



1.概述
TC818张力控制器采用图形液晶显示器,可选择中、英文显示,界面友好易用,可输出0~24V/4A直接驱动磁粉离合器、磁粉制动器,也可以输出0~5V、-5~+5V信号,控制变频器、伺服电动机或其他执行机构,对卷料系统进行高精度的张力控制。可广泛应用于造纸、印刷、包装、纺织印染等行业。
TC818可以设置为全自动张力控制器或卷径张力控制器。当功能选择设置为自动张力控制时,TC818为全自动张力控制器,需安装张力传感器,组成闭环控制系统(见图3-66a)。当功能选择设置为卷径张力控制时,TC818为卷径张力控制器,只需安装接近开关/编码器对料卷半径进行测量,控制器根据卷径进行张力控制(见图3-66b)。
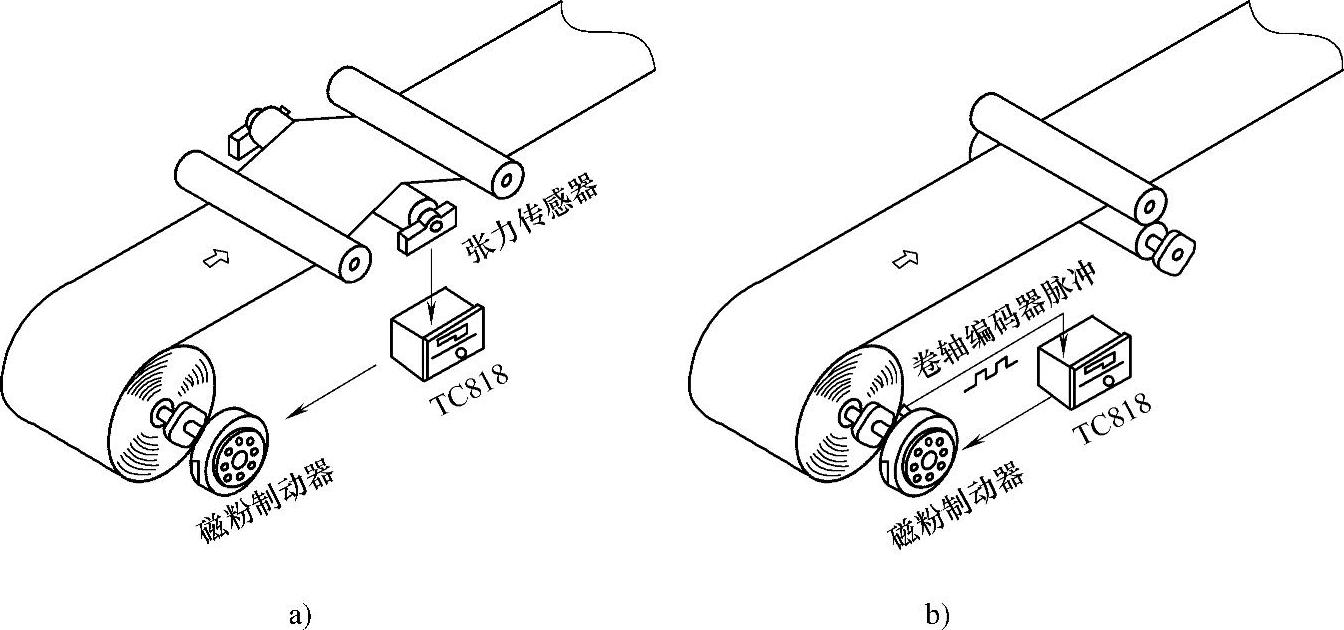
图3-66 典型的张力控制系统
a)全自动张力控制 b)卷径张力控制
图3-67为TC818的操作界面。
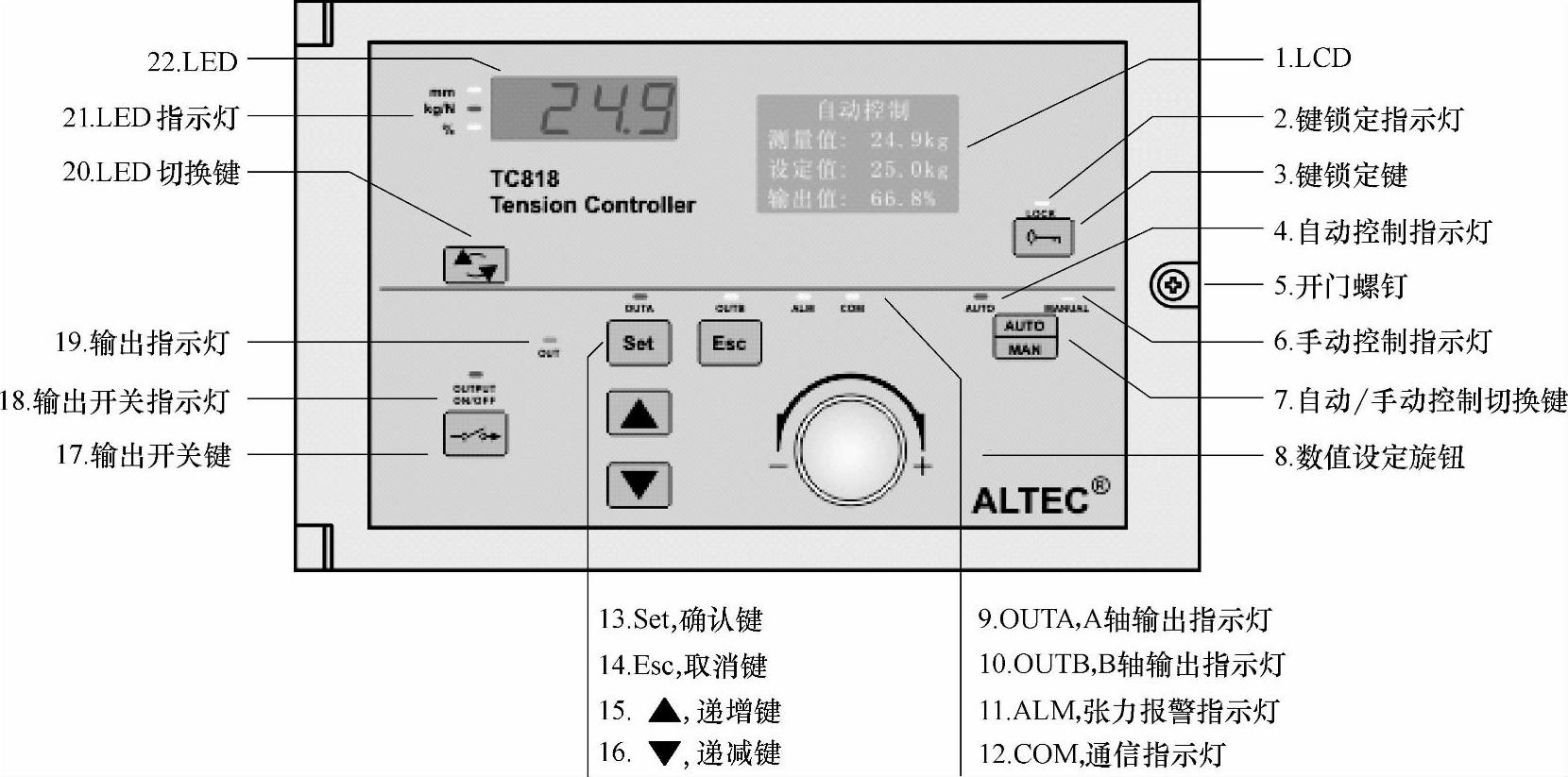
