



1.熄弧焊
焊接电流调节后,起焊端应选在间隙较小的定位焊缝的两处之间,并在下坡口钝边处使电弧引燃,在坡口间隙处先形成一点熔池后迅速熄弧,如图1-10所示。
电弧熄灭后,在熄弧熔池的亮色中,对准熄弧处的上坡口钝边处,当熔池由亮红色变成暗红色时,再将焊条端直推坡口钝边处。推进时,焊条端部可贴向坡口上边沿稍做稳弧,使下垂熔滴同底层焊肉相连。
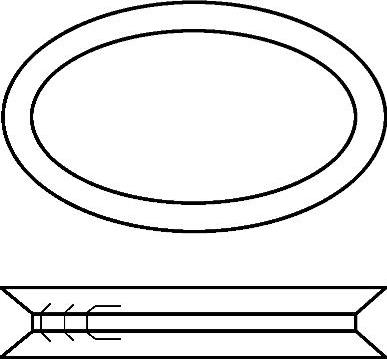
图1-10 形成熔池后迅速熄弧
形成基点熔池后,应迅速熄弧。当上侧熄弧处由亮红色转为暗红色时,电弧可直触下侧续弧点,并穿过坡口间隙,使焊条端部燃烧点紧贴坡口内移边线2mm处,并吹向续接熔池中心。稍做稳弧,然后再将电弧稍做下压,回带后迅速熄弧。当熔池由亮红色变成暗红色时,电弧再直触熄弧熔池的上方,穿过焊缝后焊条端部燃烧点紧贴坡口钝边2~3mm处。适当延长上坡口稳弧的时间,形成上坡口处饱和熔池。
(1)熔池温度与厚度的控制 电弧上、下坡口一次稳弧后,应看准熔池外扩后滑动的趋势。
1)熔池外扩向内迅速凸于管道内径表面,超过管道内径过流成形的高度,熔池外扩向外堆敷成形过厚,表面成形上、下两侧出现沟状焊渣。出现此种现象的原因是焊接电流过大。此时应适当减小焊接电流,并在上、下坡口进弧时,焊条未燃端部进入坡口根部的位置,以熔池金属流于内径表面的程度来掌握。焊条端点进入坡口内2~3mm处时,溶池过流,坡口间隙适当,上下坡口依次循环的进弧与稳弧应以2~3mm处为标准。
2)焊槽内溶池厚度形成时,电弧先过流坡口间隙后,再回弧外带。观察溶池状态,应是在电弧推出熔滴后熔渣在电弧周围为外扩漂浮状,溶渣与电弧间能闪出一节清晰金属液的裸露线。此时操作者能清晰地观察上、下坡面之间,熔池的厚度及熔合后的平度及上、下坡口钝边处进弧的位置。
(2)坡口间隙的变化与进弧手法的变化 随着熔滴过渡的延伸,坡口间隙逐渐缩小,电弧进入上、下钝边处打弧的方法也应由坡口上、下两点打弧改为坡口间隙处一点打弧,即电弧抬起后其落弧位置为坡口间隙的中间部位。
1)电弧落入后,先穿过坡口间隙做上下钝边处咬合形成熔孔。熔孔向坡口两侧的深度,视焊缝间隙而定。焊缝间隙较小,熔孔向坡口两侧应各深入多一些(如1~2mm)。焊缝间隙稍大(如0.5~1mm),电弧形成熔孔,应保证电弧落入熔池前熔孔迅速形成,再次落入电弧应使熔孔延伸后形成熔池。如果一次落弧不能使熔孔延伸或堵死熔孔,因间隙过小,再次落弧使入熔孔吹出,必然形成过流熔池的下塌。
2)电弧向熔池推进后,一多半贴向熔池的边部,一少半吹过焊缝间隙,且先上后下,呈半圆形稍加停留后迅速熄弧。当熄弧熔池由亮色转为暗色时,再将电弧直触熔孔的坡口上侧。按同样的方法形成熔池,依次循环。
3)电弧稍加停留使金属过渡时,应使坡口底侧焊肉多于上侧,并避免上下两侧熔池表层出现沟状焊渣。
4)采用上、下坡口两侧分别进弧的熄弧焊接时,应注意每次熄弧时电弧的移走方法。在熄弧位置突然移走电弧,熔池会出现缩孔、成形不良、裂纹等缺欠。一次熄弧的方法应将电弧稍做稳弧下压,并向熔池后方稍加回带后移走电弧。
5)一根焊条接近收尾时,焊条端部燃烧点穿过坡口间隙后再将其回带至坡口一侧,稍做短弧下压填满熔坑后,向后稍加回带使其拔走。
6)焊条更换接头时,从坡口前10mm处引弧后,抬高电弧对接头点进行预热,然后将焊条燃烧端点迅速推过坡口间隙,并根据此处坡口间隙的大小选择落弧的位置。如果坡口间隙稍大,落弧位置可选在坡口的下侧。坡口间隙较小时,落弧位置可选在坡口的上侧。
2.连弧焊(https://www.xing528.com)
焊接示例:
管道直径为219mm,壁厚为10mm,坡口钝边为0~1mm,两口组对成夹角60°,坡口间隙为3~3.5mm,组对前将坡口内外两侧20mm内油、锈清理干净,坡口内固定业定位焊缝4处,定位焊缝长度为30~40mm,定位焊缝焊接完成后将两侧磨成坡状。选择焊条J426(E4316)、ϕ3.2mm,焊接电流调节范围为90~100A。焊接电源为直流反接,即焊枪接正极,工件接负极。这样电弧燃烧稳定,气孔发生倾向减少。如果选用直流正接,熔滴过渡飞溅增加,气孔发生倾向增加。
