



抛光加工和超精加工都是固定磨粒加工,而且是选择压力加压法的一种。因此,它们符合进化的原理,是可以实现高精度加工的方法。图2.18.8所示为抛光加工。加工时用弹簧和油压等(图中表示用弹簧)将磨石压在工件上,用转动和往复运动来进行珩磨加工。这样,抛光面如图2.18.8b所示呈交叉网图案。抛光加工可得到形状精度、加工面表面粗糙度均优的加工精度。
图2.18.9所示为超精加工。加工时把磨石用一定的压力压在工件上,施加以振幅为2~4mm的振动伴以进给进行加工。超精加工可以得到加工变质层少而加工面表面粗糙度值小(在0.5μm以下)的加工面。
两者的加工轨迹不同,磨石的运动速度为20~40m/min,因为使用磨石,所以基本上可视两者为同种加工法。两者同属于选择压力加工法,因此符合前述进化的原理,能够用作高精度加工。
即使是这些加工法用来作高精度加工时,也必须考虑和前述系2一样的条件。即尽量把最初的磨石形状正确地整形,尽量把磨粒弄细,并采用低压力、小加工单位。结合度根据各自的加工法而异,抛光加工硬,而超精加工软,加工面表面粗糙度值才小。必须注意相反的这些条件使生产性恶化的情况。适当地考虑权衡加工精度和生产性以设定条件是关键。
作为这些加工法有加工轨迹的图形问题。抛光加工时交叉角α(参照图2.18.8b)的范围以30°~60°为好,而超精加工的切削方向θ(参照图2.18.9)的范围以40°~60°为好。这些是出于对前述系1的加工运动的随机性关系的考虑。即要对所有方向进行均匀统一的加工,使用上述角度范围为好。此处,抛光加工和超精加工有下面的系。
【系3】进行高精度抛光加工和超精加工时,要使用形状精度高而磨粒细的工具(磨石),用低的压力加工为好。(https://www.xing528.com)
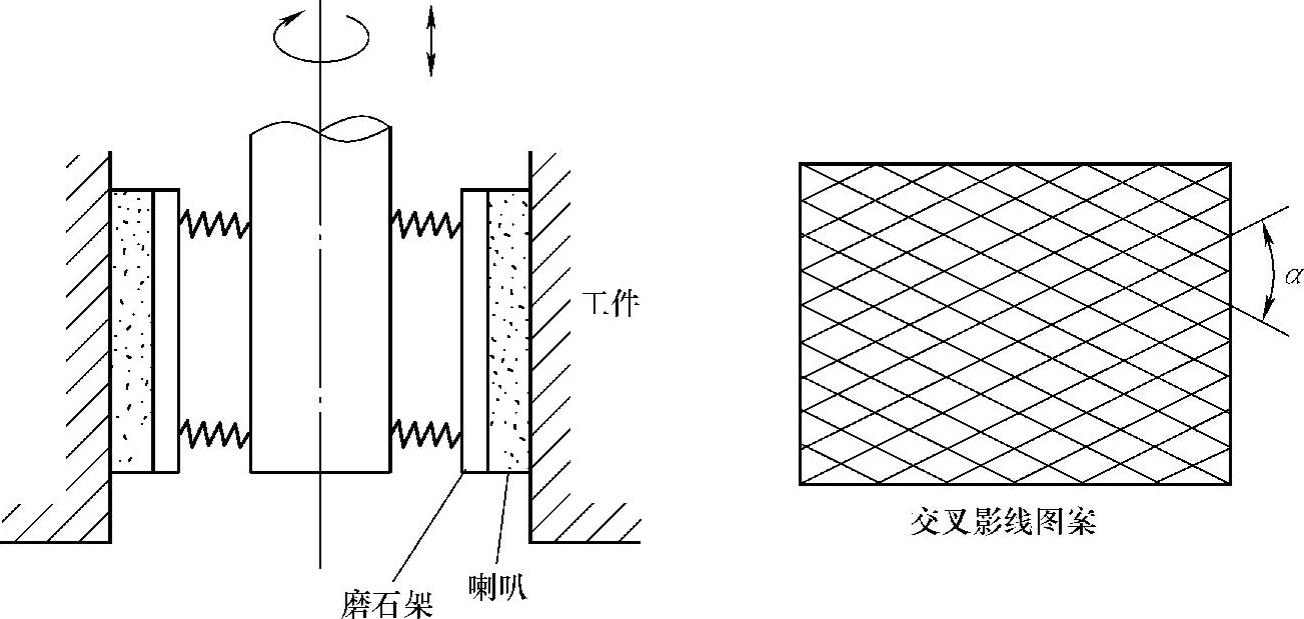
图2.18.8 抛光加工
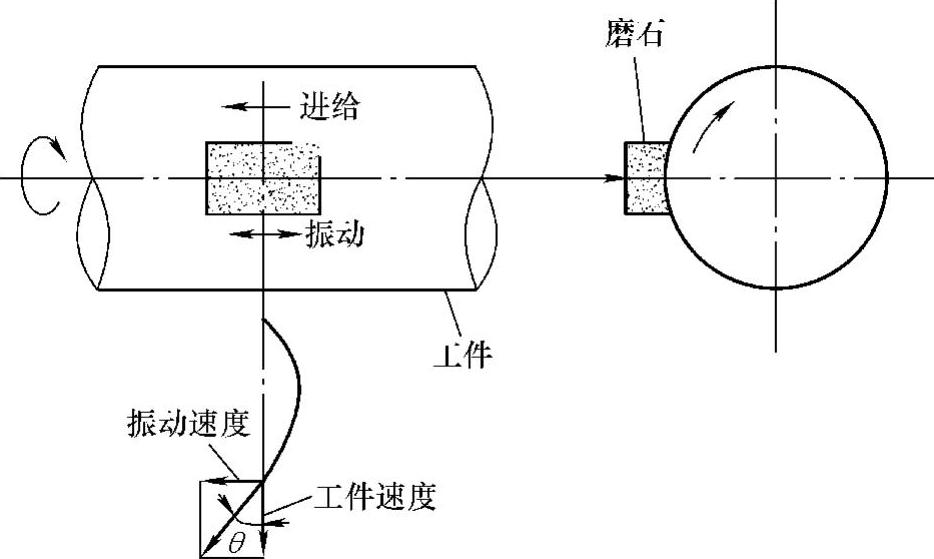
图2.18.9 超精加工
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。