图3-67 TC818的操作界面
2.电气连接
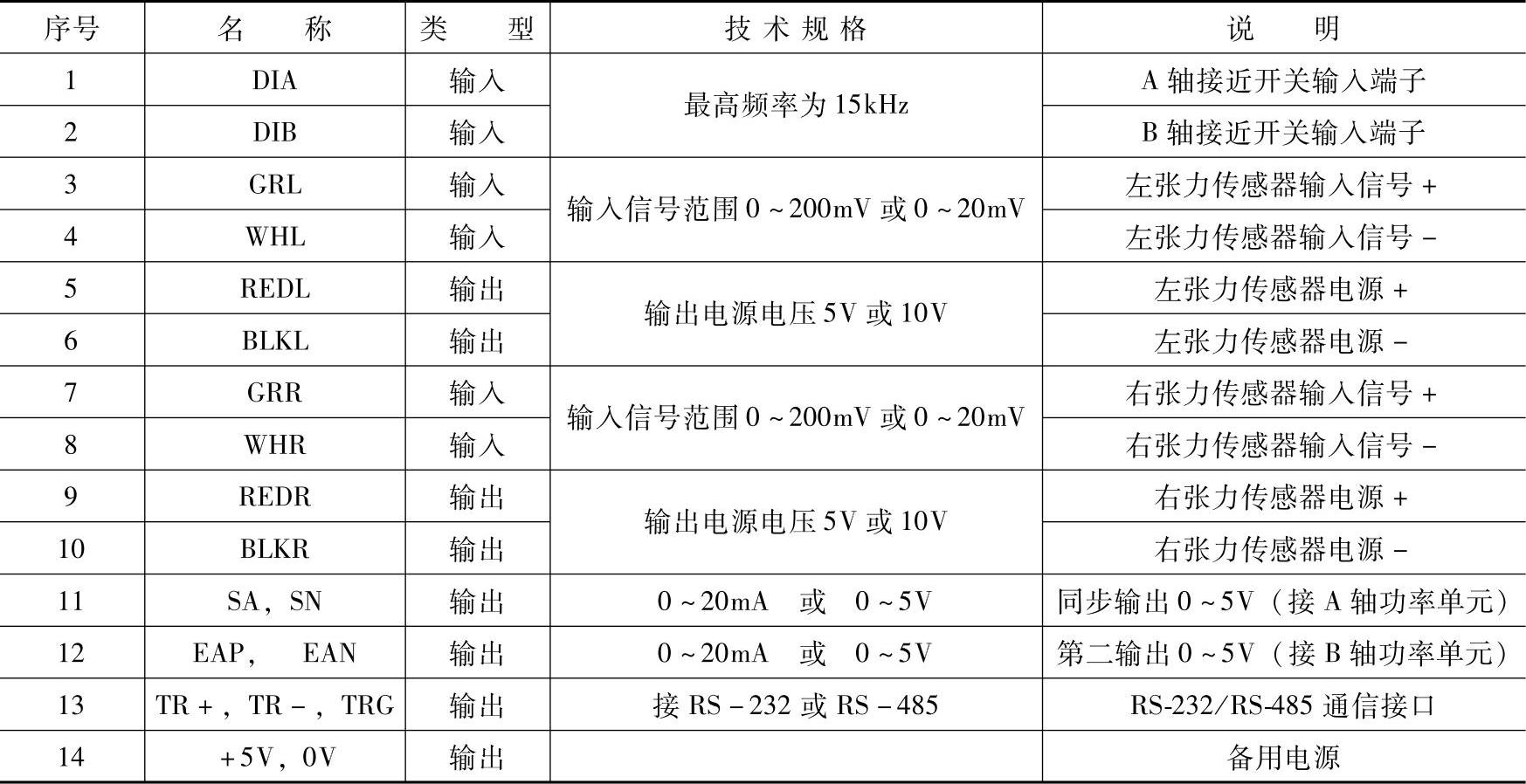
图3-68为TC818的电气连接。
接线端子说明见表3-4和表3-5。
表3-4 接线端子1
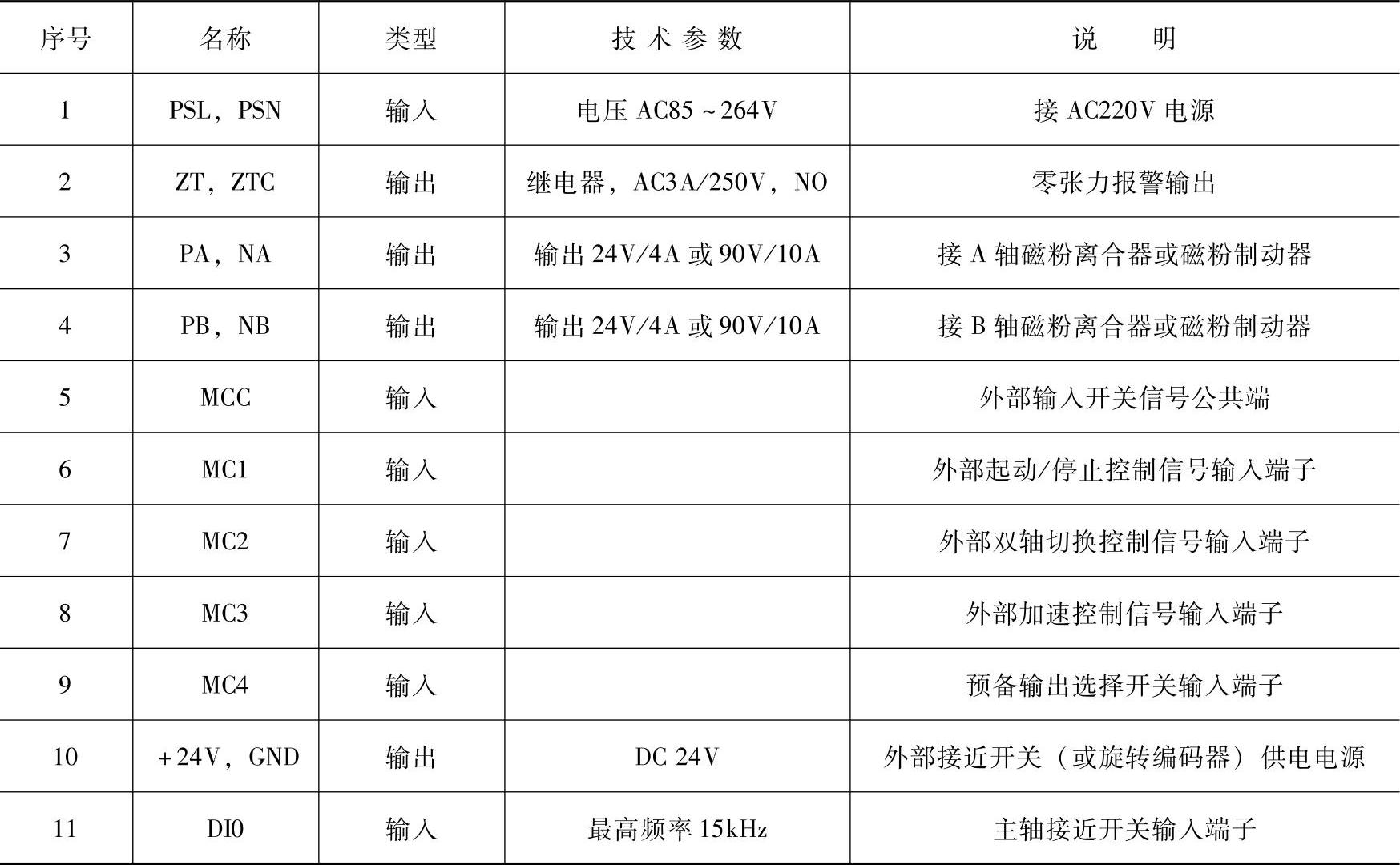
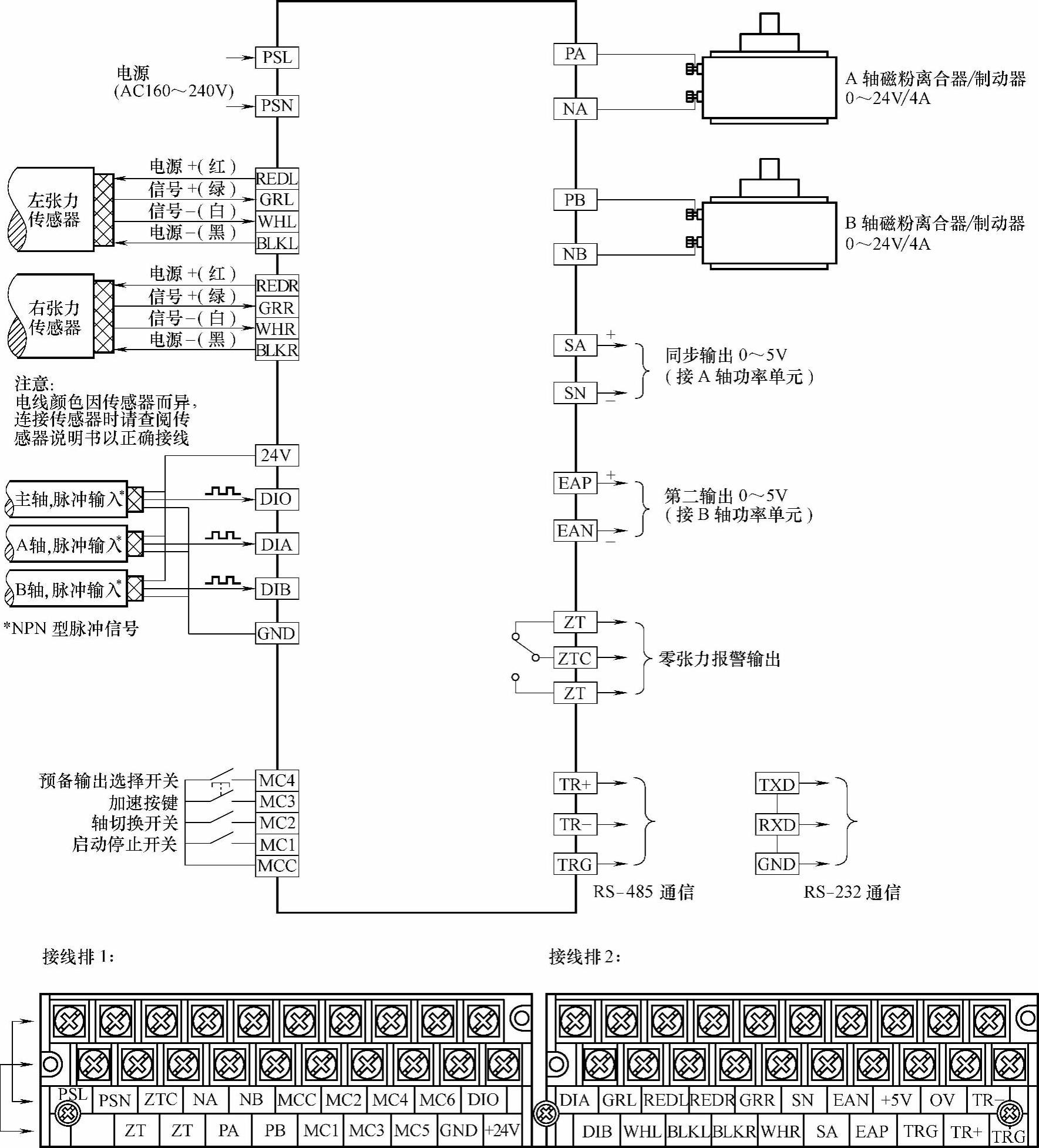
图3-68 TC818的电气连接
表3-5 接线端子2
3.画面、菜单结构与参数说明
图3-69为TC818的菜单结构。
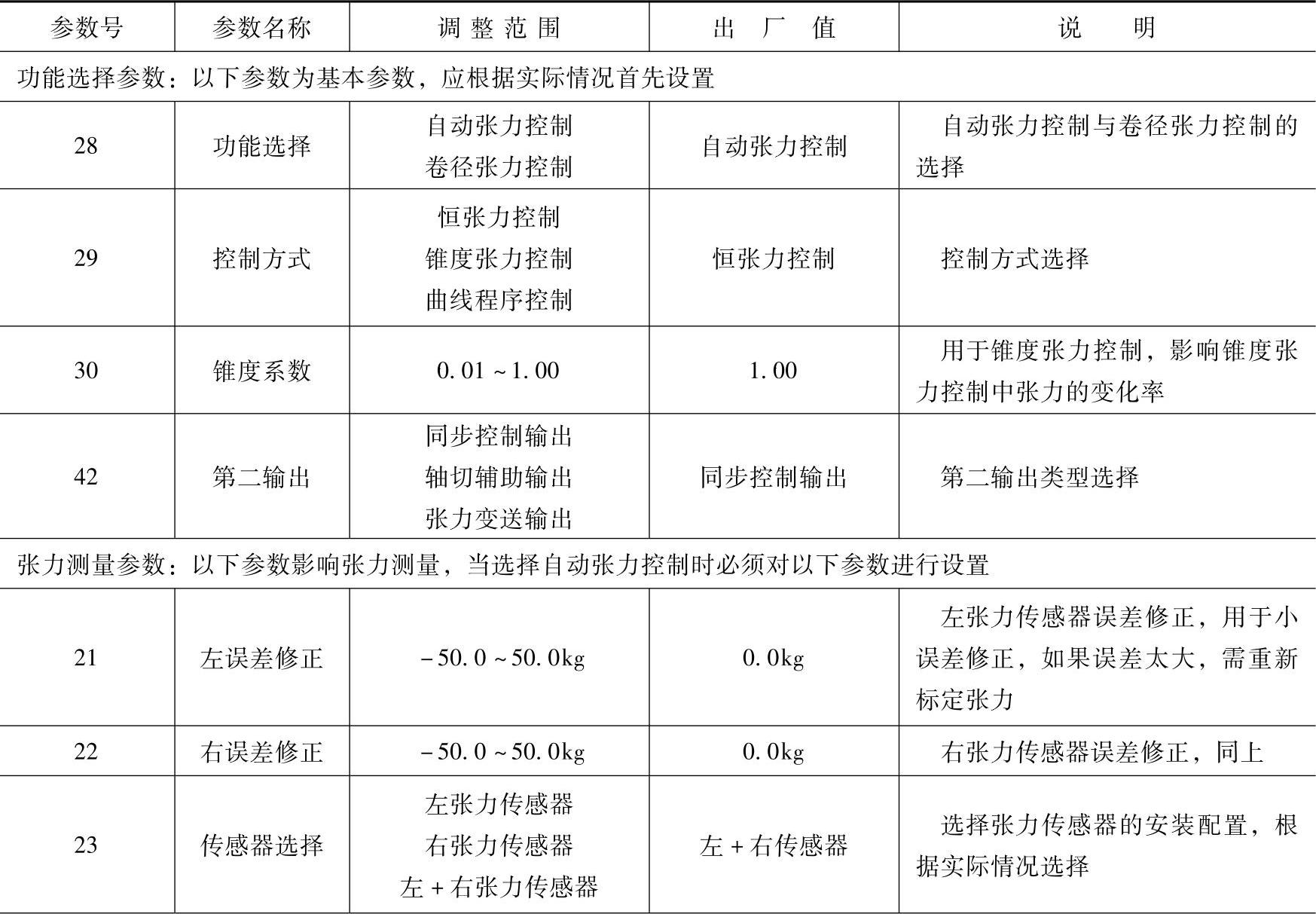
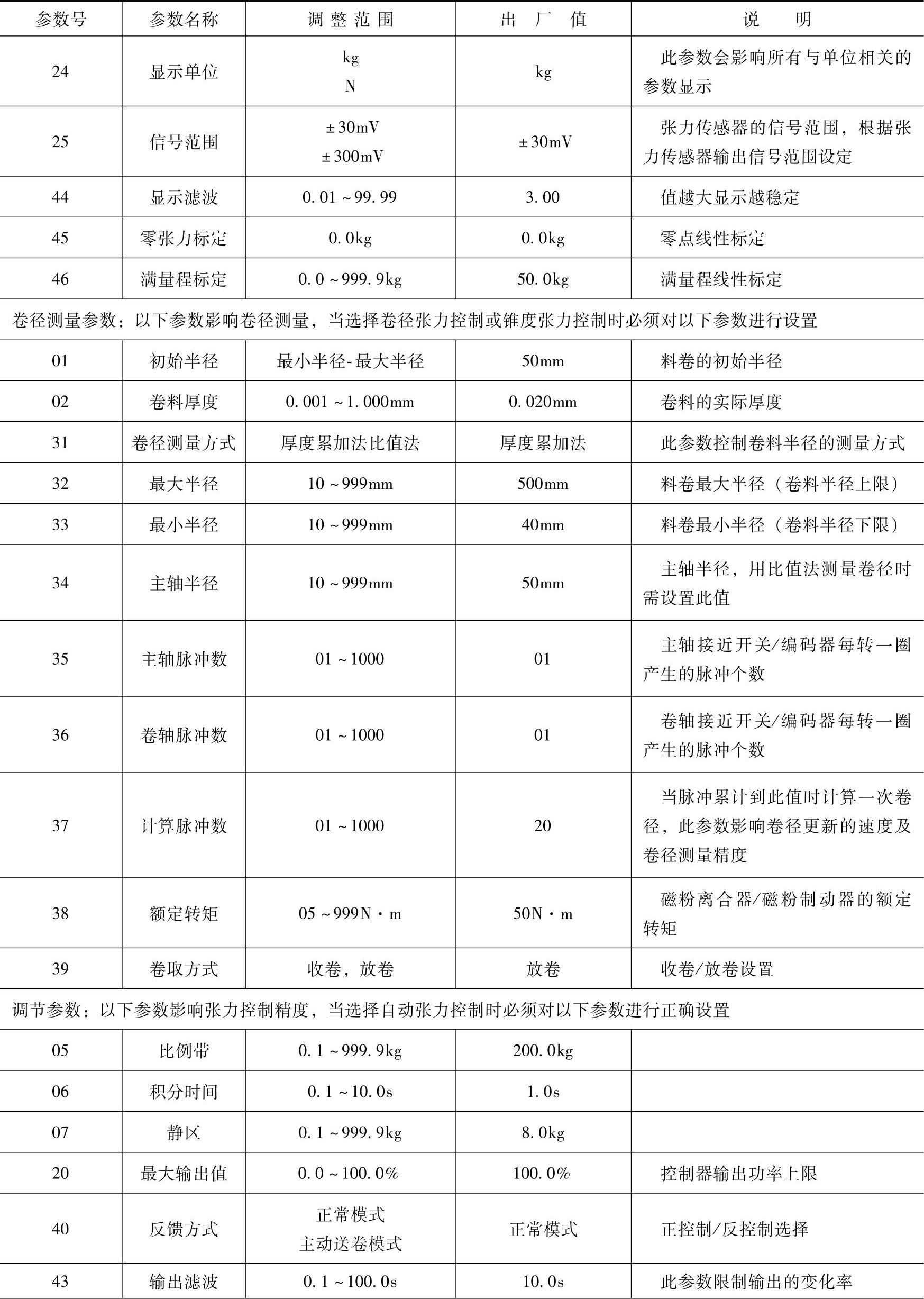
参数说明见表3-6。
表3-6 参数说明
(续)
(续)
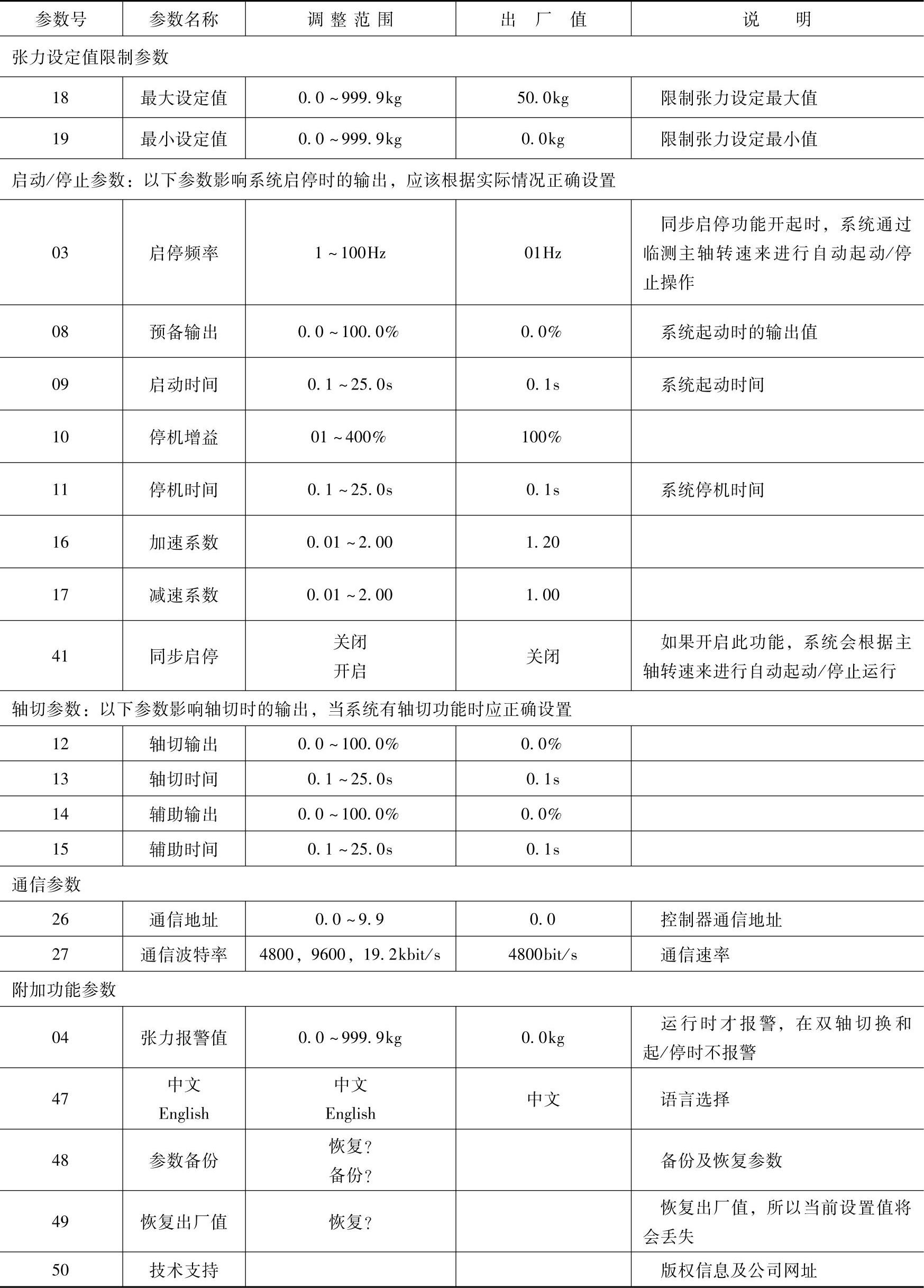
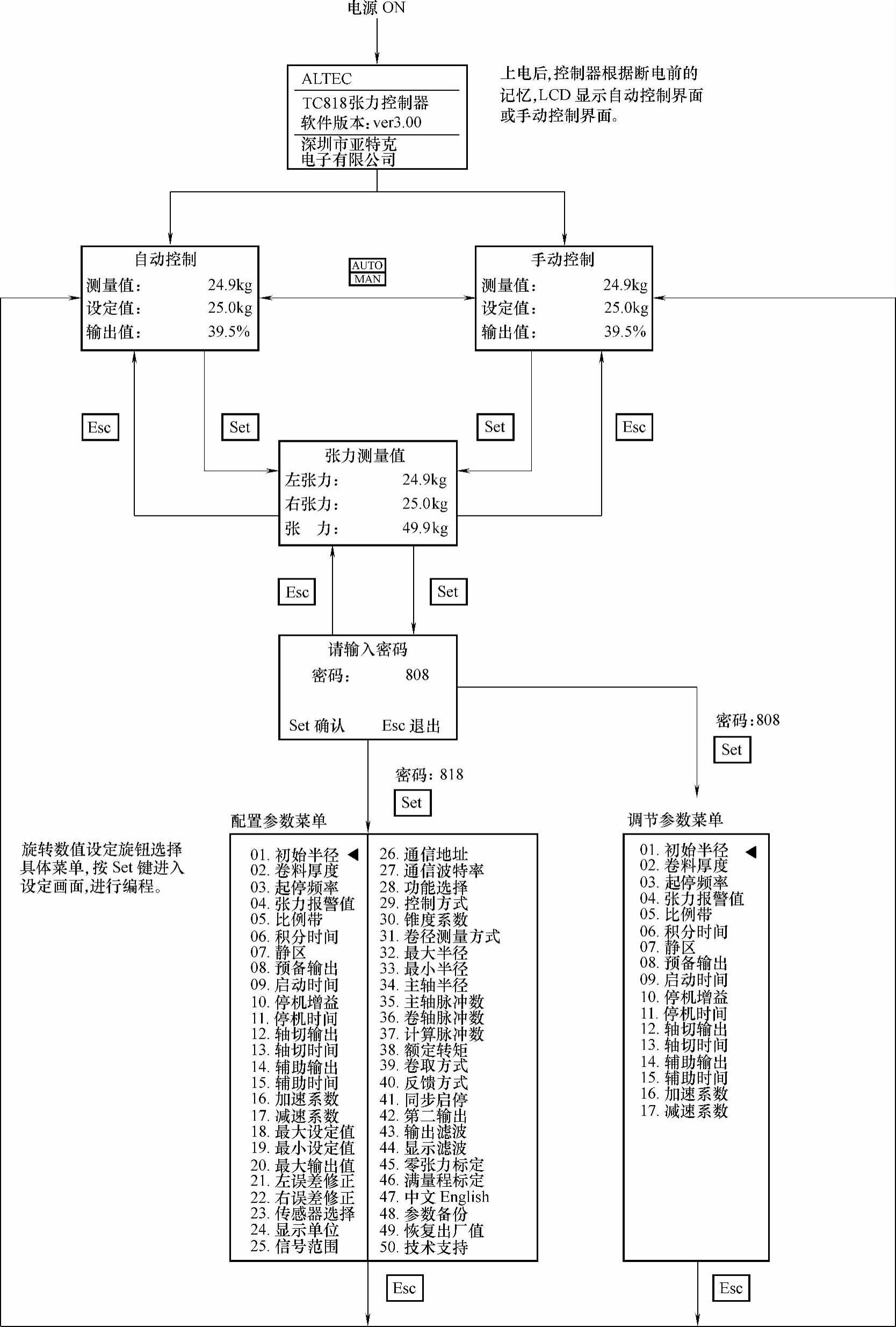
