



1.打底层焊接熔池成形的运条方法
如图1-40所示,先在固定管口仰焊部位板面的钝边处过中心线20mm点引燃电弧,再将焊条未燃端贴于钝边处,使一点过渡的金属熔滴凸于板面外侧平面,使电弧稍做下侧回带后熄灭。电弧熄灭后在熔池的亮色中,将焊条端对准A点的上侧垂直管面处,当熔池由亮红色缩成暗红色时,再上推电弧穿过坡口间隙,并于管面处B点使熔滴金属过渡。下移带弧同下侧A的熔池凝结处相熔,形成基点熔池。然后迅速熄灭电弧,将电弧对准A点续弧处做稳弧停留,使熔滴再次过渡,依次循环,如图1-41所示。
将电弧前移,使熔滴依次流过坡口间隙,电弧向上应使未燃端贴于仰焊处管面后,再使焊条未燃端与坡口钝边处进行比较做进弧动作,使熔滴过渡点与钝边处成平行状金属结构。
插管式管板头遍焊接也应做电弧上下一次成形带弧。带弧时电弧先贴入仰管平面一侧做稳弧停留,使金属熔滴过渡后再稍做下移带弧于下侧钝边处。此方法应注意上下电弧停留时熔滴过渡的上、下厚度与中心熔池堆敷厚度的控制。
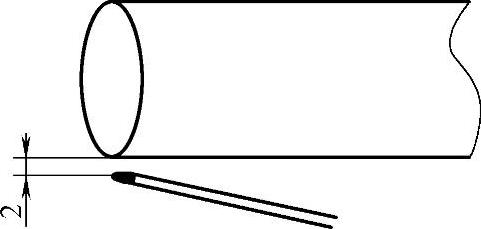
图1-40 引燃电弧
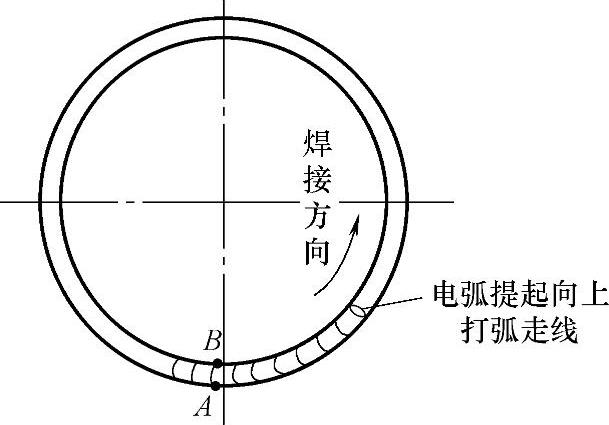
图1-41 打底层焊接熔池成形的运条方法
2.打底层焊接熔池成形的平度
管板焊接应掌握熔池内、外两侧成形的平度及外背侧成形,可在观察熔滴过流状态时加长和缩短稳弧的时间,加大或缩小电弧进入焊槽根部钝边处的深度。
在电弧进入焊槽根部时,也应注意观察电弧的吹扫角度,如果电弧贴向管面一侧稳弧,电弧的吹扫方向为坡口过流的间隙处,使熔滴过渡管面熔合处较薄,熔池中心过渡较厚,管面外侧将出现上、下两侧的沟状过流成形。为避免此种成形的发生,在电弧向坡口两侧吹扫运条时应压低吹向管面的仰焊部位,使稳弧后的过流熔滴超过外背侧板面平度,再稍做下移使电弧停于下坡口一侧。
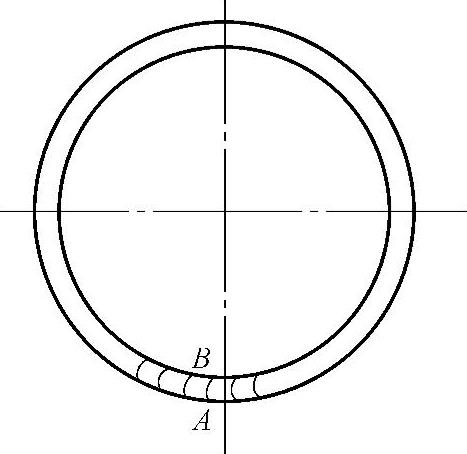
在坡口下侧稳弧时,如果钝边较小,电弧带入下坡口钝边处易出现豁状成形。避免方法是在电弧外移下坡口钝边处时,外移2~3mm,并通过电弧稍加停留时间的调整,使熔滴稍加溢出坡口过流端点,然后迅速做电弧抬起动作。焊槽内侧熔池形成,如果电弧在仰焊管面一侧(B侧)稳弧(见图1-42),稍做回带下压后根部成形应凸于或平于中间熔池,如果稳弧点熔池稍见液流滑动状态,应做迅速抬起动作,再使其回落。也可采用左、右两侧循环落弧的方法,如A侧熔滴过渡后做电弧上提的动作于B侧,当熔池由亮红色缩成一点时,再迅速将电弧落入A侧,或做下带的动作同下坡口A侧熔合相连,此种方法能缓解骤然上升的熔池温度。
