



1.机床冷态定位误差补偿前后的测量对照比较
利用激光干涉仪,分别检测该机床三个移动轴的定位误差,测量过程如图7-56所示。
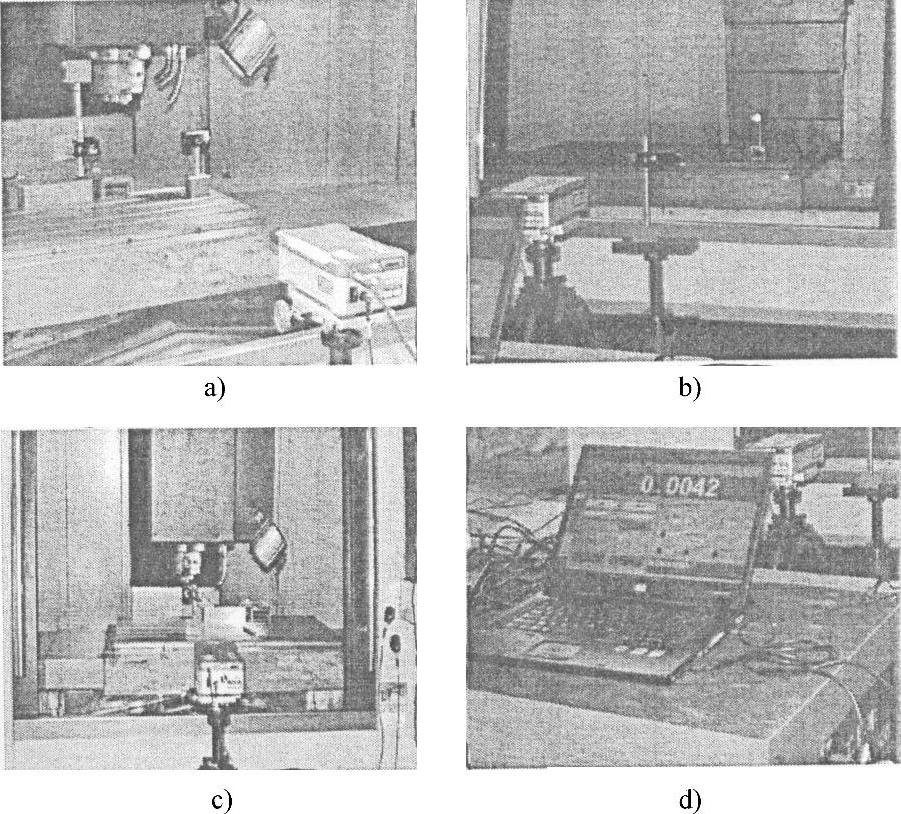
图7-56 三轴机床激光干涉仪测量定位误差
a)X轴方向测量 b)Y轴方向测量 c)Z轴方向测量 d)数据采集界面
(1)补偿前 三轴机床在补偿前所测各轴在冷态状态下的定位误差数据如图7-57所示。
(2)补偿后 综合误差补偿器可以根据测量数据进行实时建模,实时补偿。将三个轴的冷态定位误差分别计算平均之后进行拟合建模,连接外置补偿器与机床相关接口,触发自动补偿功能,用同样的激光干涉仪测量经过实时补偿后的X轴冷态定位误差,结果如图7-58所示。
