



【摘要】:表3.34.1为焊缝开口的形状与开口间隙和所要焊接的钢板厚度的关系。表3.34.1 焊缝对接连接件与焊口形状当板材厚度为6~16mm时,对焊口的形状要进行机械加工,切成30°~45°的焊接坡口,或者与钢板端部间隙形成开口的组合,焊接时把熔化的金属充满这个焊缝里实现金属的包埋,这个尺寸范围的钢板允许进行单侧面焊接施工。焊缝结合部位的金属材料的抗拉强度,基本上就是这种焊接方式的连接件的强度。
机电产品与零件的钢板连接件,其焊接时焊口对接与开口形状很多。这时,为了保证焊接部位有足够的强度,需要在连接件内部的焊接构造上下功夫。为此,将对接钢板的焊口处必须拉开一个小距离,以便用熔化的金属注入间隙,将两个要焊接的钢板牢固地连成一体。把这个焊接开口间隙叫作焊口或者开口,钢板的端面头部对碰进行焊接时,这个开口的尺寸G由板材的厚度t所决定;当板厚大于一定尺寸时,焊缝开口的形状也就相应地进行变化调整。
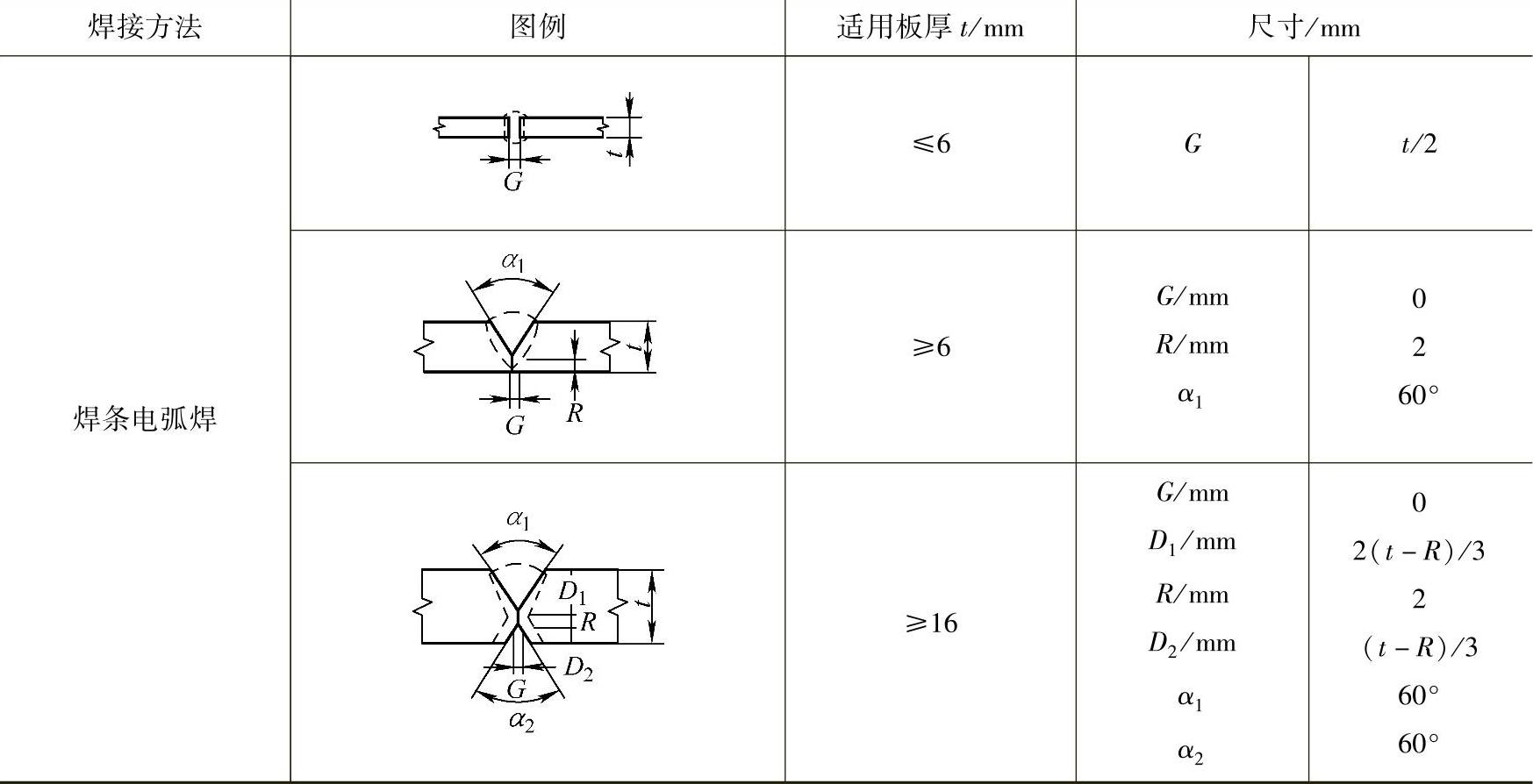
表3.34.1为焊缝开口的形状与开口间隙和所要焊接的钢板厚度的关系。通常当板材厚度在6mm以下时,钢板的端面不用进行开斜坡等形状加工,直接拉开钢板的端部距离形成开口间隙即可;当板材厚度在6mm以上时,作为间隙的开口尺寸最少要达到板材厚度的1/2,焊接时将熔化的金属填满这个间隙开口把钢板焊接成一体,因此,焊缝的金属强度就决定了连接体的强度。
表3.34.1 焊缝对接连接件与焊口形状
 (https://www.xing528.com)
(https://www.xing528.com)
当板材厚度为6~16mm时,对焊口的形状要进行机械加工,切成30°~45°的焊接坡口,或者与钢板端部间隙形成开口的组合,焊接时把熔化的金属充满这个焊缝里实现金属的包埋,这个尺寸范围的钢板允许进行单侧面焊接施工。
当板材厚度为16mm以上时,焊口对接处的两侧应进行机械加工,开成30°~45°的斜坡倒角,这是常用的开口形状。在焊接时,焊口从两侧焊脚熔化填满整个焊缝,因此当板厚超过16mm以上时,焊接就必须在板材对接焊缝开口的两面进行,焊接好主侧面,再焊另一侧面。
焊缝结合部位的金属材料的抗拉强度,基本上就是这种焊接方式的连接件的强度。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。