



焊接方向从右向左,先于始焊端点过中心线右侧20mm使电弧引燃,再带弧于A点(见图5-2)处做稳弧,起焊端熔池厚度由薄至厚。其方法是从起焊端液态金属稍做覆盖后,以焊脚的根线为标准,按熔池外扩宽度,从上向下做弧线形的外扩动作,使熔池外扩宽度增加然后再做向上抬起动作,或使其熄灭。再次落弧的位置为里层熔池的最高弧度线。落弧后,以此段熔波宽度的和熔波在焊脚根线覆盖的面积,做电弧微小的下带动作,至熔池中心的1/2线,并使电弧停留于B点。这一次电弧的停留后,应观察熔池向下和向外溢流方向的面积,向里观察液态金属堆敷高度。
因熔池外扩宽度较大,温度较高,一次电弧回落,应看准像水纹一样的熔波呈弧线形整体下滑。此时,如内侧根线上浮的熔池较少,电弧可做向内偏吹的微小动作,使根线内侧面堆敷金属增厚。如厚度增加时,根侧上熔合线痕迹过深,液态金属堆敷过渡,熔池温度过高,应调小焊接电流,或以电弧向里的吹扫角度做向外的离开动作。
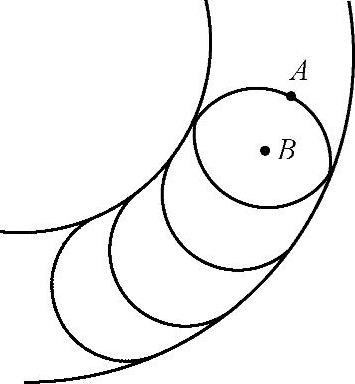
图5-2 最高弧度线
熔池中心处熔池的滑动,同下底层的熔液弧度线相比较。如依次上移的外扩宽度1.5~2mm,并以1.5~2mm的熔波下滑位置依次上移的外扩宽度1.5~2mm,依次形成熔波上移的宽度,电弧可再根据外侧原始边线的宽度和此熔池覆盖1~2mm的宽度,做从上向下、从里向外的快速跳弧动作,使电弧形成一定的高度或熄灭。再一次落入的电弧仍以底层熔池最高弧度线中心正点为落入点,稍做下移至熔池中心A点后,做同样电弧停留的动作,形成此层熔波,依次上移。一根焊条燃尽后,留住药皮熔渣,连续焊仍按同一个动作,完成液态金属的过渡。(https://www.xing528.com)
另一侧焊接,引弧点应在续接点前10~20mm处,使电弧引燃,再做电弧提起动作带入续接处。落弧后,根据熔波相熔程度做电弧的抬起动作。熔池下滑的外扩观察点,为续接位置的熔池成形点,熔波的下滑线,即为此侧熔池的成形线。
熔波的中心滑动线要求是平行滑动线,用电弧的下压动作进行控制。
熔池上中下成形,其引弧与落弧的动作要迅速,焊接收弧处应采用连续回落打弧动作。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。