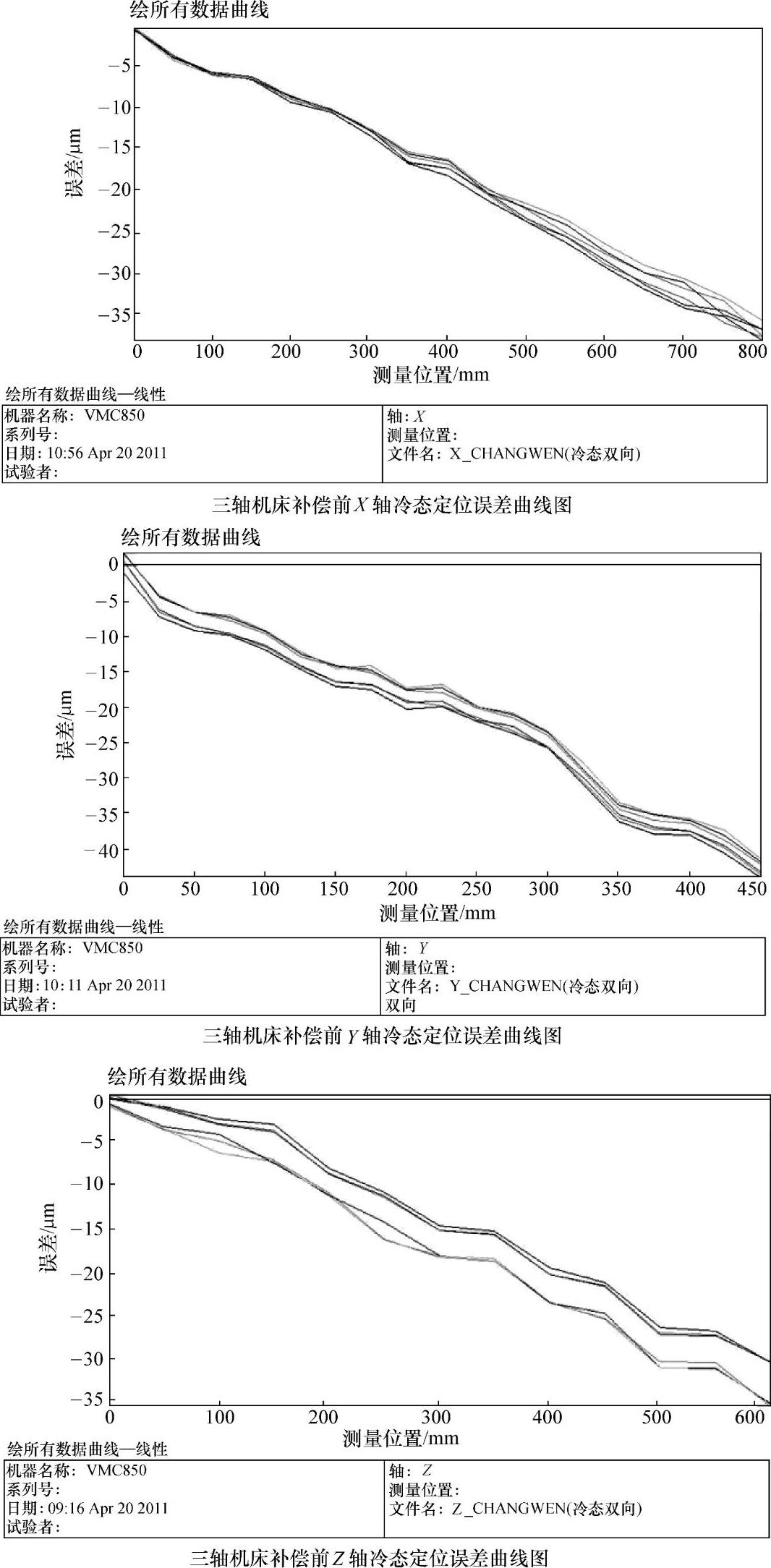
图7-57 三轴机床补偿前各轴冷态定位误差曲线图
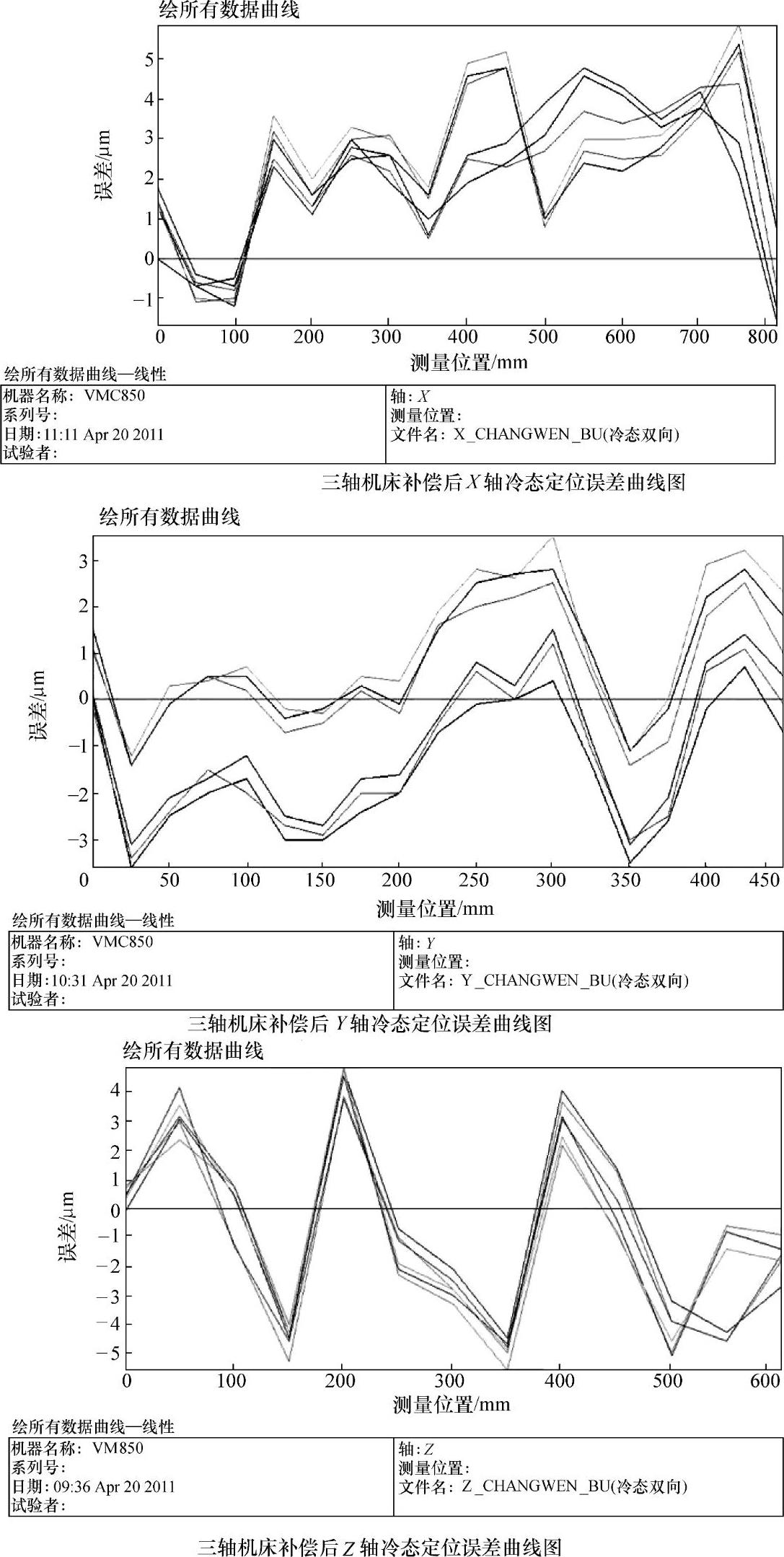
图7-58 三轴机床补偿后各轴冷态定位误差曲线图
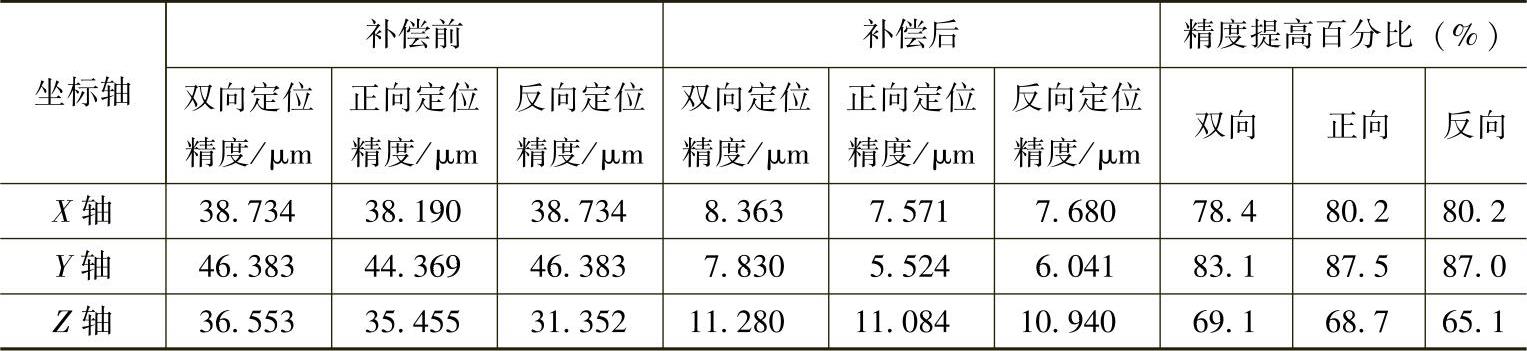
X、Y、Z轴冷态定位精度补偿前后对比见表7-6。由表7-6可以看出,补偿后机床X、Y、Z轴的冷态定位精度最大可提高87.5%,有效地提高了机床精度。
表7-6 X、Y、Z轴冷态定位精度补偿前后对比
X、Y、Z轴冷态重复精度补偿前后对比见表7-7。由表7-7可以看出,补偿后机床X、Y、Z轴的冷态重复精度均有明显提高。
