



组装加工法在机床制造上是经常利用的加工原理。例如,夹头的工件基准面、工作台与工件接触的面等,就是用自己的工具对自己的夹头和工作台进行切削和研削的方法。
图2.24.1所示是莫亚公司在机床加工中采用的方法,进给丝杠所用轴承座的内径孔中装入代替丝杠的刀杆进行另一端轴承座孔的加工。具体来说,首先装入可调节测试棒位置的钢制轴套A和同样有位置调整机能的超硬轴套B,然后将轴套位置调整至和导轨完全平行,进行固定。接着,将测试棒换成镗杆,对轴端的轴承装配面进行加工。这样做,把原来用的丝杠位置完全调直了。
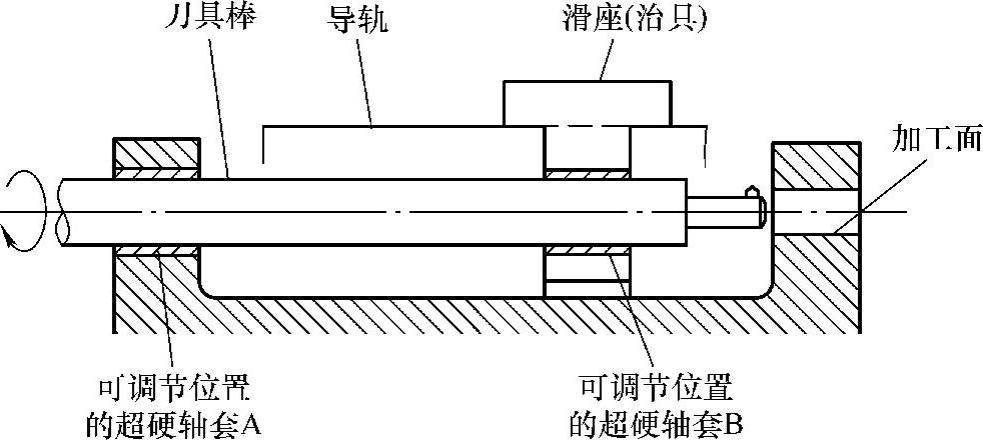
图2.24.1 组装加工法实例(莫亚公司)
安田工业的卧式治具镗铣如图2.24.2所示,工作台的沟和主轴完全成直角,且X轴方向做成完全平行,为此,在机械装配完毕后在主轴上装入铣刀,沟加工公差在4μm的范围内进行自切。这样做,工作台的沟对主轴的直角度和X轴方向上沟的平行度可以完全保证。此时,工作台角度调整精度必须不得小于1″。在组装加工中,也必须了解前加工阶段中各零件必要的最低精度。
【系1】即使是自切零件,也要有最低精度限制。
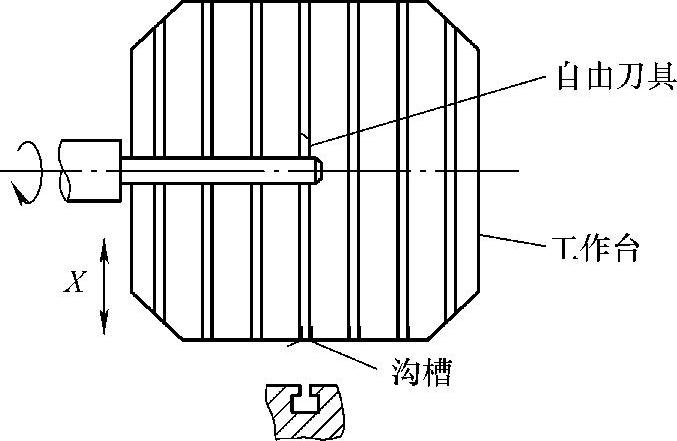
图2.24.2 卧式治具镗铣床的作业台沟槽的自切加工(安田工业)
