



垂直固定管的焊接,即管子横焊。管件处于垂直或接近垂直位置,而焊缝则处于水平位置,其焊接特点为:焊缝处于水平位置,下坡口能托住熔化后的金属液,填充与盖面层焊接时均为叠加堆焊,熔池温度比水平管焊接易控制;金属液因自重而下淌,打底层焊接时比立焊困难;填充、盖面层的堆焊焊接,易产生层间夹渣与未熔合等缺欠;由于管子曲率的变化,盖面焊时如操作不当,易造成表面焊缝排列不整齐,影响焊缝外表美观。
垂直管的组对钝边厚不大于0.5mm,根部间隙为3mm。按管径周长的1/3定位焊处(一处为引弧焊接点),定位焊缝长不大于10mm,高不大于3mm,定位焊两端加工成陡坡状。
管子垂直固定单面焊双面成形的焊接分3层6道,焊缝连弧焊接完成(即打底焊1层1道,填充焊1层2道,盖面焊1层3道焊缝),各层焊缝的排列顺序如图9-15所示,焊接参数见表9-5。
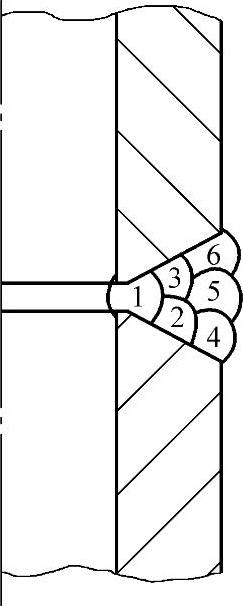
图9-15 管子垂直固定焊缝排列顺序
表9-5 焊接参数
垂直固定管的焊接基本同试板横焊相似。不同的是管子的横焊是弧线形,而不是直线形。焊接过程中如焊条倾角不随管子的曲率弧线而变化就容易出现焊肉下坠,焊缝成形不好,影响美观,或出现局部“冷接”、未熔合、夹渣等焊接等缺欠,影响焊接质量。
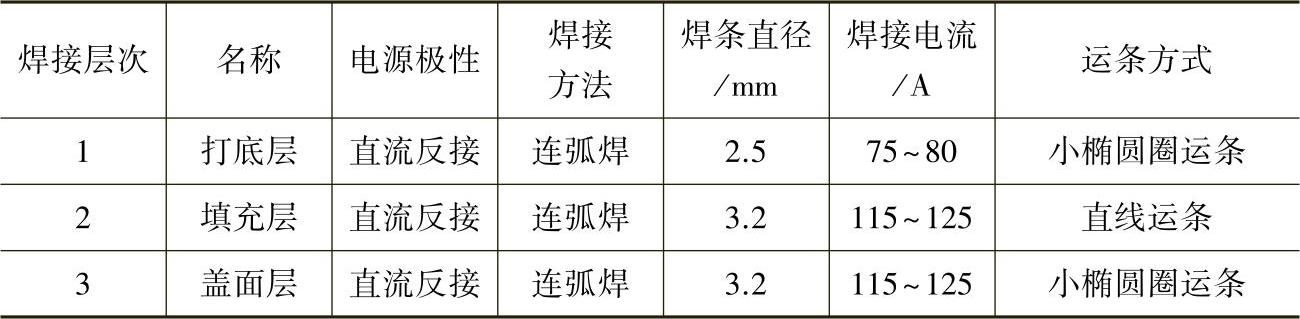
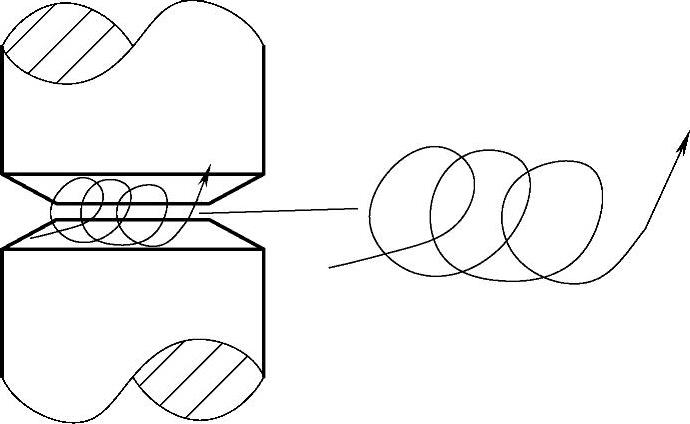
1)打底层焊接时的焊条右倾角(焊接方向)为70°~75°,下倾角为50°~60°。电弧引燃后,焊条首先要对准坡口上方根部,压低电弧,做1~2s的稳弧动作,并击穿坡口根部,形成一个熔池和熔孔。然后做斜圆圈运条上下摆动小动作,焊条送进深度的1/2电弧在管内燃烧,并形成上小、下大的椭圆形熔孔为宜。施焊中,电弧击穿管坡口根部钝边的顺序是先坡口上缘,而后是坡口下缘,在上缘的停顿时间应比在下缘时要稍长些,焊接速度要均匀,尽量不要挑弧焊接,焊条运条方式如图9-16所示,这样的运条方式避免了管试件背面焊缝产生焊瘤和坡口上侧产生咬边等缺欠。