表7-7 X、Y、Z轴冷态重复定位精度补偿前后对比
X、Y、Z轴冷态定位系统偏差补偿前后对比见表7-8。由表7-8可以看出,补偿后机床X、Y、Z轴的冷态定位系统偏差最大可提高90.2%,有效地提高了机床精度。
表7-8 X、Y、Z轴冷态定位系统偏差补偿前后对比
由表7-6~表7-8可以看出,补偿前后误差对比显示,机床精度都有了大幅度的提高。
2.机床热态定位误差补偿前后对比分析
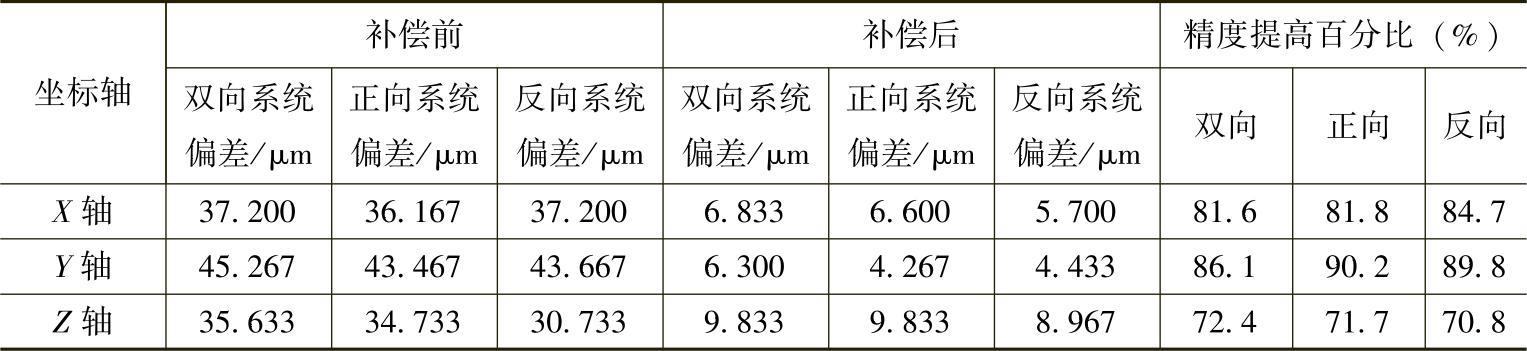
为观察温度变化对定位误差的影响,编制了一个机床三移动轴往复运动的运动程序,使机床产生温升(实际测量过程中,机床三个移动轴在最大运动范围内快速联动),机床运动2h后再用激光干涉仪测量温升后的定位误差。图7-59和图7-60所示为三轴机床在补偿前后的热态定位误差曲线。