图3-69 TC818的菜单结构
4.张力调试
TC818控制器需要按照以下步骤进行调试:
1)确保张力控制器安装及接线正确后接通电源。
2)确保张力传感器安装及接线正确(见图3-70),检查并判断张力传感器信号是否正常。
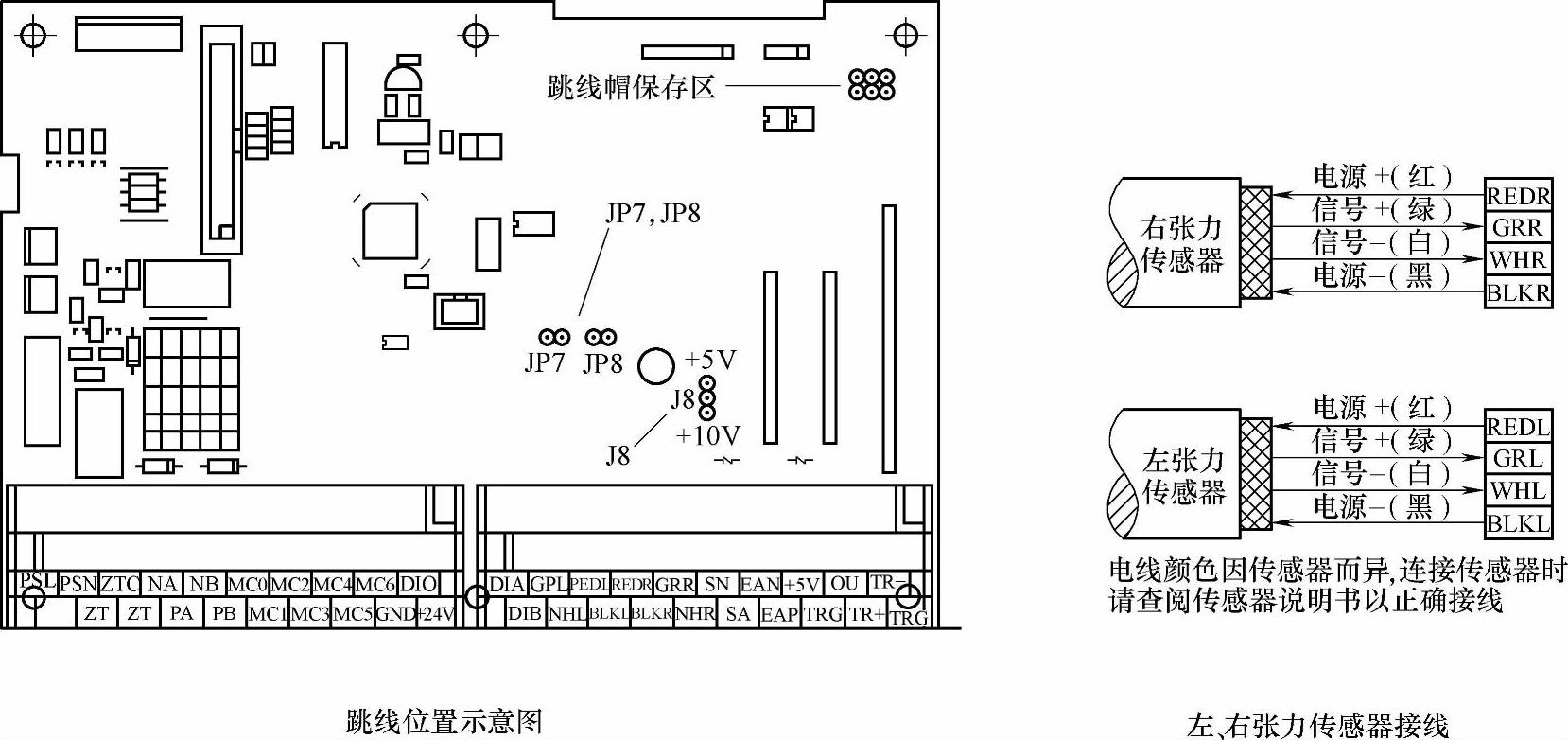
图3-70 张力传感器的接线
3)对张力测量的相关参数进行编程设定(见图3-71)。
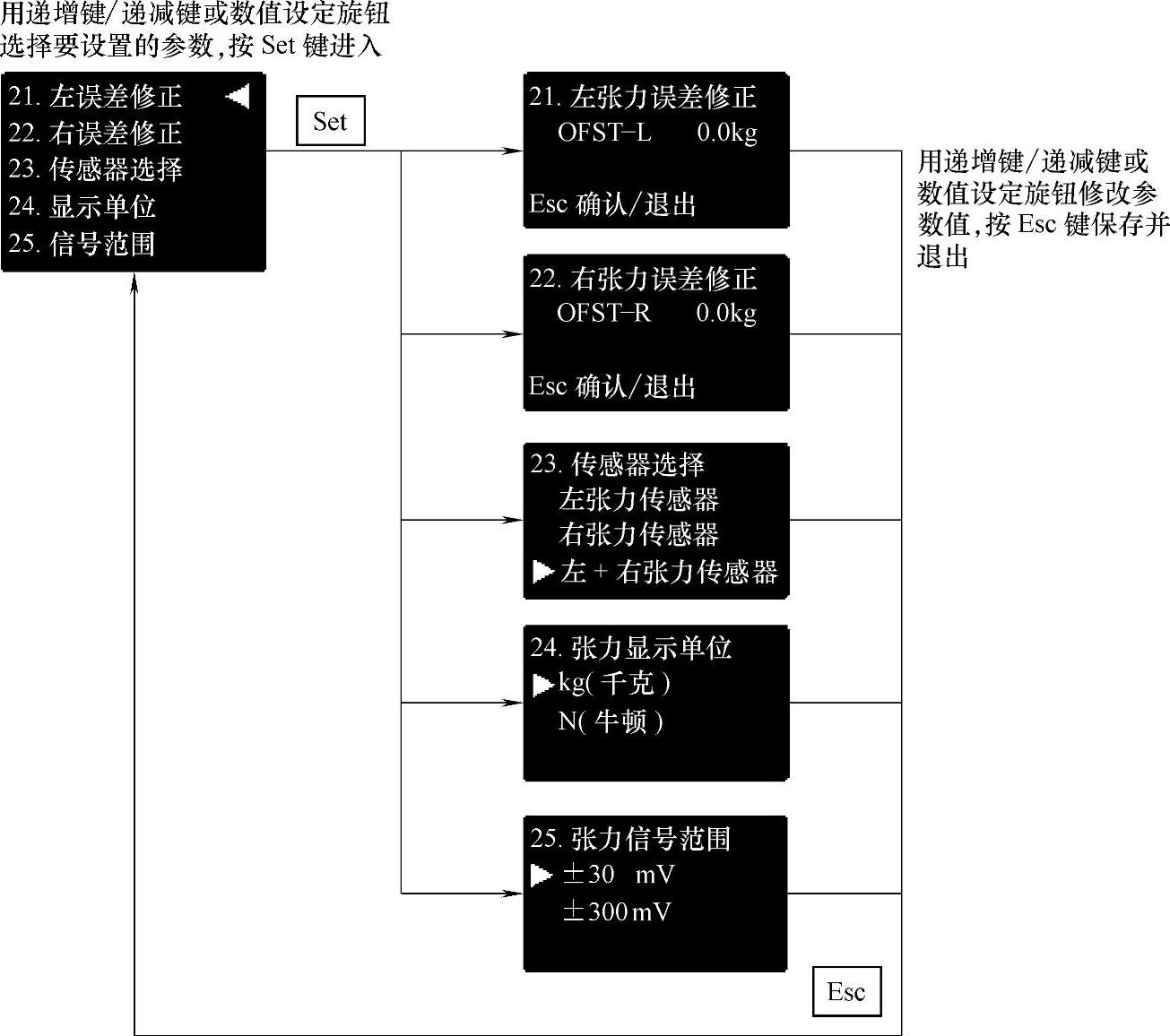
图3-71 张力测量相关参数
4)对张力信号的零点及满量程进行标定,并确认张力显示正常,如张力显示不正常回到步骤2)。
为了进行正确的闭环张力控制,张力显示必须准确,必须对张力控制器进行标定,标定好的张力控制器指示的张力值才能达到理想的精度。TC818张力控制器采用两点线性标定法,标定过程十分简单。
