



1.内环的打底层焊接
内环焊接应根据工件的薄厚、组对间隙及坡口、钝边量的大小,选择合适的下丝位置,坡口钝边较厚、坡口组对间较小时,焊接方向从左向右,下丝的位置应为过中心线左侧0~50mm,如图4-5所示。
内环打底层焊接选择焊丝直径为4.0mm,焊接电流调节范围为400~500A,电弧电压为36~38V。
引弧起焊后,因罐体在自动转辊上,会发生微量的窜动。焊接时应观察好大臂车纵向指示灯在焊槽内照射的位置,并做微量的电弧调节。头遍焊接时,因罐体转动会集焊渣物于坡口根部,熔池形成后气孔发生倾向增多,打底层焊接熔池成形不宜过厚,厚度3~4mm即可,这样气孔产生后便于处理。
打底层焊接完成后,除净焊渣。
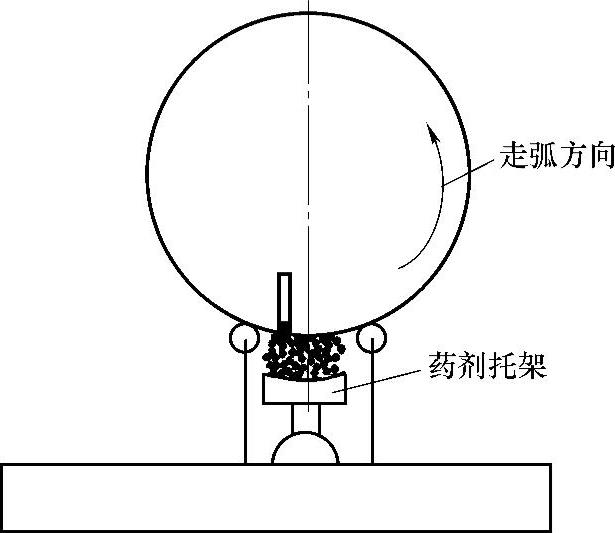
图4-5 内环头遍层次焊接(https://www.xing528.com)
2.内环的填充层焊接
焊槽深度10mm,表面宽度12~14mm,选择焊丝直径为5.0mm,焊接电流为550~650A,电弧电压为38~40V。焊接方向从左向右,下丝位置应为内环最低点中心线向左偏20mm,使走弧点稍处于下坡状态。此种位置能使较厚熔池的液态滑动,便于熔渣的浮出。填充层焊接完成后,除净焊渣。
3.内环的盖面层焊接
焊槽较宽、较深,下丝位置宜为罐体中心最低点,使熔池在形成一定宽度、厚度时,也形成整体平度。如果下丝位置与中心线最低点过偏时,下丝过中心线偏向走弧方向50~100mm,熔池堆敷成形宽度增加。但熔渣在焊槽内根部呈液态滞留状,易形成熔化不完全、夹渣等缺欠。下丝点偏向中心线左侧0~100mm处,易出现熔池表面成形中心凸于两侧等缺欠。盖面层焊接下丝位置应为圆中心,熔池成形宽度与厚度凹于坡口边线1~2mm。焊接完成后,对引弧点及收弧处做适当打磨,并对缺肉及凹陷点做手工修补。
4.外环焊接
外环焊接应根据焊槽深度,做一遍或二遍成形焊接。下丝位置应根据焊缝深度做焊接走弧位置的调节,如向右偏移中心线0~100mm,使焊缝表面成形平整光滑。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。