



即使采用以上方法,但仍可预测到有温度变化时,该怎么办?对付这种可预测的温度变化的手段,就是选用热膨胀系数为零或尽可能小的材料。各种材料的线膨胀系数如图2.9.3所示。
图2.9.3所示为亚利桑那大学测定的各种材料的线膨胀系数的比较结果。Zero-dur(Schott公司)、Cer-Vit(Owens-Illi-nois公司)、Chris tron(HOYA)做的是零膨胀结晶化玻璃(也叫玻璃陶瓷),ULE(Corning公司)做的是SiO2-TiO2系的CVD玻璃,Homosil(Hereaeus-Schott公司)做的是熔融石英,Invar LR-35、Su-per Invar做的是低膨胀合金。由图可见,Zerodur等所称的零膨胀结晶化玻璃材料,这些材料在广泛温度范围是线膨胀系数最低的材料。

图2.9.3 各种材料的线膨胀系数
但是,这些材料的抗弯强度仅为玻璃的2~3倍(130MPa),是脆性材料,在冲击载荷大的情况下不能使用。
图2.9.4所示为采用零膨胀材料玻璃陶瓷的环状激光陀螺仪。激光陀螺仪在三角形块状物里所开的孔中把激光向两个方向回绕。陀螺仪转动,与之相随的一左一右回转的激光间产生了相位差,这叫作扎古拉克(Sagunac)效果,利用这个来检出角速度,用来做各种飞机和火箭的角速度传感器。为提高它的精度,玻璃块状物的热变形要尽量小,故采用了零膨胀的玻璃陶瓷。
利用零膨胀陶瓷的例子还有一个:农田工机的超精密平面磨床(图2.9.5)。这个磨床是利用陶瓷零件的微进给来实现超精密磨削功能。这个磨床有许多与本书所述原理相符的地方,这里仅在热变形措施方面进行叙述。
首先,因为主轴用静压轴承,把这里发生的热用热交换器除去,把油温控制在相对室温±0.1℃(制作后的实测值为±0.03℃)。主轴没有采用零膨胀材料时,在这个温度控制范围不能够进行高精度加工。
同公司在以前开发CNC超精密车床时,主轴润滑油的温度也控制在±0.1℃进行加工时,平面度的干涉波纹如图2.9.6所示有振幅为0.15μm的波纹形成。研究发现,这个波纹的周期和油泵装置出口的油温±0.1℃的周期完全一致,即温度变化为±0.1℃的位置正好出现波纹。当把油温控制范围提高到±0.02℃时,波纹消失,达成了0.3μm的平面。

图2.9.4 采用零膨胀材料玻璃陶瓷的环状激光陀螺仪(https://www.xing528.com)

图2.9.5 超精密平面磨床的机构
图2.9.6 ±0.1℃主轴润滑油温度控制下的加工面干涉条纹(条纹间隔0.3μm)
因此,这个磨床轴承的润滑油温度控制范围为±0.1℃,根据以前的经验是不充分的。作为代替办法,这个磨床采用零膨胀材料制造,即与Schott公司的Zerodur材料相当的日本电气硝子的“新斯兰N-O”材料。玻璃陶瓷在加工中容易产生裂纹,为缩短磨削加工时间,将“新斯兰N-O”材料在1700℃熔解后在模具中铸造成型。
主轴的构造如图2.9.7所示,当转速为3000r/min运行10min后磨轮轴的热变形稳定在-1μm。用这个磨床来加工VTR(录像机)用磁头材料Mn-Zn铁氧体单结晶的面,使用树脂金刚石磨石研磨,加工面表面粗糙度为0.015μm,平面度为0.08μm。由此,可得出下面的系。
【系4】为了控制热变形使其最小,应使用零膨胀材料。
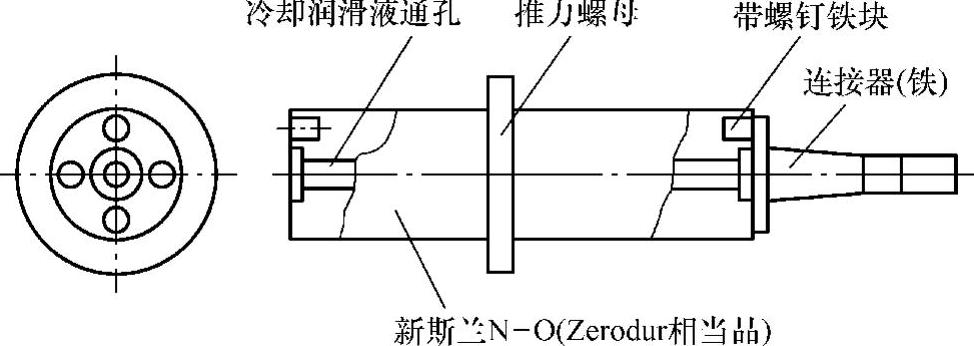
图2.9.7 玻璃陶瓷制轴的形状
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。