



【摘要】:图3.40.1 板材厚度不同时的焊接方法a)仅有静应力 b)反复承受应力时焊接构造物在焊接成形时,经常会碰到板厚形状不一的情况,当板厚t差别很大时,如果硬行焊接,一旦受到外力,就非常容易发生应力集中。此时的焊缝周围由于有热影响区存在,即有力学性能劣化区域存在,一旦发生应力集中,那么就很容易在强度薄弱区域产生裂纹,最终导致断裂事故。
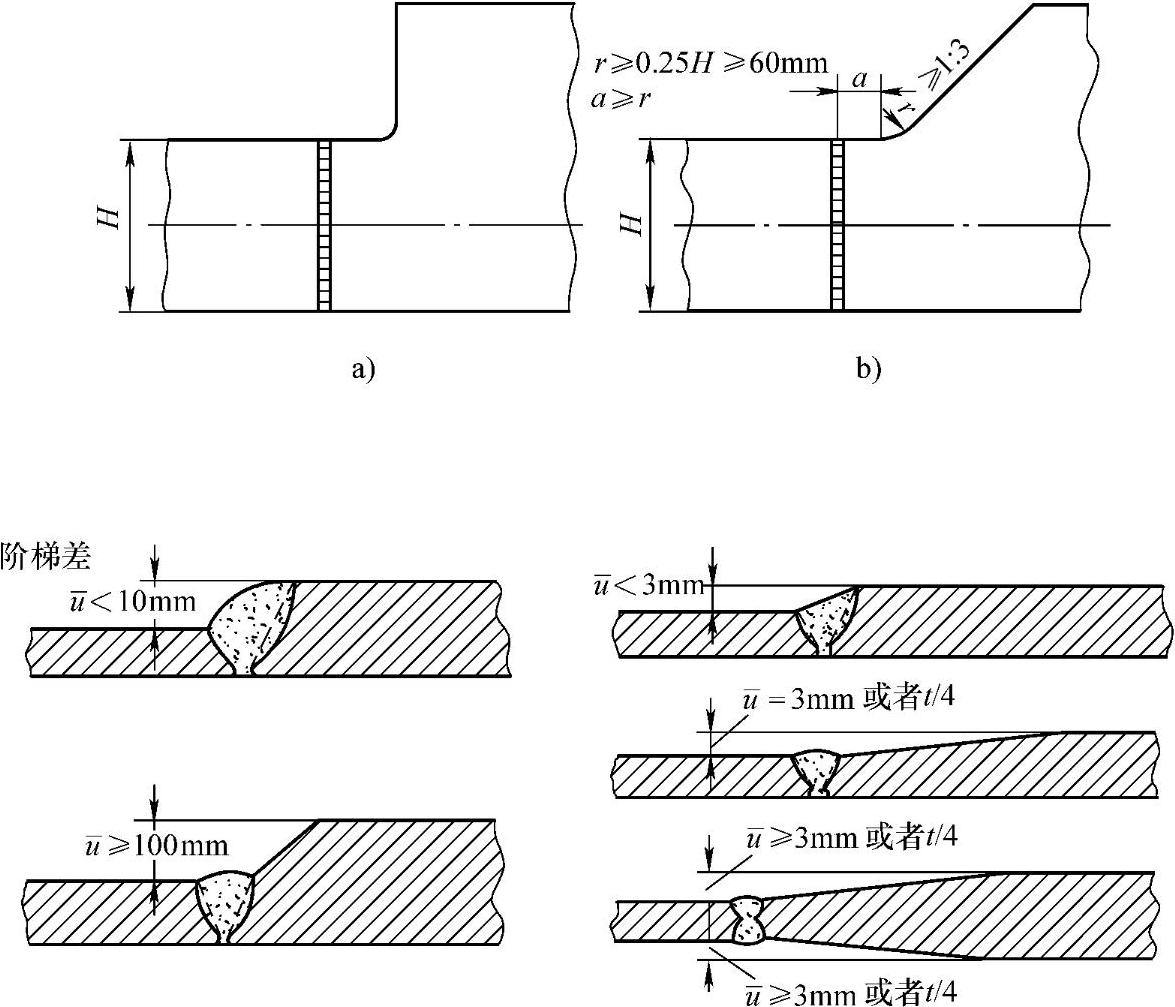
图3.40.1 板材厚度不同时的焊接方法
a)仅有静应力 b)反复承受应力时
焊接构造物在焊接成形时,经常会碰到板厚形状不一的情况,当板厚t差别很大时,如果硬行焊接,一旦受到外力,就非常容易发生应力集中。此时的焊缝周围由于有热影响区存在,即有力学性能劣化区域存在,一旦发生应力集中,那么就很容易在强度薄弱区域产生裂纹,最终导致断裂事故。为了防止发生这样的事故,必须在设计上采用不会形成应力集中的构造,就是说焊口处的板厚不能够有大的尺寸差异,若有则必须加工到板厚一致才能进行焊接施工。(https://www.xing528.com)
要焊接的板材厚度不一样时,焊接时焊口会向板厚一侧倾斜,必须要进行机械加工,使板厚的向板薄的看齐,焊口两边的高度必须一致。因此,在焊接图样上,对这样修正板厚使之焊口对齐的加工要做出明确的指示。
图3.40.1所示为板材厚度不同时的焊接方法。当两个板厚之差小于薄板的板厚时,原则上可以在焊缝旁边直接开设成斜坡形状,但是斜坡的倾斜角度原则上不能超过30°,倾斜角度以尽量小些为好。最合适的方法是向板厚的方向开成倾斜的坡度,在焊缝的两侧板厚高度一致。或者,当薄板的板厚超过60mm时,在厚板的一侧开成同样高度的焊口,不能太高,有一定距离的水平部分(距离至少大于板厚),之后采用平行的台阶开始向上倾斜,过渡处要有一个大概的圆弧,以避免在平行部位和倾斜部位的衔接处出现应力集中。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。