用万用表200mV档测量传感器输出信号,传感器未受力时,大约为0mV左右;当传感器受力时,输出信号将会有变化:力越大信号越大,但不能超过传感器的最大输出信号,LX系列张力传感器不会超过200mV,CTS/HTS系列张力传感器不会超过20mV,否则传感器有故障,需更换、安装后再标定。
图3-72~图3-74分别是张力标定示意、零张力标定和满量程标定。其中零张力标定应该在安装检测辊,但不加载卷料的状态下进行。(https://www.xing528.com)
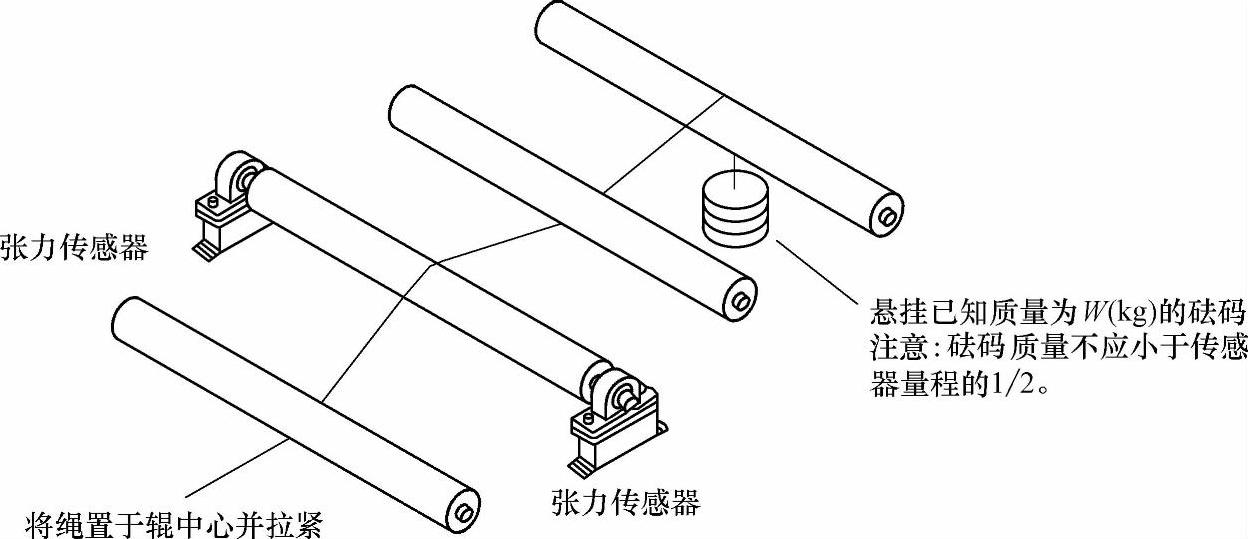
图3-72 张力标定示意图
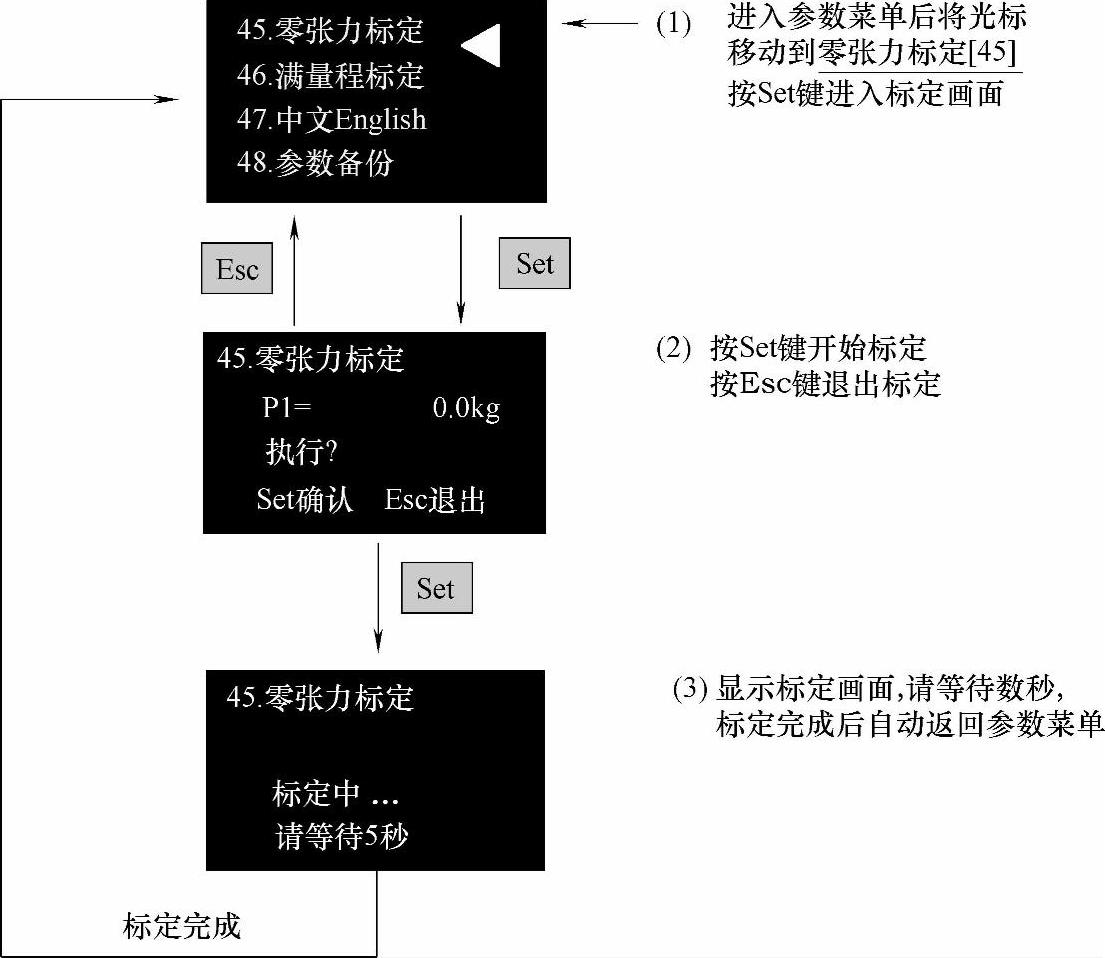
图3-73 零张力标定
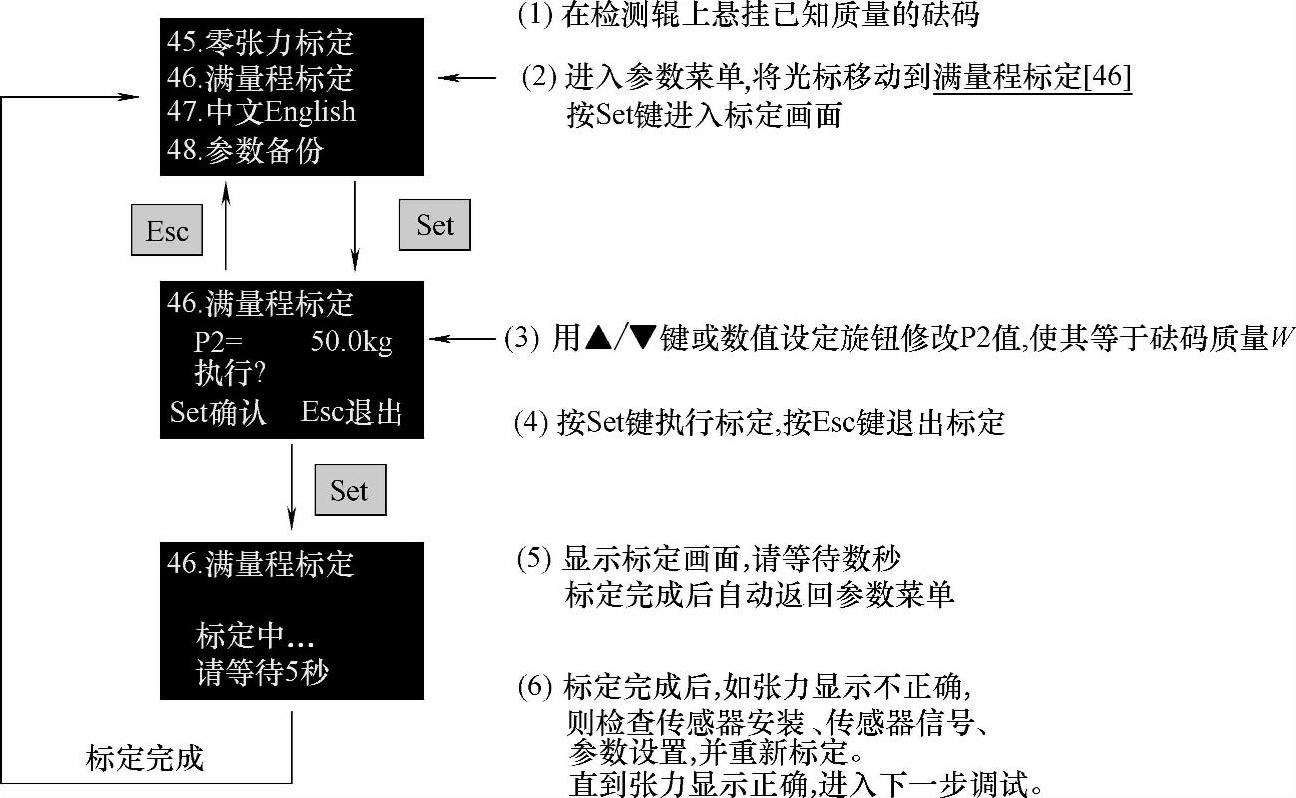
图3-74 满量程标定
5)通过手动调节、运行对系统进行检查,确认张力显示正常,执行机构运转正常。
6)如以上步骤正常,切换到自动控制模式,根据运行情况对PI参数进行调整,确保张力系统平稳运行。
