



管板的盖面层焊接,仰焊部位起点应放到管板的中心部位,并根据焊缝宽度,紧贴坡口底侧边部,先形成10~20mm单层焊缝。
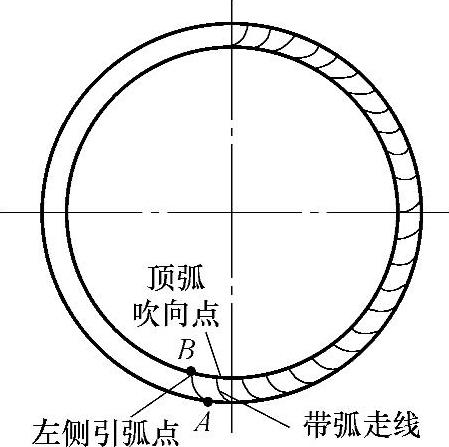
图1-46 盖面层的焊接
如图1-46所示,盖面层焊接如果先施焊于右侧,应紧贴20mm的中心点上侧,使电弧引燃并使电弧稍做下压与底层焊缝熔合相连,然后继续回弧贴向仰焊管壁平面B点稳弧形成基点熔点。再呈斜形贴近20mm焊缝右侧至A点。稳弧使熔池外扩,同20mm焊缝右端点相熔,并使A侧熔池外扩,对外圈底层焊缝边线淹没1mm。熔池成形高度凸于母材平面2mm左右,并利用迅速抬起动作控制熔池液流外扩程度。电弧抬起后,再贴近熔池上端表面,快速带弧至仰焊面B点。按基点熔池高度,贴近仰焊面再做一个下滑的落弧动作,从管面根部呈弧形或直线形下带至A点,然后向上提起至B点,再快速做带弧动作于外侧A点,依次循环。
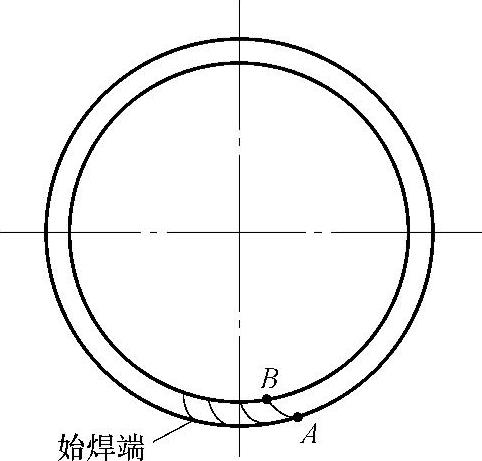
图1-47 始焊端示意图(https://www.xing528.com)
中间段熔池形成时,电弧从B侧稳弧后,平行带弧至外坡口A侧,使熔池凸于坡口边部2mm。然后根据熔池的温度,做挑弧或连弧动作。或按熔池厚度采用一侧抬起、一侧落弧的方法,即一层熔池成形后,电弧从一侧如A侧做抬起动作,呈弧形线,从熔池上方划至B点,再以熔池滑动的范围做上移抬起的动作,依次循环,如图1-47所示。
中心平焊段时,焊条宜多做管面侧走弧,行至上中心线20mm左右时,可将上板面A侧不过渡填充金属,空缺之处留于左侧焊接,右侧焊接完成,留住药皮熔渣。
左侧焊接时,从仰焊20mm前10mm处引燃电弧压,低吹向20mm上方右侧引弧焊肉,并按右侧成形的方法形成左侧熔池。
左侧盖面层上爬坡段焊接时,走弧方法与右侧相同,正中收弧处应按右侧成形方法填满上侧成形金属。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。