



【摘要】:在形状精度上与前压误差有关的有局部的伤缺、加工变质层等。为了使形状误差的传导小,以采用相对于机械-工件系统的柔度来说有充分大的加工柔度的加工法为好。亦即,单位背吃刀量所发生的加工抵抗小的加工法,在形状误差的传导控制上较为有利。
在形状精度上与前压误差有关的有局部的伤缺、加工变质层等。在前加工留下的尺寸误差如前所述视为加工余量因而不包含前压误差。在前加工留下的形状误差对最终精度有什么影响,在下面加以讨论。
首先,把前加工中产生的形状误差记作δ0,设定背吃刀量为t,实际的背吃刀量为a,切削余量为y,根据图2.23.1,有

式中,F为反力;c为机械-工件系统的柔度;r为每单位面积的加工抵抗;f为进给量;系数μ由下式定义,其意义容后复述之。

同样

加工一次后的形状误差为δ1,有
δ1=ymax-ymin=μ(amax-amin)(2.23.5)
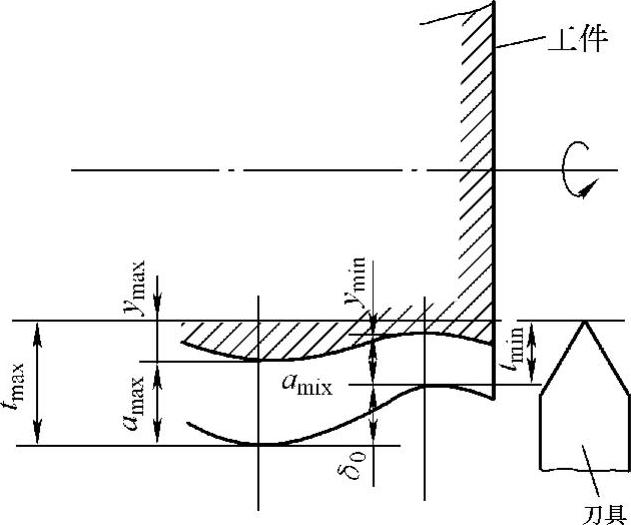
图2.23.1 前压误差传递的分析
另外,如图2.23.1所示有

将式(2.23.5)代入式(2.23.6)有(https://www.xing528.com)
故

对于μ<<1的加工法(例如切削加工)若为n阶段加工,则

因此在少量的加工阶段前加工的形状误差可以消失,即μ小的加工法容易除去复映形状误差。
此外,在μ>>1的加工法(例如磨削加工)中,例如μ=1,则
必须注意,若不经过多次加工,则复映形状误差是不能消失的。从另一个角度来看μ,则1/rf可考虑为在背吃刀量的切削抵抗的倒数时的加工柔度,因此有

由以上可以得到下述系。
【系1】为了使形状误差的传导小,以采用相对于机械-工件系统的柔度来说有充分大的加工柔度的加工法为好。
亦即,单位背吃刀量所发生的加工抵抗小的加工法,在形状误差的传导控制上较为有利。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。