当张力测量正确后,即可进入控制器的自动及手动运行模式调试,先用手动控制模式运行,当手动运行正常,卷料达到合适及稳定的张力时,可切换到自动控制模式运行。
①手动控制(见图3-75):当控制器处于自动控制模式时,按一下AUTO/MAN键,MANUAL指示灯亮,控制器转入手动控制模式,可旋转数值设定旋钮或按增/减键直接修改输出功率值,修改范围受最大输出值[20]的限制。
随着输出值的修改,张力测量值会有相应的变化,当卷料达到合适及稳定的张力时,可切换到自动控制模式运行。
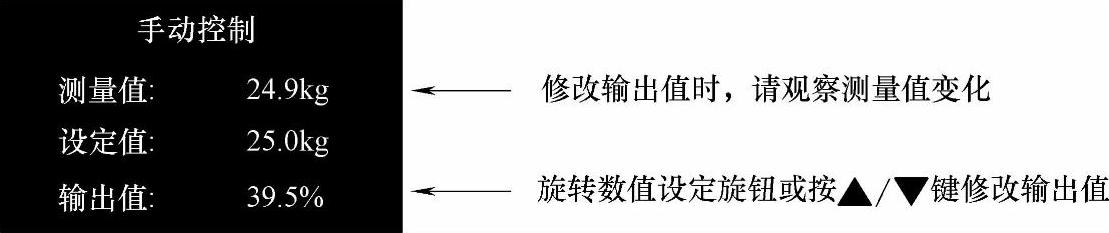
图3-75 手动控制
②自动控制(见图3-76):当控制器处于手动控制模式时,按一下AUTO/MAN键,AUTO指示灯亮,控制器转入自动控制模式,可旋转数值设定旋钮或按递增键/递减键直接修改张力设定值,修改范围受最大设定值[18]和最小设定值[19]的限制。
当控制器从手动控制模式切换到自动控制模式时,控制器将此时的测量值设置为设定值,实现无扰切换。
