



对零件的表面加工余量进行切削或者磨削,除去余量,达成尺寸精度、几何公差、表面粗糙度等要求的过程中,切削或者磨削工具直接接触被加工材料的表面,施加切削力量把多余的材料切断的同时,由于挤压和摩擦发热,材料表面发生应力和变形及热影响,形成加工变质层,不仅发生弹性变形,还产生一部分塑性变形,在材料中留下残余应力。
残余应力的大小和方向,根据使用工具和切削条件等的不同而不同,一般的残余应力存在于加工变质层之中,从这个意义上来说,残余应力只存在于表层的有限区域。
根据所用的刀具不同,切削时留下的残余应力也不同。铣刀切削的残余应力由切削方向来判定,有压缩应力存在;车刀切削时,多残留拉伸应力。车刀、铣刀和砂轮这些工具加工时,残余应力较大,加工变质层也较深;而抛光、珩磨、电解研磨,残余应力小,变质层也不深。
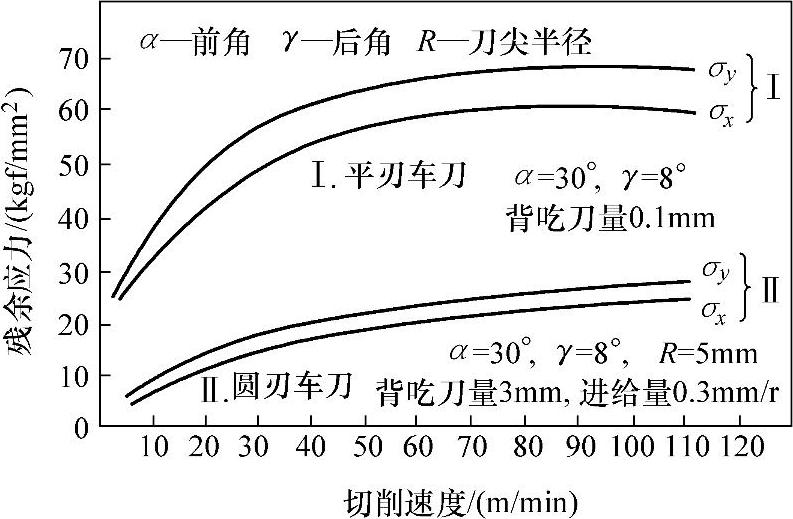
图3.49.1所示为切削速度与残余应力的关系,图中的曲线分别为在使用平刃车刀和圆刃车刀时的曲线。比较的结果是,圆刃车刀残余应力的发生量比较小。用刀具切削工件时,切削速度越大,留下的残余应力也就越大。平刃车刀切削时,在切削速度为80m/min左右残余应力有所增加,速度再增加时,残余应力呈水平曲线状态,不再增加,但在从比较低的切削速度上升到50m/min的阶段,残余应力急剧增加,呈陡峭曲线式上升。圆刃车刀的残余应力在从较低的切削速度上升到50m/min时,残余应力虽然增加较快,但速度再增加时,残余应力的增加就比较缓慢了。
图3.49.2所示为背吃刀量和残余应力的关系。对于平刃车刀来说,背吃刀量在0.2mm附近时残余应力快速增大,但在超过0.2mm以后,背吃刀量再增大,残余应力的增大也缓慢了。而对于圆刃车刀来说,残余应力与背吃刀量无关,一直保持在一个定值。
 (https://www.xing528.com)
(https://www.xing528.com)
图3.49.1 切削速度与残余应力的关系
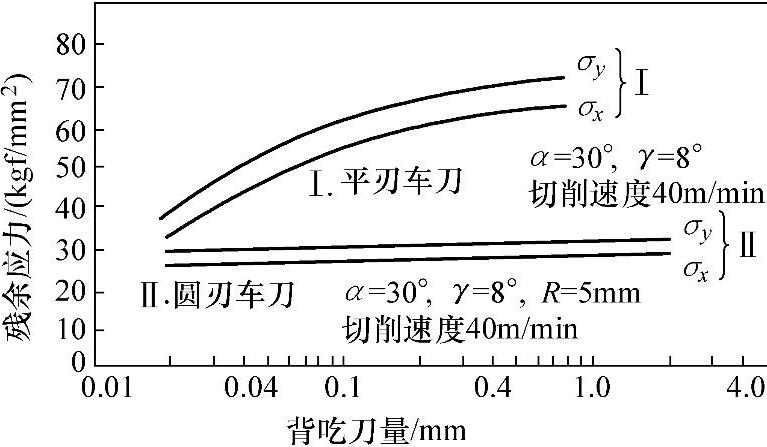
图3.49.2 背吃刀量和残余应力的关系
比较图3.49.1和图3.49.2可以看到,平刃车刀切削时刀口宽接触的尺寸部,即使背吃刀量不大,残余应力仍然会很大。而如果背吃刀量增大时,残余应力就会显著增大;圆刃车刀切削时,背吃刀量对残余应力的影响甚少,切削速度提高以后,残余应力有缓慢的增长。从以上的比较得出结论,欲提高生产效率而降低残余应力,应该使用圆刃车刀,增大背吃刀量,进行高速切削。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。