安田工业的机床托盘采用牙盘联轴器方式(图2.24.3a),加工中采用了组装加工的原理。虽然牙盘联轴器的装配面已用车床加工过,但还达不到精度,因此如图2.24.3b所示与平台进行研合。进行刮研以做成完全平面,此时将牙盘联轴器做没有偏差的固定,与刮研面啮合的牙盘联轴器同时和指示器的牙盘联轴器啮合,在得到正确位置以后,原封不动在托盘上拧上螺栓(图2.24.4)。使牙盘联轴器的啮合节距面和托盘的上面A平行,且必须加工成与任何托盘相配也有同样的高度。这里在指示器的上面和上托盘啮合,在图2.24.4所示的状态下对托盘上面A的平行和厚度进行铲刮高精度加工。托盘和牙盘联轴器组合起来进行加工,是组装加工法的一种。(https://www.xing528.com)
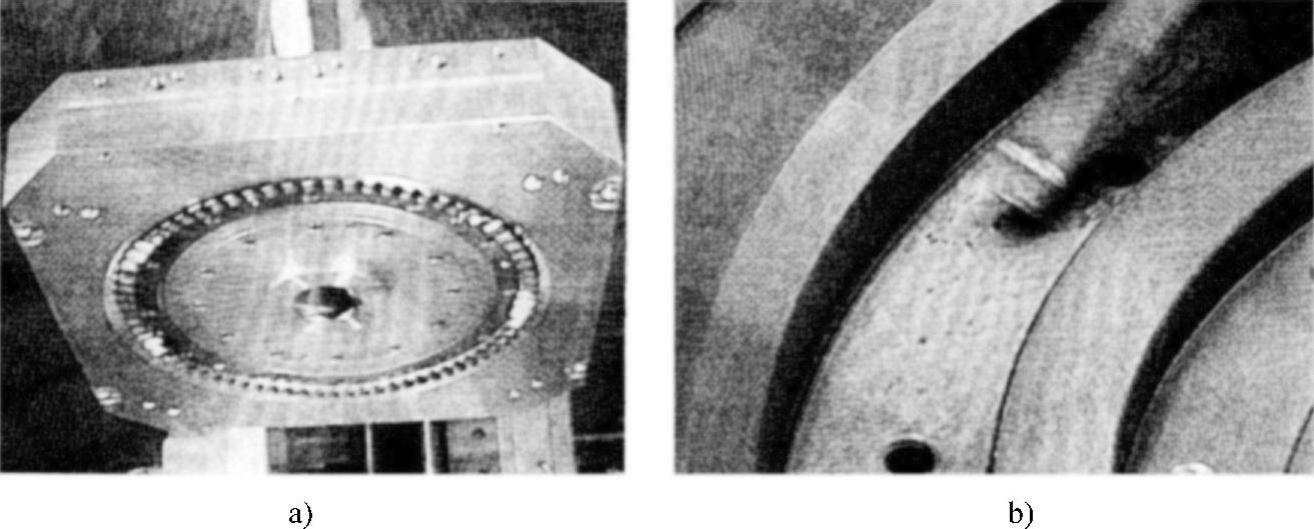
图2.24.3 托盘车拨片耦合面与装配面的刮刀加工
三菱电机的摄像机磁头在图2.24.5所示状态下组装加工,摄像机磁头组装后的状态可实现高精度旋转运动。
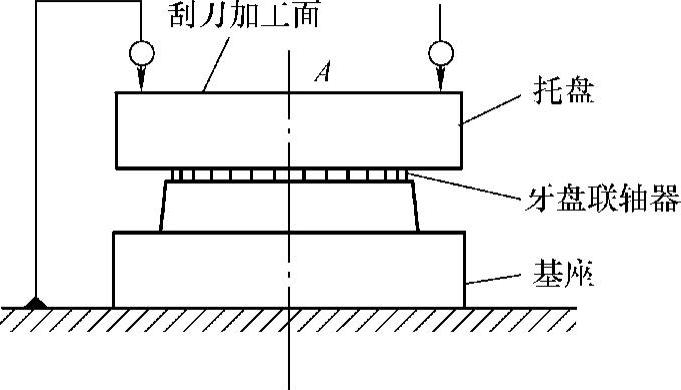
图2.24.4 托盘上面的组装加工(安田工业)
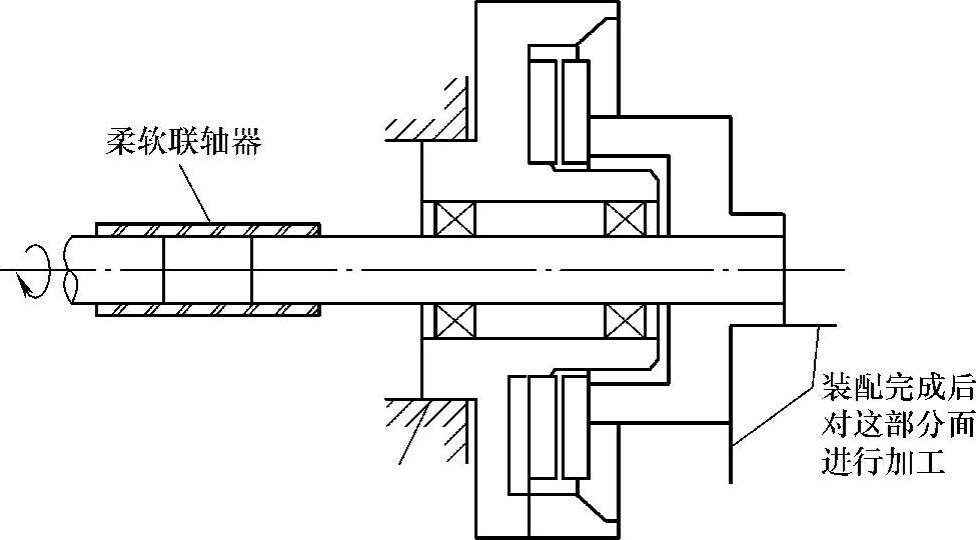
图2.24.5 摄像机磁头的组装加工实例(三菱电机生产技术研究所)
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。