



【摘要】:工件作为导轨,滚压轮以一定的压力对工件进行滚压,不仅工件的表面粗糙度值减小了,而且表面有加工硬化的显著效果,提高了耐磨性。典型的例子如发动机的铝合金气缸内圆筒面,经滚压加工后,表面可达到镜面的表面粗糙度值。图2.18.12中的长轴,以滚压加工代替磨削,达成了预定表面粗糙度目标。
滚压加工也符合前面提到的“配研的原理”,即滚压轮作为工具,与工件互为导轨,加工中起到导轨作用的结构精度提高,机床运动基准的精度也提高,因此加工精度得到提高。
滚压轮作为工具,外圆柱面有很小的表面粗糙度值和很高的几何精度,并且表面有很高的硬度。工件作为导轨,滚压轮以一定的压力对工件进行滚压,不仅工件的表面粗糙度值减小了,而且表面有加工硬化的显著效果,提高了耐磨性。
如图2.18.11所示,滚压加工的原理:滚压加工是一种无切屑加工,在常温下利用金属的塑性变形,使工件表面的微观不平度碾平从而达到改变表层结构、机械特性、形状和尺寸的目的。因此这种方法可同时达到光整加工及强化两种目的,是磨削无法做到的。滚压头是一种压力光整加工,是金属在常温状态的冷塑性特点,利用滚压头对工件表面施加一定的压力,使工件表层金属产生塑性流动,填入到原始残留的低凹波谷中,从而达到减小工件表面粗糙度值的目的。由于被滚压的表层金属产生塑性变形,使表层组织冷硬化和晶粒变细,形成致密的纤维状,并形成残余应力层,硬度和强度提高,从而改善了工件表面的耐磨性、耐蚀性和配合性。滚压加工是一种无切屑的塑性加工方法。
典型的例子如发动机的铝合金气缸内圆筒面,经滚压加工后,表面可达到镜面的表面粗糙度值。
图2.18.12中的长轴,以滚压加工代替磨削,达成了预定表面粗糙度目标。(https://www.xing528.com)
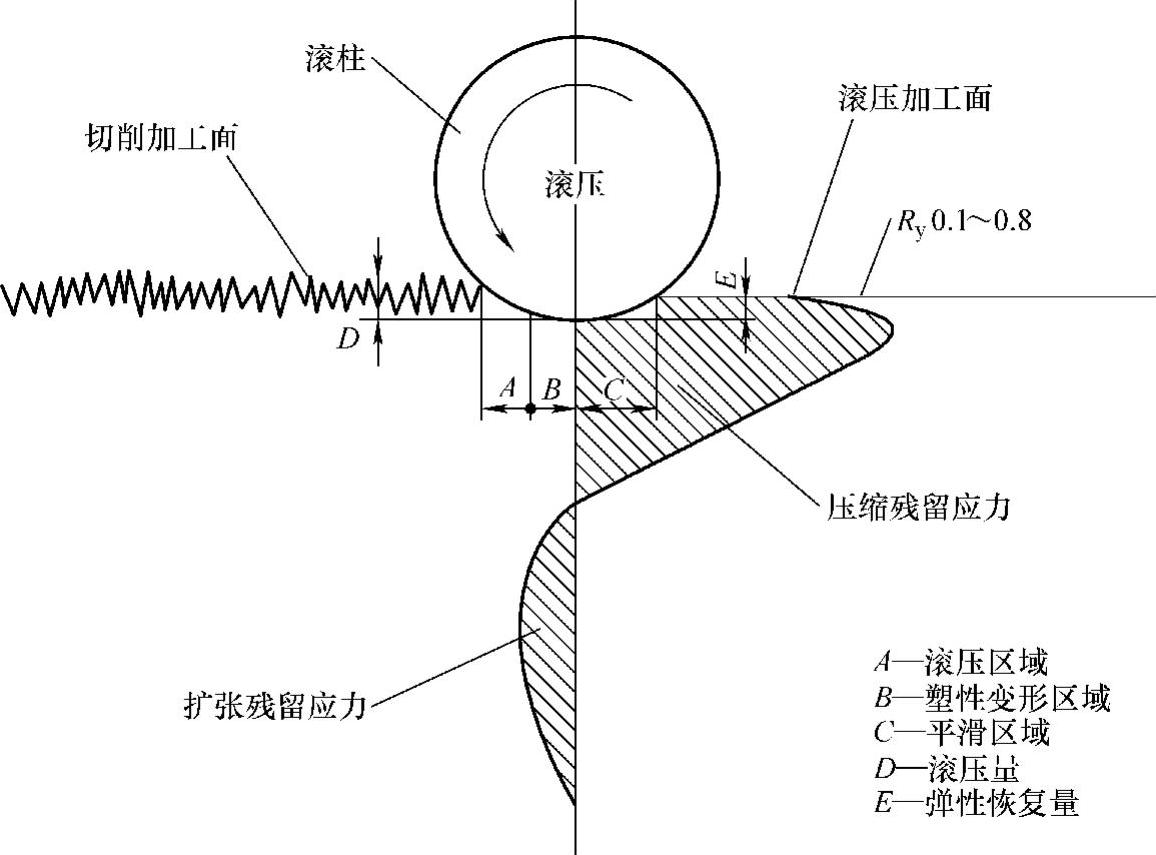
图2.18.11 表面滚压加工示意图
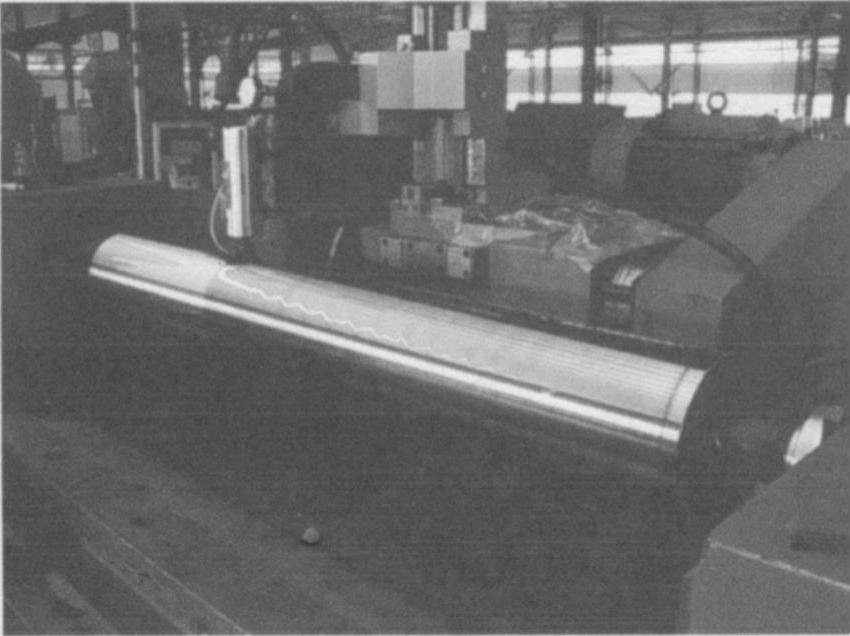
图2.18.12 长轴的表面滚压加工
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。