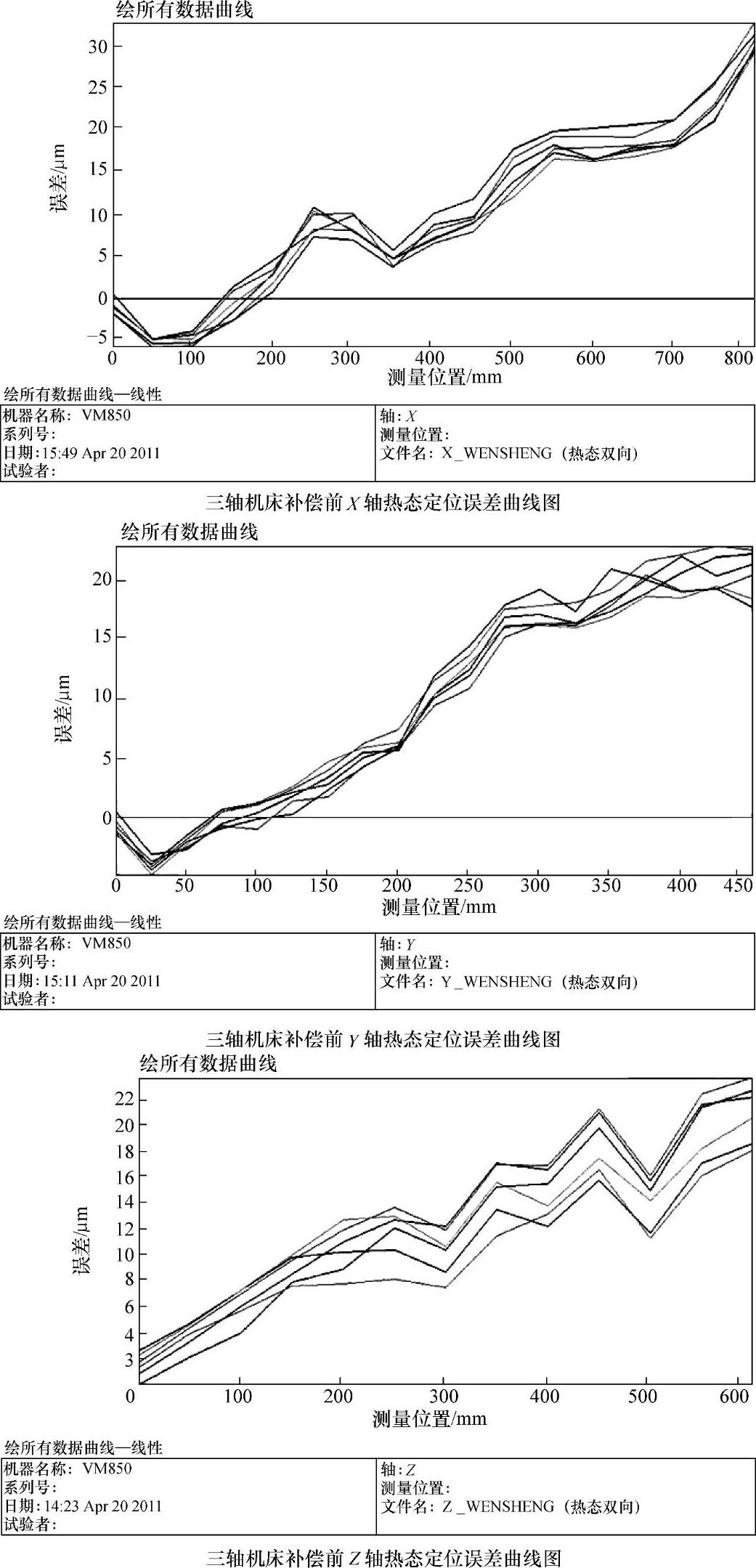
图7-59 三轴机床补偿前各轴热态定位误差曲线图
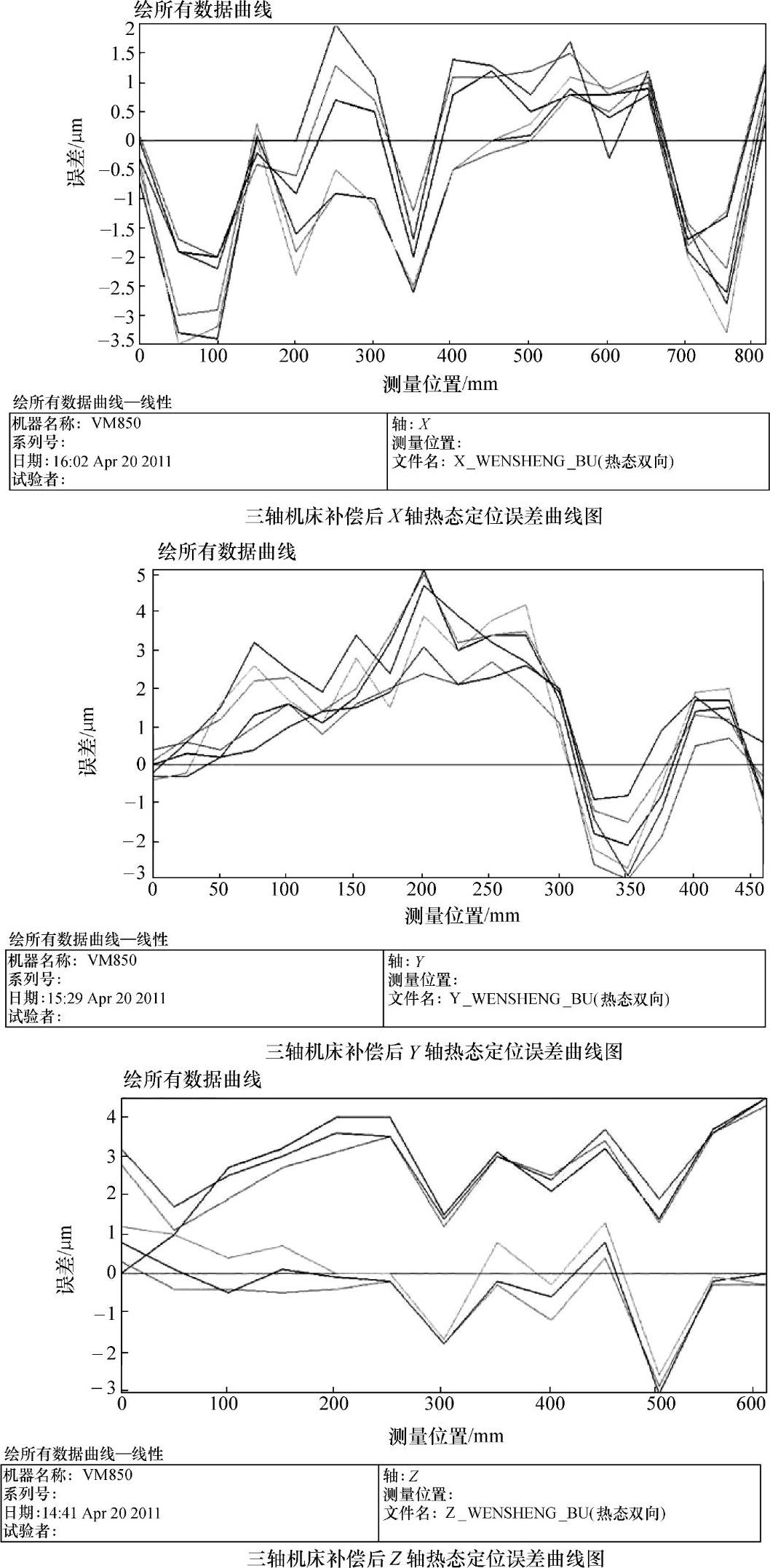
图7-60 三轴机床补偿后各轴热态定位误差曲线图
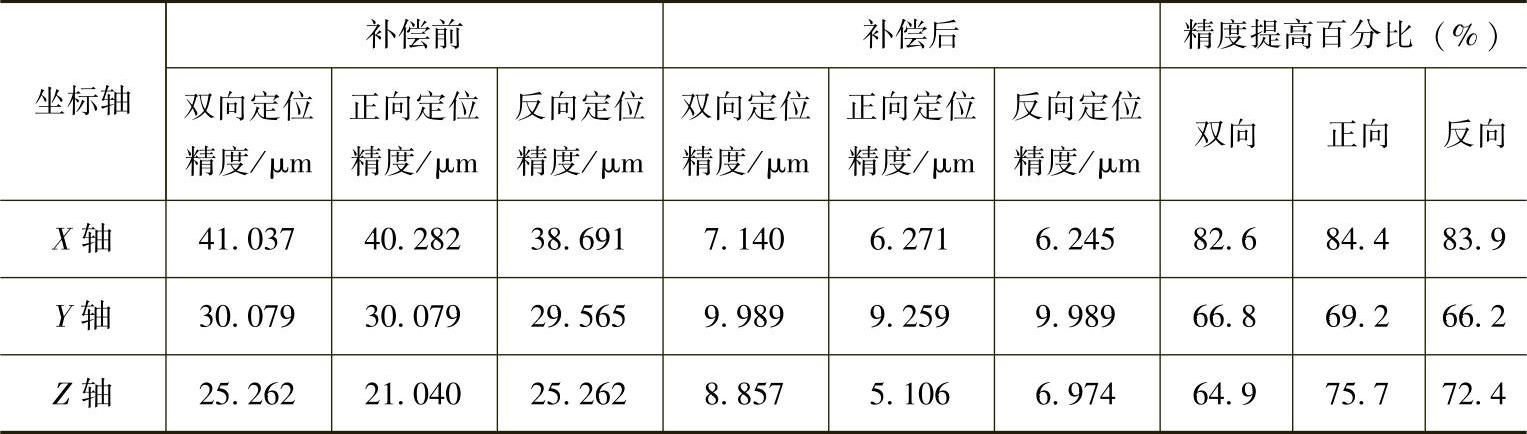
X、Y、Z轴热态定位精度补偿前后对比见表7-9。由表7-9可以看出,补偿后机床X、Y、Z轴的热态定位精度最大可提高84.4%,热态定位误差由40.282μm降低为6.271μm。
表7-9 X、Y、Z轴热态定位精度补偿前后对比表
