



1.管道打底层平焊段的焊接
任何管道的焊接起焊前都应对管道组对后的坡口间隙、焊接速度、焊缝间收缩量的大小做一大致的估计。如图1-31所示,如果电弧起点选择在下0°、上0°点的左右两侧40°之间,坡口的预留间隙为3.5mm。为了便于操作,此例焊接的起焊端选择在上0°点的左右两侧40°位置。起焊前先调节焊接电流为90A,电弧在坡口A侧引燃后,过坡口的钝边处,使少量的液态金属过渡,然后迅速提起电弧,使其熄灭。当此处亮度稍见暗色,再做快速落弧动作于A侧的相邻点B侧,落入后应贴于B侧的钝边处稍做稳弧,并随着熔池的外扩与A点相熔形成基点熔池,再迅速做电弧的抬起动作,当B点的亮熔池稍见暗色时再做快速落弧动作于A点,依次循环。
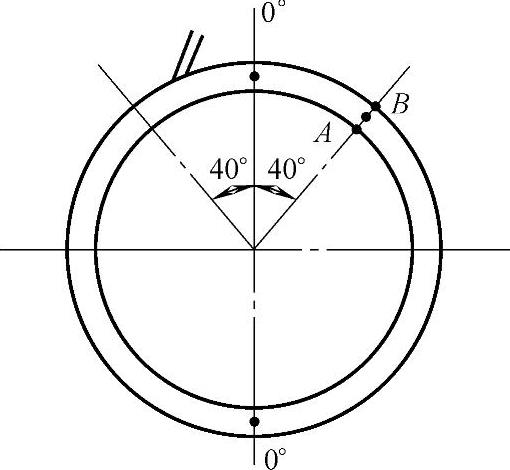
图1-31 电弧起焊点的选择
(1)焊条角度的变化 不锈钢管道平焊段的焊接宜与焊接方向成70°~80°角,电弧进入续弧点多以1/3电弧穿过坡口间隙,2/3电弧做续弧位置的吹扫,电弧落入后稍做点弧,即迅速从焊缝成形方向推出。
(2)不锈钢焊接熔滴过渡的特点 不锈钢焊条的液态金属过渡温度稍高、电弧穿过坡口间隙过多或一次量过渡液态金属过多时,续入熔池的液态金属会迅速下沉,并随着温度的增加使续入后的熔池全部下塌,或成豁状缺口。为避免此类现象的发生,应在焊接时控制熔滴的续入量,并使焊缝成形厚度不超过2.5mm。
(3)电弧行至收尾时进弧的方法 打底层焊接电弧行至收尾时,电弧的进入仍采用两侧焊接的方法。收尾后两侧焊缝相交的最后一点根部必然出现大块的蜂窝状成形,其原因是坡口处双侧进弧定在较窄、较小的坡口范围内,低温度的双侧进弧,很难使迅速进入的液态金属形成最佳的熔透效果。避免的方法是焊接行至尾部距端点10mm范围内时,根据坡口的间隙采用连弧焊接,并在焊前将相交点的被焊处磨成坡状,相交最后一点时适当延长稳弧的时间,然后继续做电弧行走动作10mm左右。
管道上0°两侧40°之间完成后,除净焊渣,两侧起焊端应采用砂轮打磨。
2.管道打底层下部的焊接(https://www.xing528.com)
(1)焊条角度的变化 仰焊部位焊接焊条角度宜与焊接方向成70°~80°角,此角度能使过渡的熔滴挺度增加,使熔池外扩迅速,并形成坡口间焊缝的熔透成形。下45°与立焊段90°点之间,焊条角度应与焊缝的成形方向成75°~80°角,此种角度的电弧挺度有利于金属液熔滴的过渡,如图1-32所示。
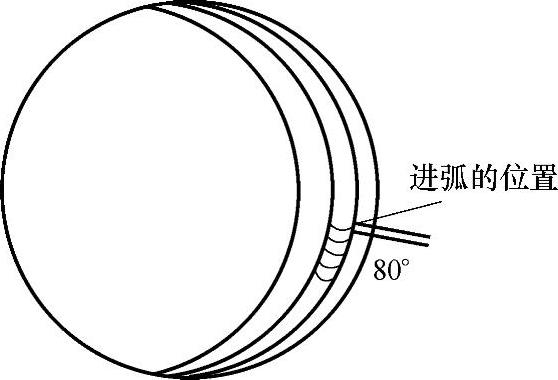
图1-32 进弧位置
(2)电弧进入坡口钝边处的位置 不锈钢仰焊部位焊接焊条端推入坡口钝边处的位置,应为焊条端部接近于坡口钝边的边缘,推入时要观察液态熔波上浮坡口管道内平面的多少。上浮位置过少时,电弧热源撤离后,液态熔波会迅速下沉,使焊缝出现内凹下塌成形。熔池温度过高时,液态金属上浮量适当,但电弧挺力的热源撤离后,熔池的下塌面也会出现凹状成形。为改变以上弊端的产生,应根据不锈钢焊接液态金属自坠成形较大的特点,采用以下两种方法:
1)尽量上提电弧在坡口钝边处的位置,在电弧续入时,应观察电弧进入坡口钝边处的多少,如焊条端部燃点距离坡口钝边线2mm,液态熔波下塌位置适当,管道内熔池成形平整光滑,那么可以钝边2mm线的位置作为电弧前移上提停留的位置,如图1-33所示。
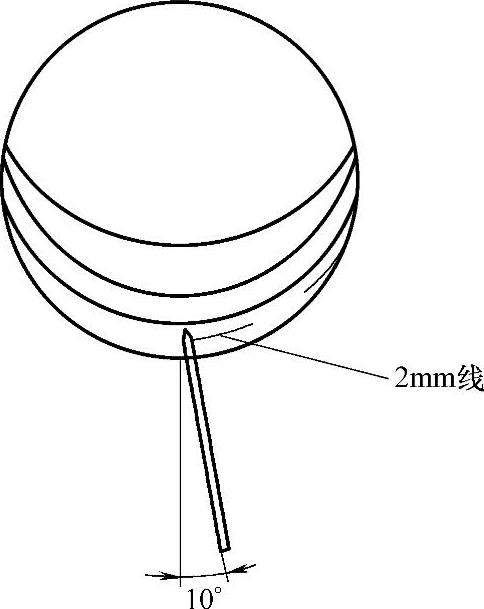
图1-33 电弧前移上提停留位置
2)尽量缩短电弧进入坡口根部稳弧的时间,采用合适的焊接电流进弧后,应根据不锈钢熔滴过渡的变化适当控制电弧形成熔池后撤离的时间。电弧进入续弧位置使液态熔滴外扩,然后做电弧沿坡口面快速上提移走动作,使熔池快速冷却。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。