电弧引燃先穿过焊缝间隙,并贴向坡口底侧边部形成熔池,然后将电弧带向上坡钝边处边缘,稍做稳弧并迅速下带同底点熔池相熔合,使熔滴过渡下坡口多于上坡口,熔池与坡口边部上下熔合点呈0.5~1mm的咬合深度。
电弧在上、下坡口稳弧时,上坡口稍做稳弧形成熔池后贴向续弧熔池,迅速做下带动作于下坡口钝边处,然后再将电弧沿来路以短弧前提。前提时尽量不使熔滴过渡熔池。电弧行至上坡口后,再按同样方法做向下的带弧动作。电弧从上向下的吹扫方向,应以1/3吹过坡口间隙,不形成过流熔池,其作用为熔池形成前对坡口边部进行熔池熔化前的吹扫与保护,使2/3电弧顺利形成金属过渡。
(1)电弧长度的控制与粘弧现象的避免 J426焊条为碱性低氢型,熔滴过渡的电弧长度为短弧,即弧长不超过焊条的直径,如焊条直径为3.2mm,弧长宜为2~3mm。电弧长度进入熔池时控制不准确,电弧过长对熔池失于保护,易卷入空气形成气孔;电弧过短因碱性焊条黏度与磁性相吸的影响,必然发生频繁的粘弧现象。
粘弧现象的发生主要是因为操作者对焊条的控制能力较差,在运条摆动时,因焊条角度的不断变化,使焊条未燃端在进入熔池时发生颤动,形成金属芯与熔池瞬间相连。避免方法除保持一定的电弧长度之外,也应避免焊条金属芯与熔池直触相粘连。如焊条引弧时,焊条不能正触接头点,应尽量在缩小焊条的角度时划动焊条端头使电弧引燃。在焊接时,如发生电弧的磁偏吹,药皮贴向熔池一侧脱皮较快,金属芯贴向熔池较近,使焊条金属芯易产生与熔池相粘。焊接时,应不断转动焊条的吹扫方向,并尽量避免金属芯贴浮在熔池之上。
当粘弧现象发生以后,如果粘连点较轻,可在熔池对粘连点熔化时延长稳弧的时间,形成对其粘连点的熔化。如果粘连点焊芯留量过大,应停止焊接,并采用砂轮进行打磨后,再重新引弧。
(2)电弧对上下坡口钝边处稳弧时间的掌握 电弧在上坡口钝边处稍做稳弧后,如果熔池难以形成外扩状,熔池与坡口钝边处熔合点没有咬合痕迹,此种状态为焊接电流过小,应适当提高焊接电流。如果电弧在坡口边部稍做稳弧,熔池外扩状过大,熔池与坡口钝边处熔合点,咬合痕迹过大,熔池过流堆敷成形过厚,此种状态为焊接电流过大,应适当减小焊接电流。
电弧在上、下坡口钝边处稳弧的时间的确定,应以电弧推过坡口间隙稍做稳弧停留后,金属熔滴迅速过流焊缝,形成平于或稍凸于管道内径平面的饱满成形为依据。焊槽外侧成形,应以熔池外扩后,熔池与坡口边部平滑相连为依据。如果在稳弧时,溶池外扩,熔池与坡口两侧边部成沟状熔合点或熔合线,应适当延长稳弧的时间,使熔池熔化强度增加,熔池厚度增加,同时加快坡口上、下带弧的速度,使上、下坡口边部沟状熔合点与熔合线消失。
电弧在上坡口钝边处稳弧,如果熔滴迅速形成过流和外扩,应迅速带弧于下坡口钝边处。当电弧将熔滴推过焊缝间隙后,电弧对熔池与坡口边部熔合点适当回推,使底侧钝边处熔池适当凸于上侧熔池厚度。同时,控制熔渣在电弧稳弧点的流量,使熔渣与电弧之间能有一节清晰金属液的裸露线,以便观察熔池的变化,如图1-11所示。
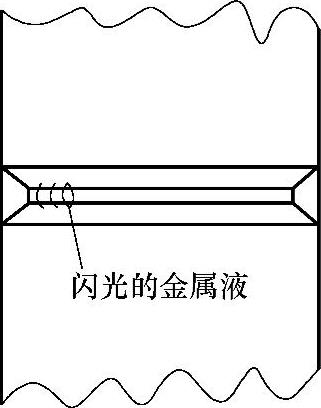
图1-11 熔池变化的观察
3.收弧与引弧
(1)收弧 一根焊条收尾时,应将电弧带向坡口一侧,稍做稳弧后向回带弧,再使其熄灭。
(2)引弧 电弧应从熔池前10mm处的上坡口一侧引燃电弧,压低带向接头点后先扫过坡口间隙,使熄弧熔池前端熔孔形成外扩,然后将焊条燃烧端点贴向上坡口边部2mm处吹过焊缝。再用2mm长度的电弧进入坡口根部的距离,贴向接头熔池,先上后下进行正常焊接。
打底层焊接完成后,除净焊渣,对过深的焊渣点和沟状成形点要用砂轮打磨。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。