



大直径管是指直径超过ϕ79mm的管子,其焊接时有如下特点:
1)水平固定大直径管对接焊一般采用多层多道焊,包括打底焊、填充焊、盖面焊。
2)时钟6点位置处不要有定位焊缝,且间隙最小。
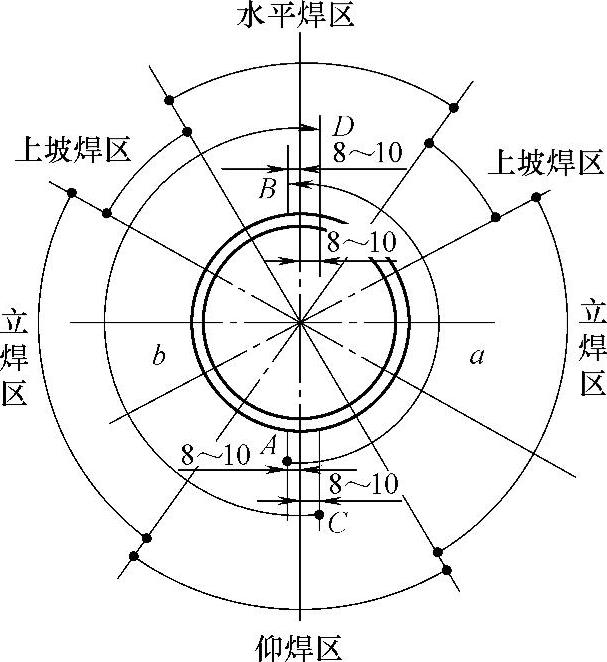
图3-8 打底焊时引弧的焊丝位置
a—前半圈焊接 b—后半圈焊接
3)在时钟6点位置之前8~10mm的A点处引弧起焊,如图3-8所示,引弧后进行仰焊操作。当电弧引燃后,不要停在原处,要使焊枪沿坡口两侧做小幅度横向摆动,使电弧在离底边3~4mm处燃烧,当起焊处坡口底部出现熔孔,说明已经焊透,即应转入正常焊接。
4)正常焊接后沿a逆时针方向从仰焊转到立焊,又由立焊转入上坡焊,最后从上坡焊到水平焊,焊至B点收弧,完成前半圈焊接。(https://www.xing528.com)
5)打磨A、B处焊缝成斜面,以利于后半圈焊接时引弧与收弧的首尾焊缝圆滑连接,保证充分焊透。
6)在C点处再次引弧,沿b向进行后半圈焊接直至D点位置,这样打底焊一圈全部完成。
7)清除打底焊缝上的氧化物层及焊瘤,调整好填充层的焊接参数,进行填充焊。
8)在时钟6点前8~10mm处引弧,沿逆时针方向先焊前半圈,焊枪做锯齿形往复摆动,摆动幅度应稍大些,并在坡口两侧适当停留,以保证熔合良好,焊缝表面下凹,并应低于母材表面2~3mm,不允许熔化坡口两侧棱边。
9)前半圈焊完后,打磨起焊处和收弧处成斜面,并清除引弧和收弧端15~20mm范围内焊缝上的氧化物,以同样的步骤和方法沿顺时针方向完成后半圈填充焊缝,焊接时要保证焊缝始端和末端接头良好。
10)清理填充焊缝的氧化物及局部上凸焊缝,并按盖面层焊接参数调整焊机,完成盖面层焊接。
11)盖面焊时焊接速度要均匀,余高要在合格范围内。焊枪摆动幅度可比填充焊时大些,以保证熔池边缘比坡口棱边宽出1.0~2.5mm。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。