张力设定值是指在控制过程中,卷料所要达到的目标张力。在自动运行状态时,控制器会根据设定值、测量值和参数比例带[05]、积分时间[06]、静区[07]进行运算后调节输出,使实际张力趋近设定值,以达到控制效果。

图3-76 自动控制
当张力测量出错,显示故障代码时,控制器将自动切换到手动控制模式,按AUTO/MAN键也不能切换到自动控制模式。
控制器处于停止运行状态时,AUTO指示灯闪烁。
5.TC818控制器的应用
(1)双轴切换 如图3-77所示,当系统采用双轴(A,B轴)轮换运行时,在放卷轴上的材料快放完时,或在收卷轴上的材料快收满时,需对卷轴进行切换。TC818张力控制器的轴切换功能由接线端子MC2,MCC控制,在MC2,MCC端子接一开关,此开关即为系统的轴切换开关。当轴切换开关断开时,A轴运行;当轴切换开关短接时,B轴运行。
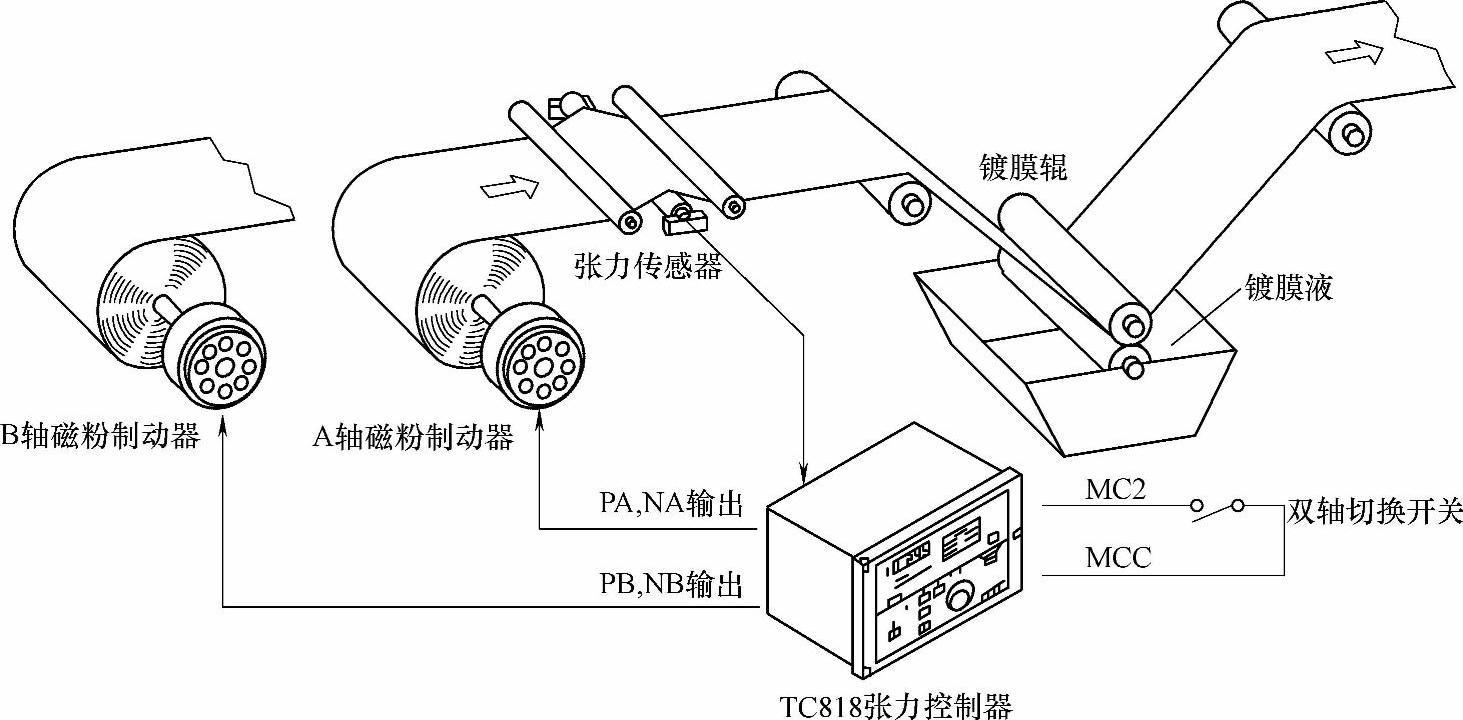
图3-77 双轴切换
