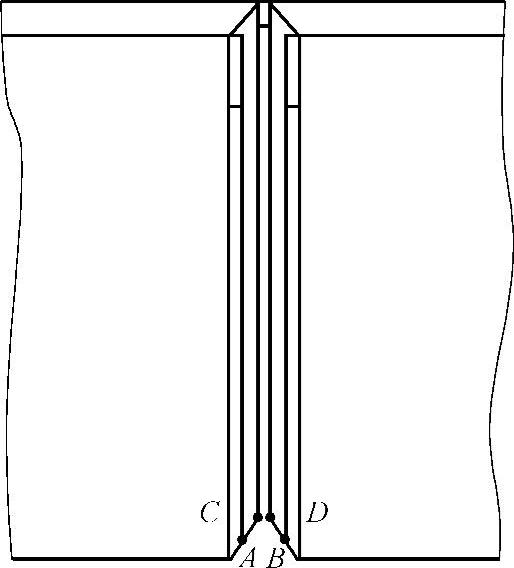
图11-5 立焊运条方式
在运弧时,应始终压住电弧,并通过循环的电弧变化控制熔池温度。如果A点熔池无法控制,出现熔渣、熔池迅速增厚等缺欠,循环变化电弧不能使A侧熔池温度得以缓解,则应适当减小焊接电流,并在稳弧时将电弧稍做上移提起,再使其回落,使熔池表面平度得到控制。焊接时,一定要避免基层一侧焊条熔化于覆层一侧的分界线。一根焊条燃尽后,可将电弧带向坡口焊道处,稍做下压后再使其熄灭。再次引弧时,以熄弧熔池上端10mm点的坡口根部为起点,使电弧引燃后压低带向续弧点。焊接完成后,先做基层一侧清渣与打磨,对气孔及焊渣过深点处理后,先补焊再进行基层一侧填充焊接。
基层另一侧填充焊接与上述方法基本相同。焊接完成后再做过渡层一侧打磨,并对气孔、焊渣过深点进行处理。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。