



【摘要】:2.第一填充层焊接熔池厚度的控制根据熔池温度的变化和电弧对打底层焊缝表层的熔合程度进行准确的观察。
1.第一填充层焊接熔池温度的观察
第一填充层焊接引弧后,观察熔池温度和电弧吹扫时对头遍焊层咬合程度的影响。如果电弧每向前一步前移,明显见到咬合的痕迹,熔池形成范围金属液呈亮红色,说明熔池的温度过高。电弧前移稳弧时没有明显可见的裸露线,此种状态说明焊接电流适中,熔池温度适当。电弧前移时,药皮盖在电弧的周围难以推动,电弧与熔渣间没有一条闪光金属液的裸露线,此种状态为熔池的温度过低。
2.第一填充层焊接熔池厚度的控制
根据熔池温度的变化和电弧对打底层焊缝表层的熔合程度进行准确的观察。如果熔池成形厚度为3mm,熔池形成范围呈迅速外扩状,熔池温度呈亮红色下塌趋势,电弧前移吹扫线咬合痕迹过于明显,说明二遍熔池成形过厚。如果熔池形成厚度2~2.5mm,熔池外扩成形平稳,药皮熔渣在电弧的周围漂浮灵活,电弧前移吹扫线稍见咬合痕迹,说明二遍熔池厚度成形适当。
3.第一填充层焊接熔池变化的观察与控制(https://www.xing528.com)
电弧引燃后应采用微小的摆动方法做快速的横向带弧动作,电弧纵向行走保证熔池对头遍焊层熔化,并形成较薄焊层,然后再连续向前快速带弧,并采用80°~85°顶弧焊接,使药皮浮动线与电弧之间始终存在一段清晰的熔池观察线。焊接时应观察焊槽深处药皮熔渣浮动线在熔池中的变化,控制药皮浮动线同金属液的相混程度。如果药皮浮动线盖住电弧不动,液态金属与熔渣难以分辨,应做快速带弧的动作使电弧前移,加大药皮浮动线与电弧之间的距离,使熔渣浮出,如图1-38所示。
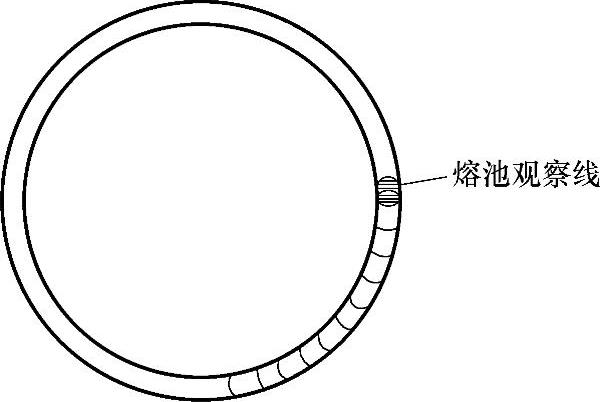
图1-38 第一填充层焊接熔池变化的观察与控制
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。