



用冲压切孔方法对钢板上的圆形和方形孔进行冲孔加工时,其冲孔的最小间隔距离(A)与板材的厚度(t)有关。冲孔加工时的底模(也称下模或凹模)与冲头(也称上模或凸模)刀口的相对运动完成了冲孔切口的切断任务。冲孔的形状取决于冲孔模具刀口的形状。切断的过程是冲压动力强加于切口断面运动的过程,不仅仅完成了冲切孔的工作,同时对于毛坯板材来说,冲压动力也传递载荷到其上面。
此时,毛坯板材受到冲压力的影响也会有若干变形,特别是冲孔位置位于板材的边缘时,孔是冲出来了,板材也发生了很大变形。因此,为了减少冲孔加工时产品的变形,提高冲孔精度,冲孔的位置应偏离毛坯材料边缘一个距离才合适。
上述材料相邻孔之间的间隔距离与冲切力直接有关,而冲切力大小与板材的厚度又直接有关,因此冲孔的间隔距离就直接与板材的厚度有关。实际经验证明,相邻孔之间的间隔距离应大于板厚的2倍为宜。这个间隔距离的设定虽然十分重要,不过2倍以上的原则还有附带的条件,即冲压成形孔直径(d)的大小必须在板厚(t)的10倍以内,当孔径d大于10倍板厚时,孔间距离就需重新调整了。
表3.32.1以冲孔加工时的圆孔或者方孔为例,说明它们应当具有的最小间隔距离。这个距离保证了冲压孔之间不发生变形,也保证了冲压孔至毛坯材料端部之间不发生变形。(https://www.xing528.com)
表3.32.1 冲孔加工时的最小孔距
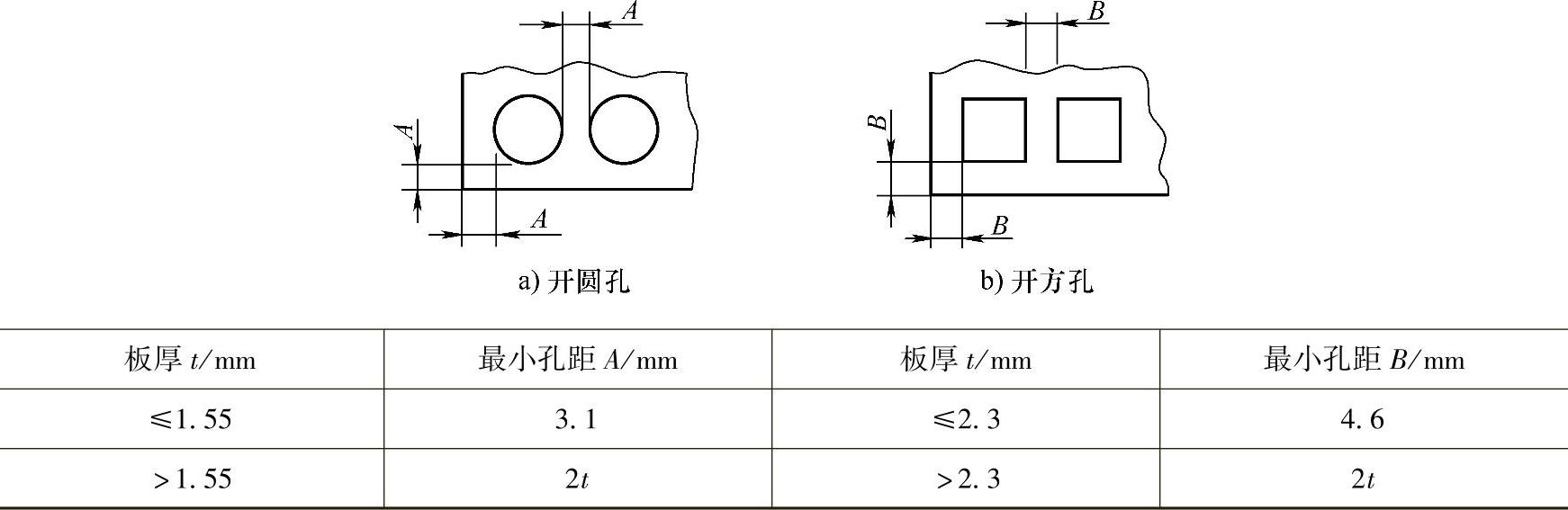
表3.32.2以冲孔加工时的情况为例,说明最小孔径与板料厚度的关系,包括了圆孔与方孔两种情况,圆孔以半径、方孔则以边长尺寸来表示。对于不同的板材厚度来说,可能冲出来的最小孔径是不一样的。材料越厚,当然能够冲出来的孔径就越大,孔越小就越难加工。对于不同的板材硬度来说,允许冲制的最小孔径也是不同的。对于硬钢板,允许冲制的最小圆孔直径d>1.3t,允许冲制的方孔最小边长d>1.0t。而对于软质钢板来说,允许冲制的最小圆孔直径d>1.0t,允许冲制的方孔最小边长d最小应保证在0.7t以上。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。