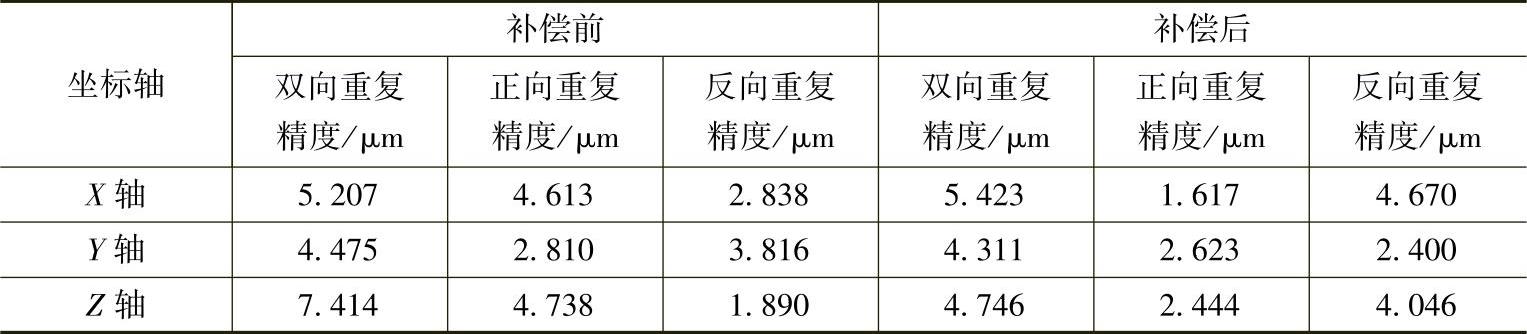
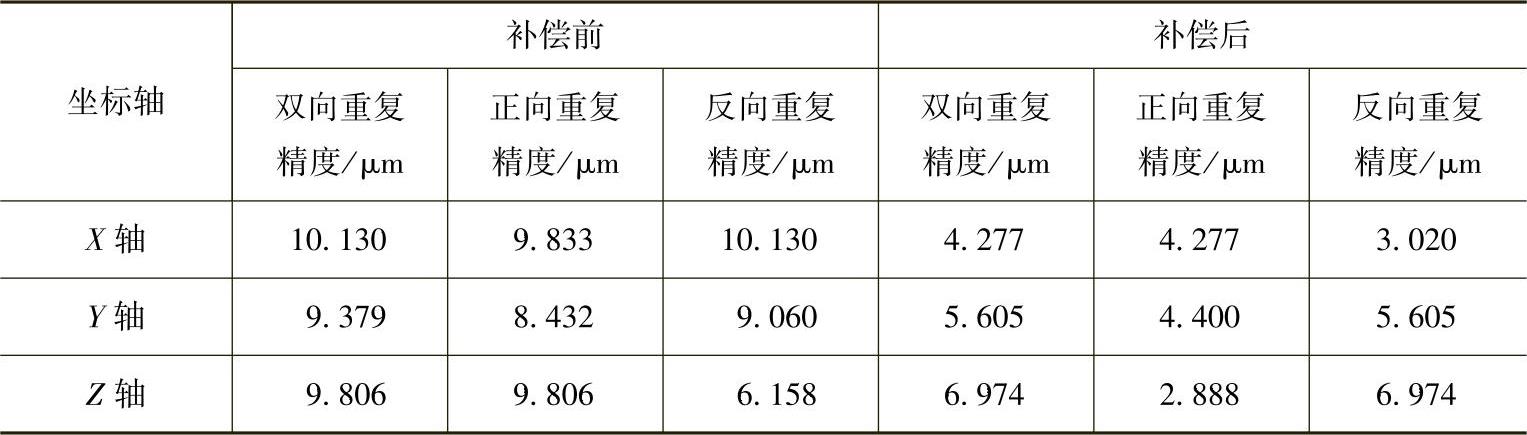
X、Y、Z轴热态重复精度补偿前后对比见表7-10。由表7-10可以看出,补偿后机床X、Y、Z轴的热态定位重复精度最大由10.130μm降低为3.020μm。
表7-10 X、Y、Z轴热态重复精度补偿前后对比表
 (https://www.xing528.com)
(https://www.xing528.com)
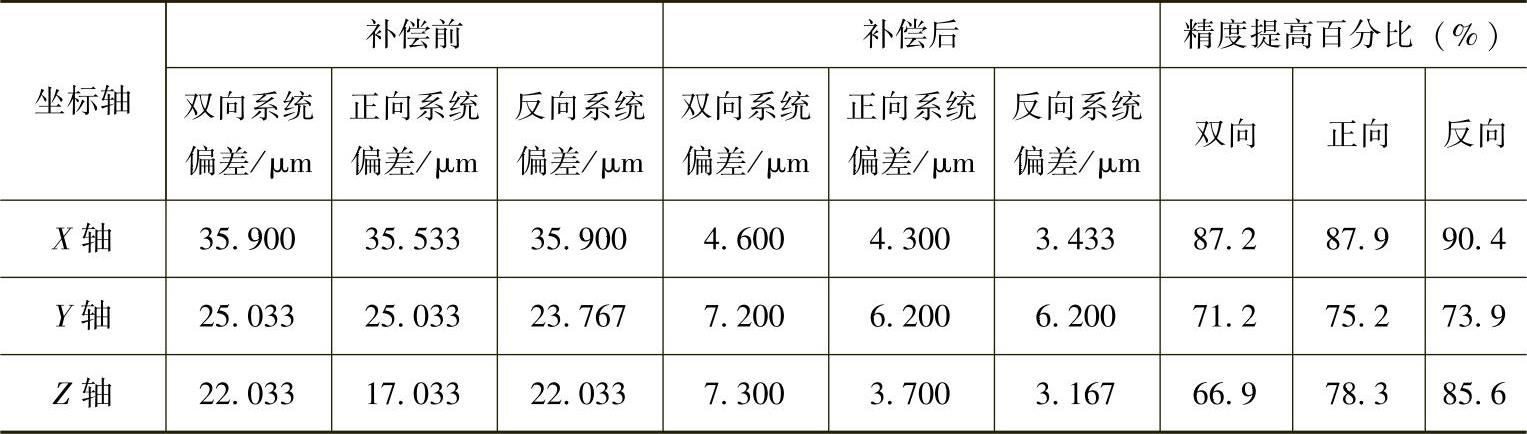
X、Y、Z轴热态定位系统偏差补偿前后对比见表7-11。由表7-11可以看出,补偿后机床X、Y、Z轴的热态定位系统偏差最大可提高90.4%,热态定位系统偏差由35.900μm降低为3.443μm。
