



【摘要】:连续焊接时,以一根焊条分为三段:1段焊接电流感觉有些小,2段焊条燃烧正常,3段焊条脱皮迅速,熔滴过渡难以控制。熔池表面成形,1段熔波成形正常,2段熔滴过渡凸于1段,2段熔池堆状成形过厚。此种现象是不锈钢焊条的电阻较大造成的,可采用以下措施予以克服:1)选择焊接电流时,比同等直径的焊条小20%。在碱性不锈钢焊条的焊接中,如果落弧时采用短弧使电弧带入续弧装置,也能收到好的效果。
1.连弧焊
不锈钢焊条连续焊接与断续焊接熔池成形的反应是不一样的。连续焊接时,以一根焊条分为三段(见图1-34):1段焊接电流感觉有些小,2段焊条燃烧正常,3段焊条脱皮迅速,熔滴过渡难以控制。熔池表面成形,1段熔波成形正常,2段熔滴过渡凸于1段,2段熔池堆状成形过厚。此种现象是不锈钢焊条的电阻较大造成的,可采用以下措施予以克服:
1)选择焊接电流时,比同等直径的焊条小20%。
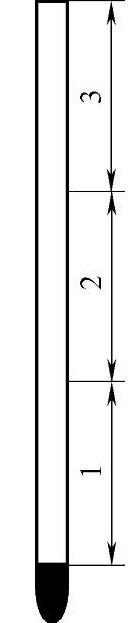
图1-34 熔池表面成形
2)采用快速反月牙运条方法,即电弧成反月牙的弧状形向上的推弧线。因带弧的速度较快,熔池成形较薄,熔池的温度较低,可避免熔滴连续过渡时堆状成形过厚、熔池温度过高、焊槽根部熔合线不完全等弊端。
2.连弧断续焊(https://www.xing528.com)
连弧断续焊是焊条走线采用一侧抬起、一侧落弧的方法。操作时,电弧于一侧,如A侧点稳弧形成熔池后,呈反月牙弧形线快速划过熔池的上方,带弧至B侧点,稍做稳弧动作,再呈弧形线从熔池的上方划过再落入B点,划过时不产生过渡熔滴,依次循环。此方法成形熔波均匀,成形厚度能适当控制,如图1-35所示。
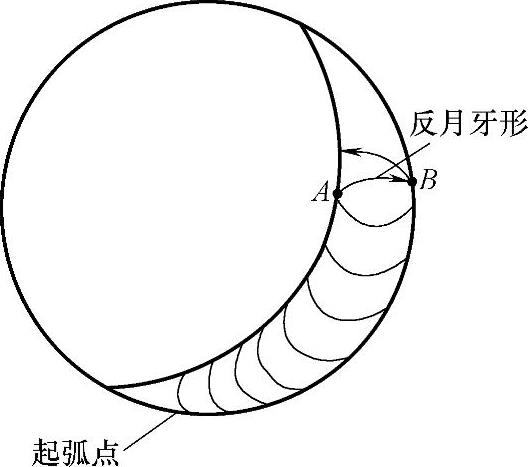
图1-35 连弧断续焊
3.熄弧焊
电弧从B侧点落弧稳弧形成熔池后,再做横向带弧动作于A侧,稳弧形成熔池后,再做快速的电弧抬起动作使其熄灭,当熔池由亮红色转为暗红色时,再快速落弧于B侧点,依次循环。此种方法因一根焊条燃烧时被断续冷却,使焊条2/3段过高温度充分缓解,过渡金属液态熔波平整光滑。在碱性不锈钢焊条的焊接中,如果落弧时采用短弧使电弧带入续弧装置,也能收到好的效果。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。