



对于从理论上使用石英元件(电歪元件)的微动机构来说,由于单位所加电压(mV)石英元件的变位量为几十个纳米,则从电压的分解能力来控制变位量可达0.1nm。但是,实际上由于测量能力有限,无法保证这个绝对量。虽然使加工精度向上的必要条件是加工单位要小,但这不是充分的条件。其他许多的参数也是一样,不满足所要的条件则不能进行高精度加工。例如,在正确保持工具和工件间相对的、绝对的位置关系的同时,必须相对地做若干移动。
在机械的位置决定精度的同时,机械的运动精度仅取决于最小加工单位,成为重要因素。无论是直线运动,还是旋转运动,其轨迹超过最小加工单位后一变动,加工就变得完全不稳定了。但是,假定正确地控制其他参数,为了进行高精度加工,小的加工单位是绝对必要的。
但是,小的加工单位究竟能给加工精度带来什么良好的效果?说到这些,就是说因为加工尺寸微细而容易得到绝对的精度。加工尺寸在加工单位以上,只能做阶段性的控制,因此这个加工单位就完全决定了加工精度。
根据古川的研究,背吃刀量小则不受结晶粒的影响,工具的几何变形容易反映出来。加工多结晶材料时,晶粒交界处和晶粒内的弹性系数不同,切削液的回弹恢复量不同而出现阶梯差。这个回弹量随加工单位的增大而增大。大背吃刀量加工时,由于结晶粒界的影响会使切削阻力变大,这样一来,机械、工具、工件系统的变形量就随切削位置而改变了。由于这样的影响,加工面的阶梯差也就出现了。还有,大背吃刀量,会引起沿结晶粒的方向滑动摩擦波纹清晰地出现。
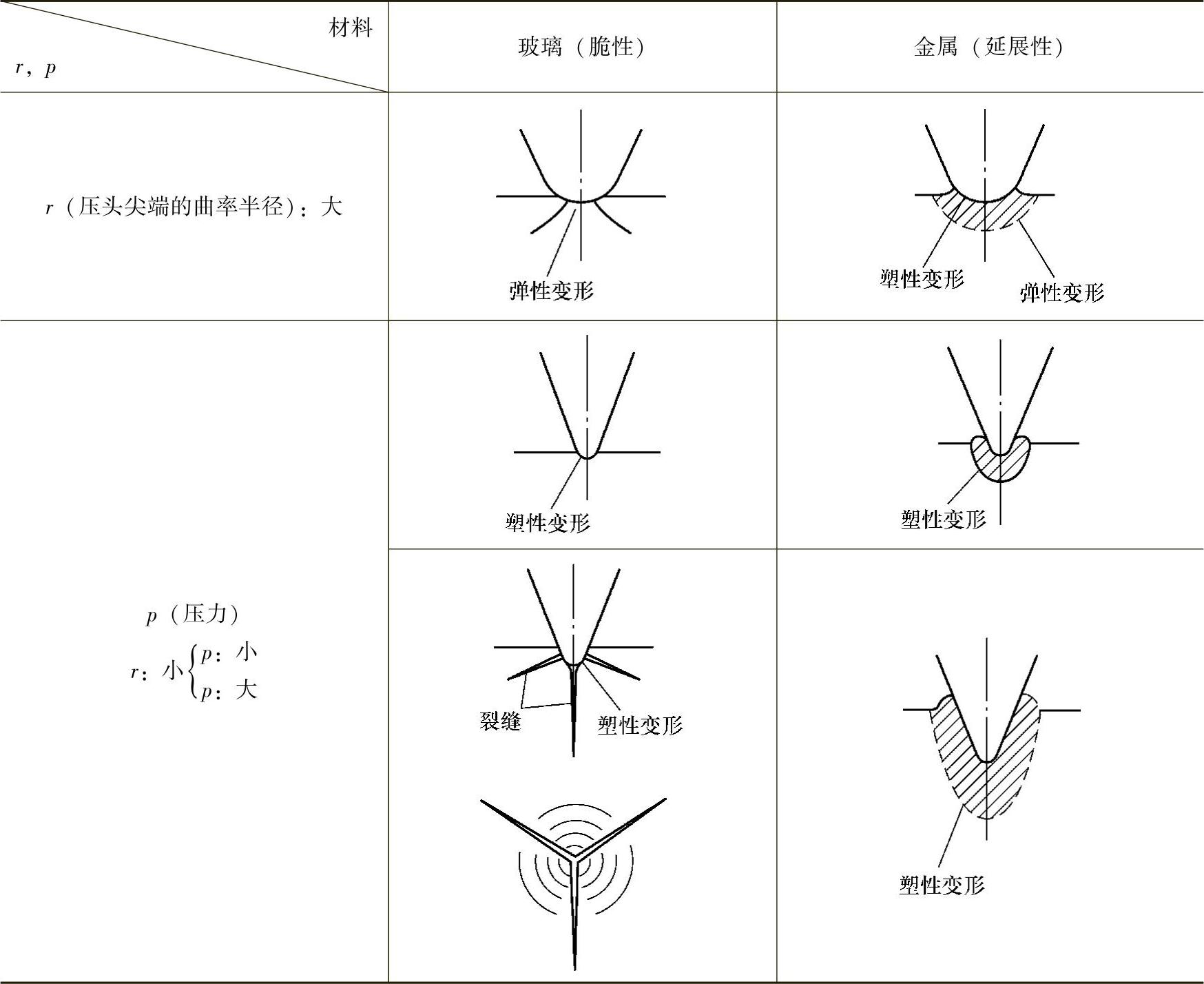
在微细加工时,和加工单位大的加工场合相比,材料的破坏情况也有变化。试研究材料的微观变形和破坏特性,见表2.16.1。压头尖端的半径r大了,会在脆性材料上产生直圆锥台状的裂纹。另外,半径r小(微米级以下),如果压力也小,则脆性材料也和塑性材料一样发生相似的塑性变形且没有裂纹。半径r小而压力大(对应于大背吃刀量),则会发生裂纹,塑性材料常发生塑性变形。(https://www.xing528.com)
表2.16.1 材料的微观变形和破坏特性
由此结果可知,即使像陶瓷那样的脆性材料,在加工单位非常小的加工时,可以得到和塑性材料加工同样的结果,这是可以预料的。即对脆性材料做除去加工(例如切削加工)时,像大加工单位时那样的表面裂纹、龟裂形切削产生的同时是不会出现表面凹凸等,甚至可以得到像延展性材料那样的光滑加工面。
陶瓷加工的例子证明了这一点。通过岩田等人研究发现,在切削氧化锆陶瓷时,由于加工量(进给量)小(例如背吃刀量为2μm,进给量为5~50μm/r),从进给量和刀尖形状求得的理论表面粗糙度值与得到的加工面表面粗糙度(0.05μm)相接近。而且,即使是硬脆性材料也一样得到了和金属切削相接近的连续切削。这时,在切削试验前为了使加工面表面粗糙度达到1μm,在磨削加工前进行了前加工处理。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。