(2)锥度张力控制 在收卷系统中,随着卷径的增大,使卷料张力逐步减小的控制称为锥度张力控制,锥度控制可使收卷膜的内层收得较紧,而外层的膜收得较松,从而使卷料膜的层与层之间不打滑,防止材料卷绕时卷得过紧及卷料卷绕歪斜。
当控制方式[29]设置为锥度张力控制时,TC818张力控制器为锥度张力控制方式。
锥度系数[30]t1越大,随卷径变化,张力变化越大。当锥度系数[30]t1为0时,为恒张力控制方式(见图3-78)。
当张力控制器用于放卷控制时,控制器应设置为恒张力控制方式。
(3)卷径张力控制(见图3-79) 在某些特殊场合,不方便安装张力传感器,或对张力控制精度要求不高,不需采用张力闭环控制方式,此时TC818可设置为卷径张力控制方式。
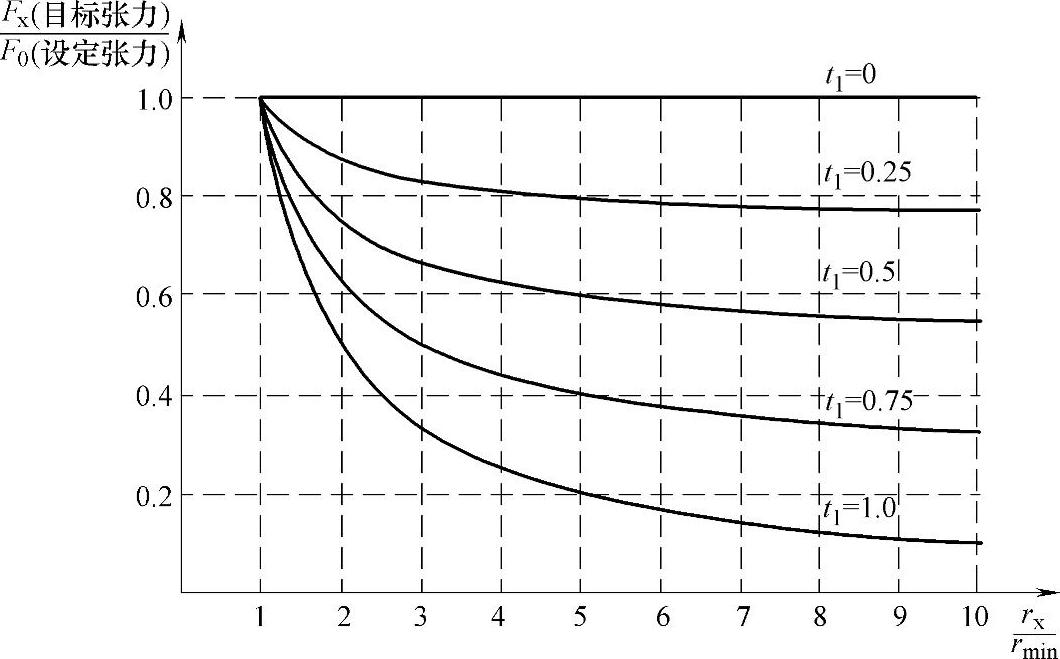
图3-78 锥度张力控制方式
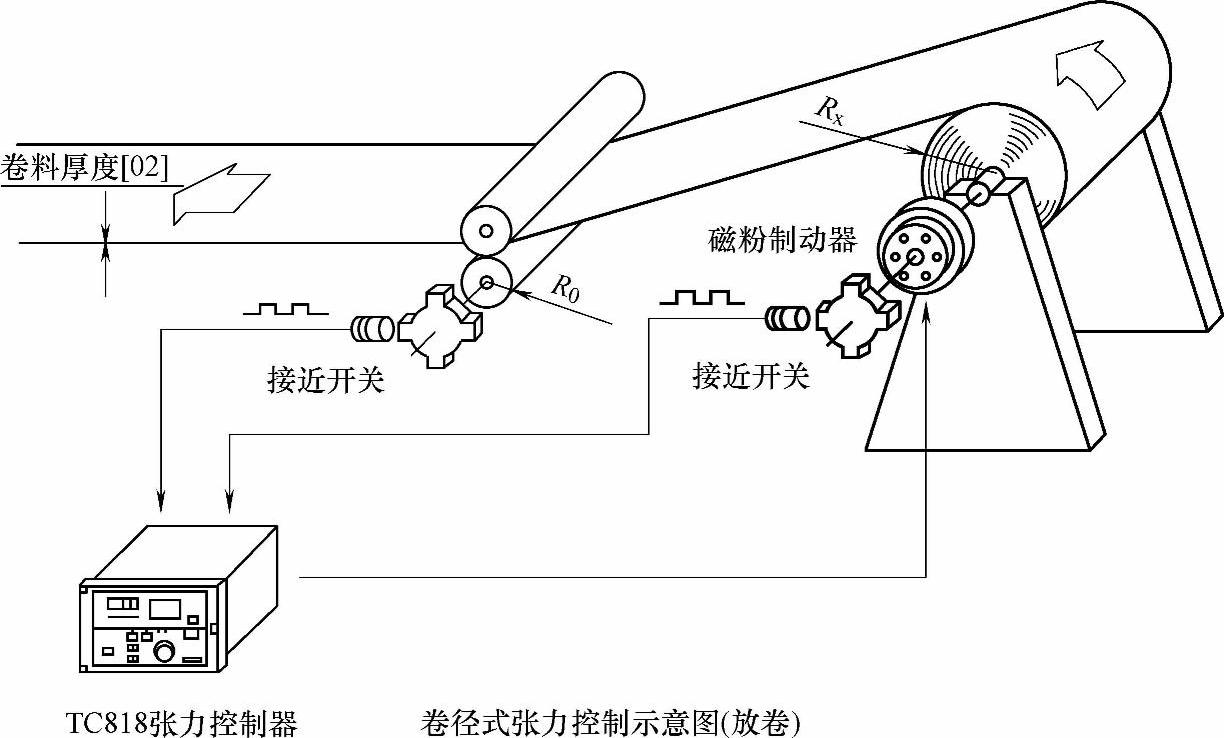
图3-79 卷径张力控制
当功能选择[28]设置为卷径张力控制时,TC818为卷径张力控制方式。
