



【摘要】:对流管束的平角焊与平面法兰的角焊有很大不同,平面法兰采用一遍较薄成形和一遍较厚成形两个层次,且焊接管端较长,熔角处受热较少。平角对流管束焊接时,因焊接管端较短,受热增大,焊接多采用一遍层次。如做电弧前移吹扫时,57mm管内径有明弧穿过时应停止电弧前移,敲掉及清除穿透点熔渣,再采用断弧点焊方法焊接。
对流管束的平角焊与平面法兰的角焊有很大不同,平面法兰采用一遍较薄成形和一遍较厚成形两个层次,且焊接管端较长,熔角处受热较少。平角对流管束焊接时,因焊接管端较短,受热增大,焊接多采用一遍层次。
1.熔池外扩熔化能力减弱
ϕ57mm管径端头焊接时,因管径较薄又为立侧,加厚的熔敷液态金属会使管侧熔温迅速增加,为了控制熔池温度的增加,适于加厚的液态金属成形,多采用小焊接电流进行焊接,这样使角平面锅筒侧板难以熔化,熔渣与液态金属难以分清,熔池成形缓慢。
2.易产生熔穿现象
如果采用较强的电弧吹扫,熔渣与液态金属滑动状清晰。但熔池堆敷厚度增加时,管端温度增加趋势过大,管侧面熔合线过深,易产生熔穿现象。如做电弧前移吹扫时,ϕ57mm管内径有明弧穿过时应停止电弧前移,敲掉及清除穿透点熔渣,再采用断弧点焊方法焊接。
3.管束平角焊运条方法
对流管束平角焊,可采用一个蹲位点和两个蹲位点两种起焊的方法,如图5-5所示。(https://www.xing528.com)
1)两个蹲位点焊接为操作者顺着锅筒纵向方向,从左侧90°点引弧,止弧位置为右侧90°点。此侧焊接完成,再以90°收弧点作为引弧点,引弧点作为收弧点。一个蹲位点的焊接引弧点在0°点或180°点,而且引弧点也是收弧点。
2)一个蹲位点的焊接多为反向运条,两个蹲位点的焊接为正向运条。
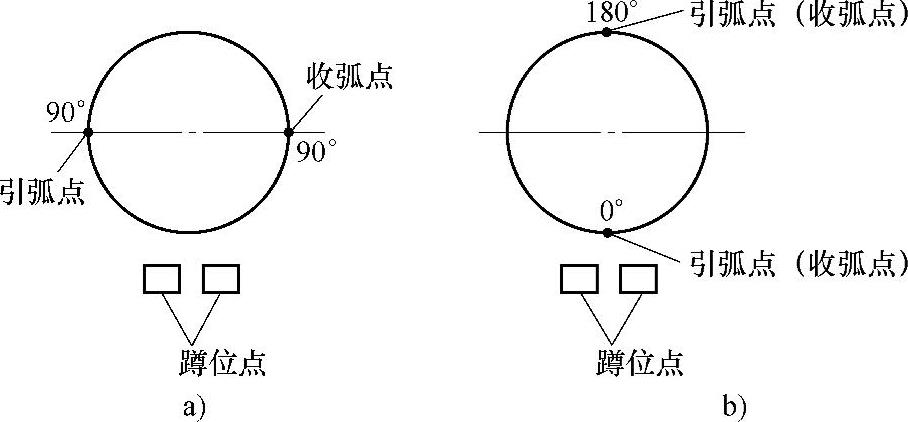
图5-5 蹲位点放大图
a)两个蹲位点 b)一个蹲位点
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。