



1.基层打底层的焊接
选覆层一侧基层3mm板厚为基层头遍层焊接,选择焊条直径为3.2mm,焊接电流调节范围为110~120A,电弧引燃后,掌握以下几点:
(1)运条的方法与熔池厚度成形 电弧于始焊端引燃后,先做压低动作向里稍做带弧,再带入始焊端并先使少量熔滴过渡形成较薄熔池10~15mm,再拉回电弧以稍凹于覆层线的熔池厚度形成金属液的依次延伸,因此往复型电弧回带与前移的距离较短,熔池温度较高,电弧对熔池中的渣液能进行充分的控制。采用此种方法因电弧前移5~10mm形成较薄熔池时,熔渣液可先过流坡口间隙,较薄的液态熔池也可对未来熔池的过渡形成屏障保护,减少气孔发生倾向。
(2)电弧长度的控制与焊条角度的变化 碱性焊条电弧长度应为焊条的直径,超短弧应为焊条直径的1/2或2/3。焊接时应控制电弧长度在2~3mm之间,使金属液的过渡始终在电弧的保护之下,避免熔池成形时空气的进入而使气孔产生倾向增大。
平焊焊槽内填充层多采用70°~80°顶弧角度焊接,如熔渣浮动灵活时,可将焊条角度适当增加,焊条与母材垂直,反之则减小焊条角度。
(3)熔池成形的观察 在熔滴过渡时,应时刻观察熔池范围内熔渣浮动与熔池亮度及坡口两侧熔合的位置,这种观察可分为以下几点:
1)熔渣浮动的速度及范围。碱性熔渣在熔池中浮动的范围,在焊接电流较小、熔池温度较低时,也能使熔池中表层的熔渣大面积地浮出,并出现明显的液态金属范围。但较低的熔池温度会使表层下的熔渣含在熔池中,不能浮出。焊接时观察熔渣浮出的状态还应以溶渣流动的速度、熔池的亮度及外扩的范围为依据,观察出熔渣含在熔池之中的各种情况。如电弧前移时,电弧吹扫方向熔池清晰,没有熔渣滞留的黑色点状和条状斑点,说明熔渣没有含在熔池的范围中。
2)熔池温度的变化对熔合区及自身变化的影响。过高的熔池温度对熔渣的浮出是有利的,但高温熔池外扩的范围会使熔合区母材不断地外扩。在复合钢板的焊接中,如外扩熔池使不锈钢晶间层形成过高温度,基层一侧熔入过多的合金元素,就使焊缝的金属形成过硬的脆性组织,从而使裂纹产生倾向增加。覆层一侧的基层焊接宜使熔池成形时的范围限制在原始基层线的焊槽之内,熔池与母材之间的熔合线应没有过深的熔合线和熔合痕迹。(https://www.xing528.com)
(4)熔合厚度的控制 以覆层板厚3mm向下作为上浮熔池的观察线,即电弧于坡口一侧稳弧停留时根据液态熔波浮动的位置与板材上平面的比较,留出覆层一侧焊槽深度。覆层一侧基层焊接完成后,再做基层一侧焊接,基层一侧整体完成后,再做覆层一侧基层的焊缝表面打磨,并使覆层一侧的焊槽深度达到3.5~4.5mm。
2.基层填充层焊接
(1)碳弧气刨清根 选择ϕ6.0mm碳棒,焊接电流调节范围160~200A,压缩空气压力0.4~0.6MPa。铁板放平后,先引弧起刨一侧板端,因底层焊缝较薄,碳棒引燃后,先沿焊缝未熔合中心线轻刨,形成刨槽深度2mm、长100~200mm。再提回碳棒,利用亮度查看两段未熔线清除痕迹,如此段刨槽未熔线仍有点状残留痕迹,再使碳棒端头于始刨端,再轻刨深度1mm,再做碳棒的提回动作,查看刨槽表面的情况。如表面光洁,继续前移刨削,如有气孔出现,可提回碳棒,做轻刨动作。刨削完成,采用手磨砂轮进行飞溅打磨处理。
(2)焊条的行走方法 填充层焊接选择ϕ4.0mm焊条,焊接电流调节范围160~170A。根据焊槽深度8~9mm、宽8~10mm,宜采用2或3遍填充层焊接,头遍层焊接因焊槽较窄、较深,焊层厚度宜在2.5~3mm之间,电弧在焊缝一侧端引燃之后,先使熔池外扩于焊槽两侧,再根据熔池成形状态的观察,做电弧的前移和停留。如果液熔线成形的厚度较薄,可做电弧停留动作,使熔池厚度增加。如果熔池厚度适当,可做电弧前移动作,再根据其厚度的变化选择依次停留的时间。头遍层焊接焊槽较窄,电弧行走宜选用直线形。
(3)熔池成形的4个观察点 熔池成形也分为前后左右4个观察点,如图11-2所示。较粗直径的焊条坡口内焊接,宜重点观察电弧前移处渣液的情况。当电弧延伸点淤渣过多时,如液态熔池覆盖于熔渣之上,在熔池温度较低、电弧吹扫不完全的情况下,易使游离的熔渣含在熔池之中而不能浮出。熔池的两侧观察点,为熔池金属液上浮线的位置。熔波滑动过快时,则熔池中心处棱状成形增加;熔波滑动平缓时,则熔池平整光滑。
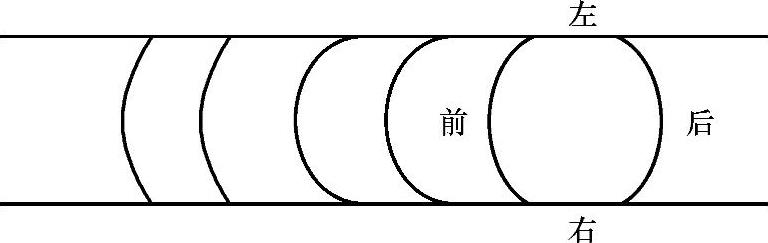
图11-2 熔池成形的4个观察点
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。