表7-11 X、Y、Z轴热态定位系统偏差补偿前后对比表
由表7-9~表7-11可知,补偿后机床精度均有了大幅的提高。
3.补偿前后对照比较试验的球杆仪测试
本试验采用Renishaw的QC10球杆仪对机床进行了测量分析,其现场照片如图7-61所示。
图7-61 三轴机床补偿前后对照比较试验的球杆仪测量现场照片
在未补偿的情况下,对三轴机床的进行球杆仪检测,结果如图7-62所示。
经实时补偿后,再用球杆仪测量,得到结果如图7-63所示。
补偿前后球杆仪测量结果见表7-12。由表7-12可以看出,实时补偿对于多轴联动时的误差补偿效果也同样非常有效。
表7-12 补偿前后球杆仪测量结果

4.补偿前后对照比较试验的主轴热漂移测试
机床中除了丝杠热变形外,主轴热漂移也是一个影响机床加工精度的主要因素。因此,我们还进行了机床主轴热漂移的补偿。图7-64所示为三轴机床主轴热漂移补偿前后对比图。由图7-64可以看出,主轴在X、Y、Z三个方向的热漂移分别从补偿前的33μm、29μm、-26μm降低到补偿后的12μm、10.5μm、-11μm,分别降低了63.64%、63.79%和57.69%。
5.实时补偿的切削加工应用
在补偿前后的切削加工对照比较中,补偿切削加工的零件如图7-65所示,主要观察加工零件四个角上的四个孔(ϕ11mm)的孔距(104mm)误差(孔距之间的变化量)和方台阶(110mm×110mm×6mm)的宽度误差(宽度之间的变化量)。对照补偿加工过程照片如图7-66所示。