 (https://www.xing528.com)
(https://www.xing528.com)
图9-16 焊条运条方式
换焊条收弧前,应在熔池后再补加2~3滴金属液后,将电弧带到坡口上侧,向后方提起收弧。这种收弧方式有利于接头,并不宜使背面焊缝产生缩孔、凹坑、接头脱节等缺欠。接头时,在弧坑后15mm处引弧,并做椭圆形运条,当运至熔池的1/2处时,将电弧向管内压,听到“噗噗”声,透过护目玻璃清楚地看到金属液与熔渣流向坡口间隙的背后,再恢复正常焊接。施焊中特别要强调两个问题:一是焊条的倾角应随管子的曲率弧度变化而变化;二是打底焊时一定要控制熔池温度,并始终保持熔孔的形状大小一致。只有这样才能焊出理想与质量好的打底焊缝。
2)填充层的焊接采取2道焊缝叠加堆焊而成。即由下至上地排列焊缝,焊缝的排列顺序是后一焊缝压前一道焊缝的1/2。运条方法为直线运条,焊接速度要适中,电弧要低,焊缝要窄,施焊中要随管的曲率弧度改变焊条角度,防止混渣及熔渣越过焊条,合适的焊条角度如图9-17和图9-18所示。
填充层的高度应比管平面低1.5~2mm,并将上下坡口轮廓边沿线保持完好。
3)盖面层的焊接方法与填充层基本相同,就是运条方式有所不同,运条时应压低电弧,焊条做斜椭圆形摆动,道与道焊缝相互搭接1/2,每道焊缝焊完要清渣,这样做焊出的焊缝表面成形美观,圆滑过渡,无咬边缺欠。
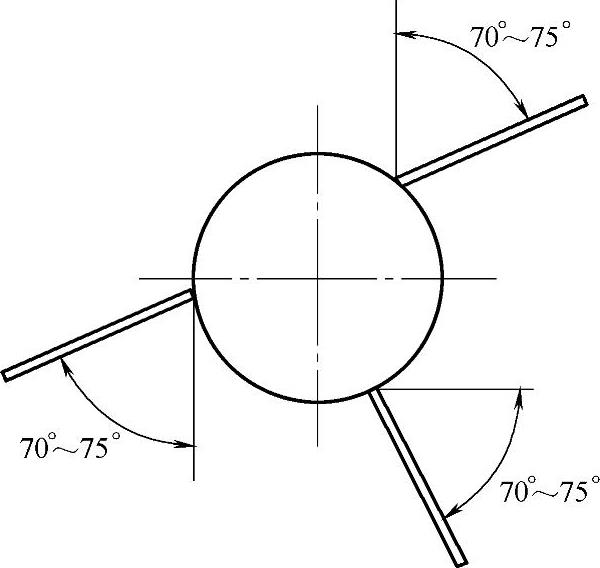
图9-17 填充层焊条右倾角角度示意图
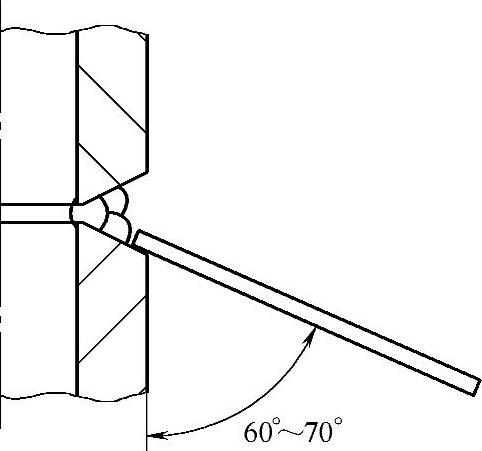
图9-18 填充层焊条下倾角角度示意图
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。