卷径张力控制的突出特点是省去了价格相对较高的张力传感器,安装简单、容易,而巨能很方便地获得锥度张力控制,特别适用于印刷、包装、印染等行业的分切及收卷等机器设备上使用。
TC818控制器采集主轴与料卷轴的脉冲信号,经过CPU运算,计算出放卷半径,根据卷料半径、设定张力、磁粉离合器的额定转矩[38]改变输出励磁电流达到控制张力的目的。功率电源可输出0~24V,0~4A制动电流。
用户可以通过设置卷径测量方式[31]选择厚度累加法或比值法作为卷径测量方式。
必须保证卷径测量计算准确,因此与卷径测量计算相关的参数必须正确设置,而巨要特别注意测量卷径的接近开关或编码器的响应速度及正确安装。图3-80为选用NPN型接近开关或编码器的接线。
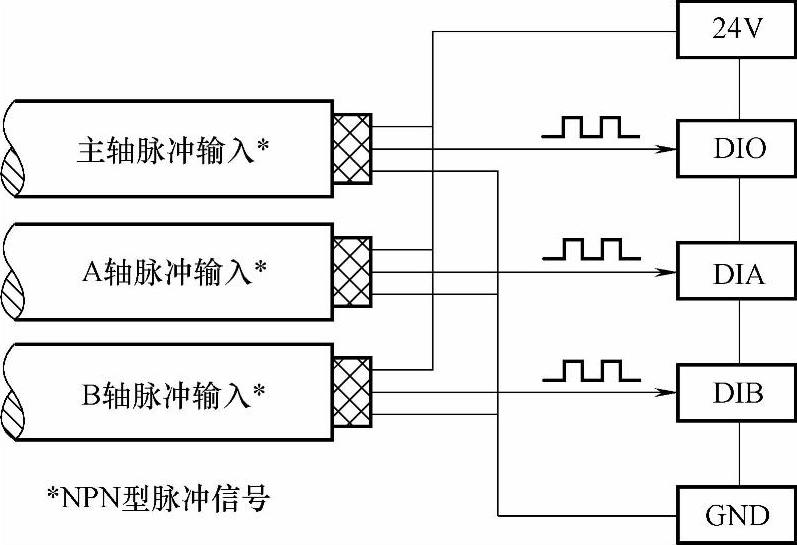
图3-80 NPN型接近开关或编码器的接线
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。