



【摘要】:图2.23.2 希尔的球壳压扩张理论因此,从加工变质层这一点来说脆性材料比延性材料有利。但是,为了减小加工变质层,仍需把加工单位弄小。在产生塑性变形的加工法的情况下,必须理解到加工变质层的深度达加工单位的2~10倍。在通常的磨削加工时的加工变质层为1μm左右。在有必要将前加工的加工变质层除去时,还有将化学的加工和机械的加工复合的方法,如机械化学抛光、机械化学磨光等有效方法。
加工变质层也是前压误差的一种。材料不同加工变质层发生的深度也不同,谷口纪男用图2.23.2所示的模型求解塑性变形域的广度。在不存在裂纹时,压痕周围产生塑性变形域,对于压痕半径a的塑性变形区域的截面半径c的比(c/a),作为无限体(假设无限大的物体)中的空孔的截面半径的问题采用希尔(Hill)的弹塑性论来解决,其结果如图2.23.3所示。由此可知,铜和铝的c/a值可达7~9,且塑性变形域增大,Al2O3、Si、TiC等脆性材料的c/a值则较小。
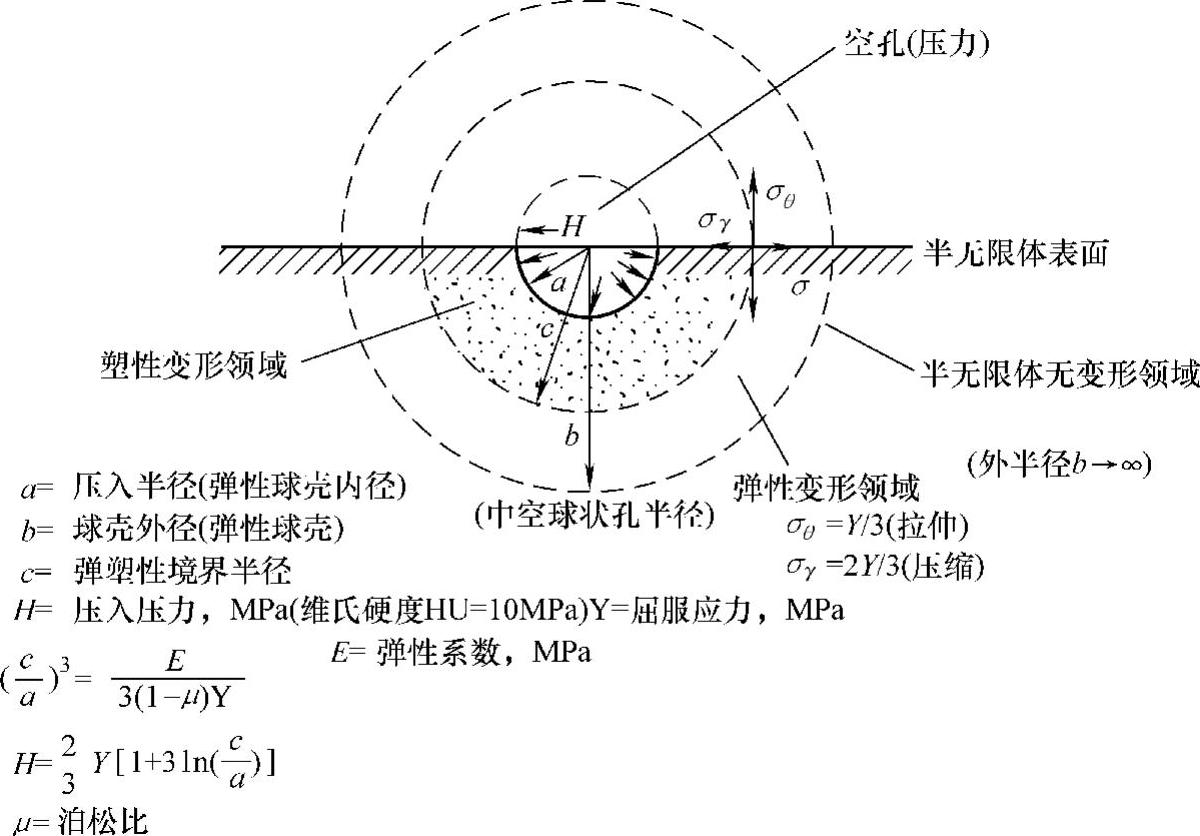
图2.23.2 希尔(Hill)的球壳压扩张理论(谷口纪男)
因此,从加工变质层这一点来说脆性材料比延性材料有利。但是,为了减小加工变质层,仍需把加工单位(这里为a)弄小。在产生塑性变形的加工法的情况下,必须理解到加工变质层的深度达加工单位的2~10倍。
【系4】要注意加工变质层的深度达到加工单位的2~10倍。(https://www.xing528.com)
在通常的磨削加工时的加工变质层为1μm左右。但是,物性发生变化的在表面100~500Å的接近于结晶合金组织的部分存在。这个部分的压缩应力引起这个部分以下的内部产生拉伸残余应力,因此如果除去这个部分,表面80%~90%的物性将会恢复。
在有必要将前加工的加工变质层除去时,还有将化学的加工和机械的加工复合的方法,如机械化学抛光(第2篇第18章)、机械化学磨光等有效方法。
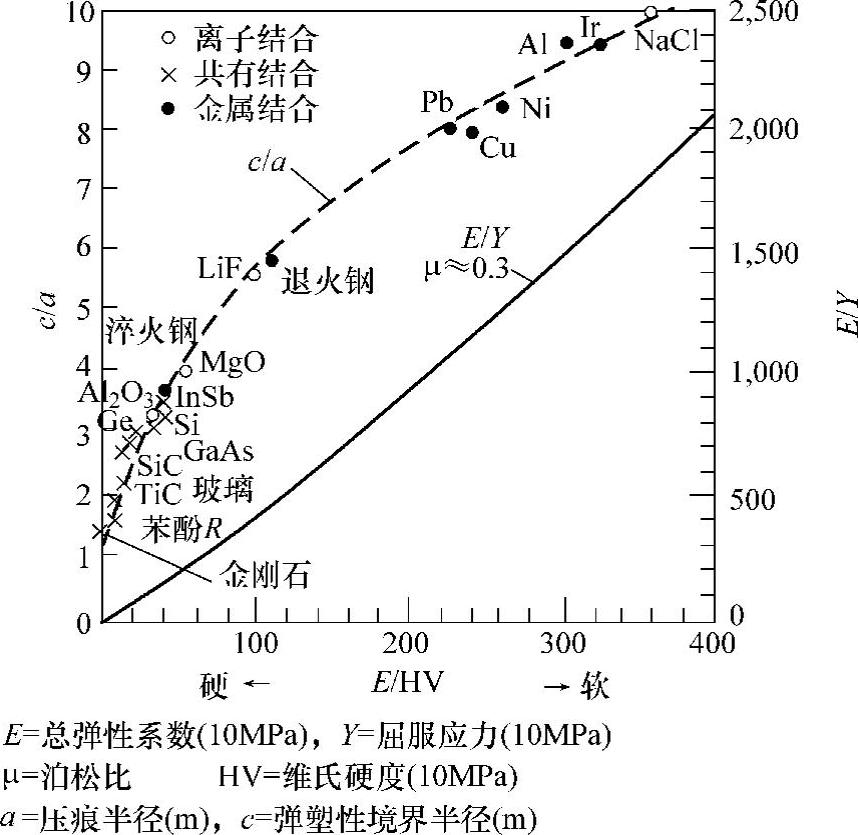
图2.23.3 不同材料的塑性变形域
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。