 (https://www.xing528.com)
(https://www.xing528.com)
图1-42 坡口下侧焊接
3.打底层焊接落弧的位置
管板仰焊部位因坡口钝边处较薄,电弧进入坡口A侧根部稍做稳弧后应快速抬起,缩小熔池在坡口钝边处液流的范围。再次落弧点应贴向熄弧熔池斜后方的管面B侧,并压低吹向仰焊管面进弧的位置,使其平于熔池下点进弧深度,稍做稳弧后同底点熔池熔合相连。较薄熔池成形后再使其熄灭,仰焊及平焊爬坡段的上、下两点熔池成形,也宜采用稍有错位的落弧方式,其方法可避免金属液流时A、B两点垂直落弧所形成的金属液下沉,使下点熔池堆敷成形增厚,药皮熔渣溢满A点前移方向等弊端。
立焊端进弧位置,因焊缝间隙呈平行状态,A、B两侧可平行进弧。平焊爬坡段B、A两侧进弧,B侧应先于A侧,即B点先做稳弧停留,再做平行带弧动作于A侧。如果A侧先行,因上移后的A点高于B点,A点处的药皮熔渣会先于金属液产生液流至B点,使B点熔池前移方向受阻,在受阻后B点的熔滴过渡因电弧的进入不能到续弧位置而使熔滴过渡成形受到影响。
随着焊缝间隙的逐渐收缩,电弧回落宜先穿过坡口间隙,再落弧于熔池的熔轮处做过流吹扫,使电弧吹扫后的熔孔大于焊条的直径再做微小的下移横向带弧和稳弧动作形成金属熔滴的过渡,然后迅速做上移抬起的动作,当熄弧熔池温度稍见降低,再落弧于熔孔的上方,使熔孔延伸,做下移动作于续弧处,依次循环。
电弧依次落下与抬起,落弧位置过下或稳弧形成熔池过厚,使熔孔封死或被淹没,再次落弧的吹扫易产生大面积坠熔。
爬坡平焊段与仰焊段引弧起点,应先形成较薄熔池,再逐渐加厚,呈坡状成形。引弧端点与焊缝收尾处5~10mm采用连弧焊接,尽量增高熔池的温度,电弧与端点相熔时也应使电弧下压并穿过坡口间隙后再稍做横向摆动,然后从熔孔根部逐渐带出电弧。填满尾弧熔坑后,使焊条稍做前移再使其熄灭。
仰焊部位另一侧引弧,电弧引燃后不能一步到位,应先使电弧于过流处做带弧动作于始焊端,压低电弧吹扫于坡口底边部的另一侧焊肉之上,形成10mm左右熔池。然后调整焊条角度,在续接点做顶弧吹扫,并上下稳弧形成过流熔池,如图1-43所示。
焊接完成后将焊渣清除干净。
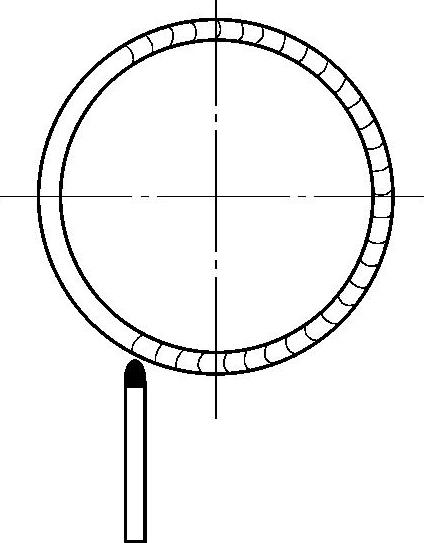
图1-43 焊条下带角度
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。