补偿前后加工零件误差对照见表7-13。由表7-13可见,工件的四孔距误差补偿前为19μm,补偿后为9μm,其加工精度提高43.75%;工件矩形台阶宽度误差补偿前为15μm,补偿后为10μm,加工精度提高33.33%。
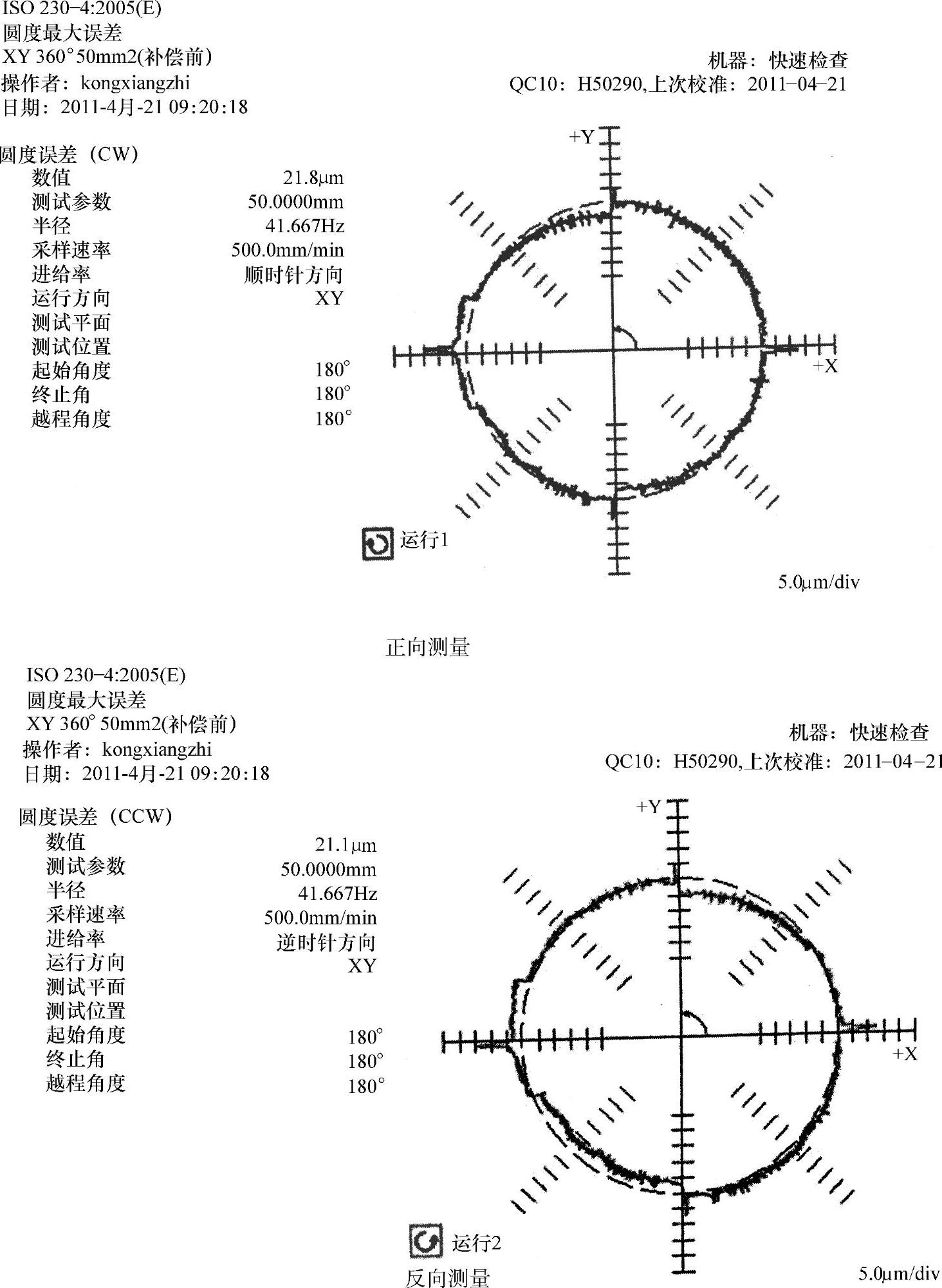
图7-62 三轴机床补偿前球杆仪测量XY平面
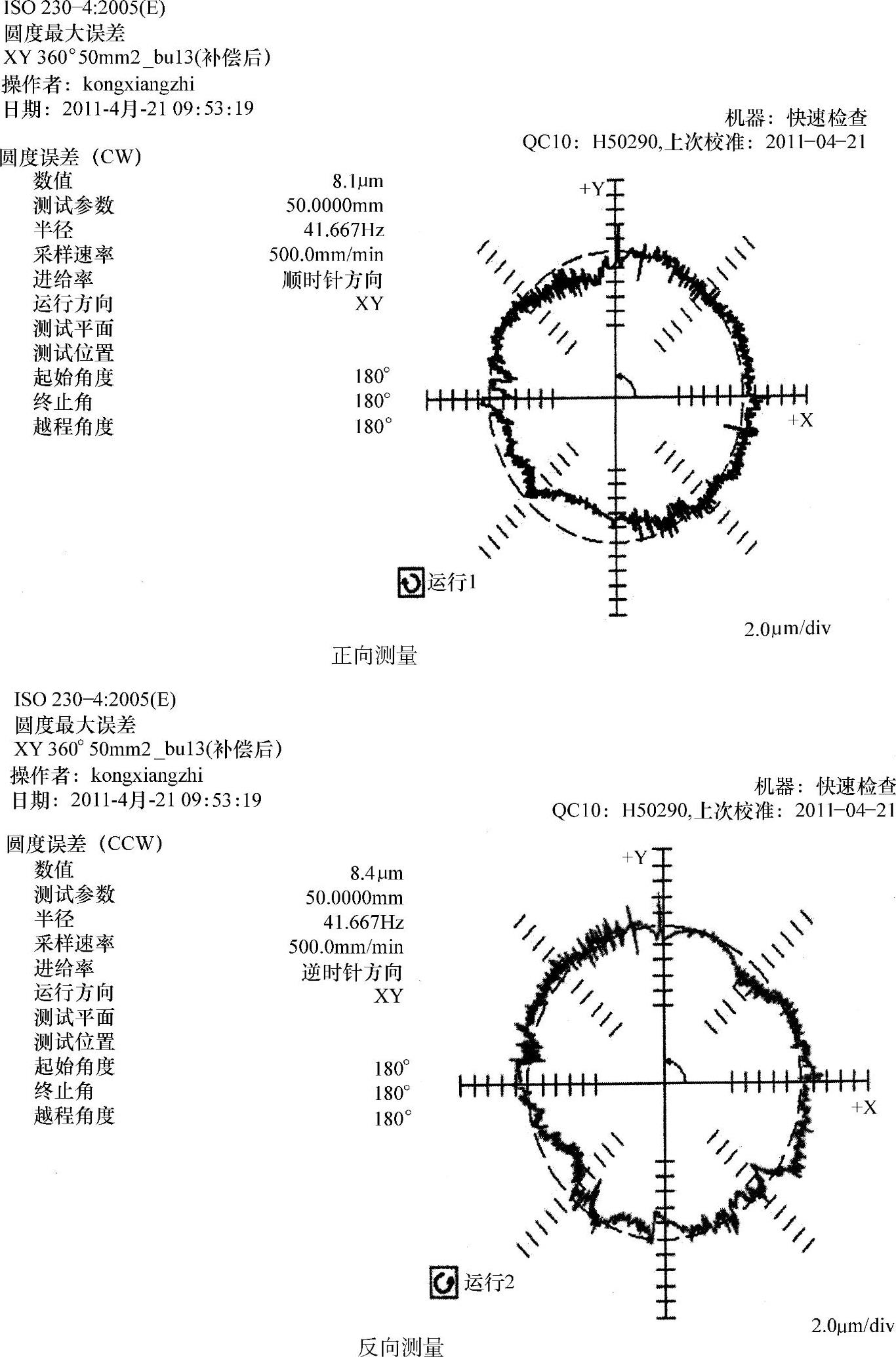
图7-63 三轴机床补偿后球杆仪测量XY平面
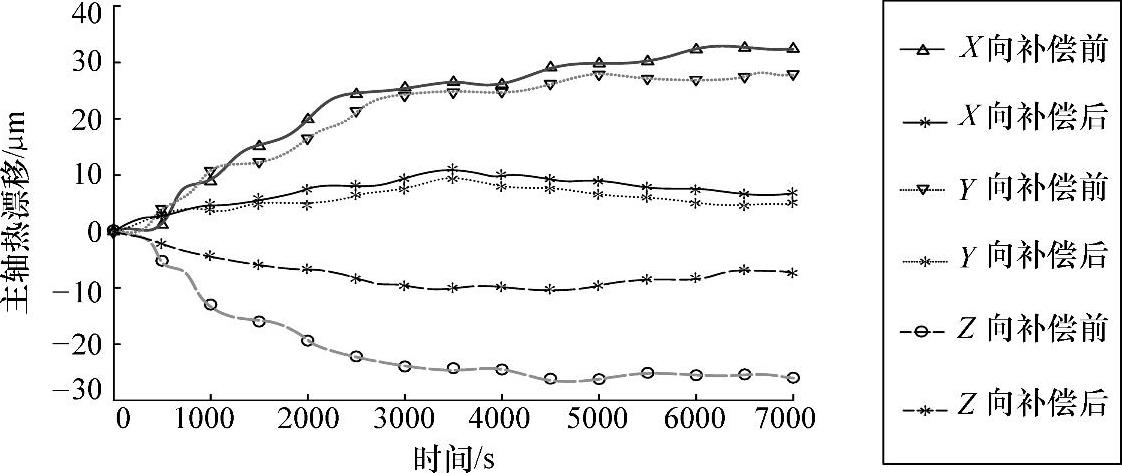
图7-64 三轴机床主轴热漂移补偿前后对照比较
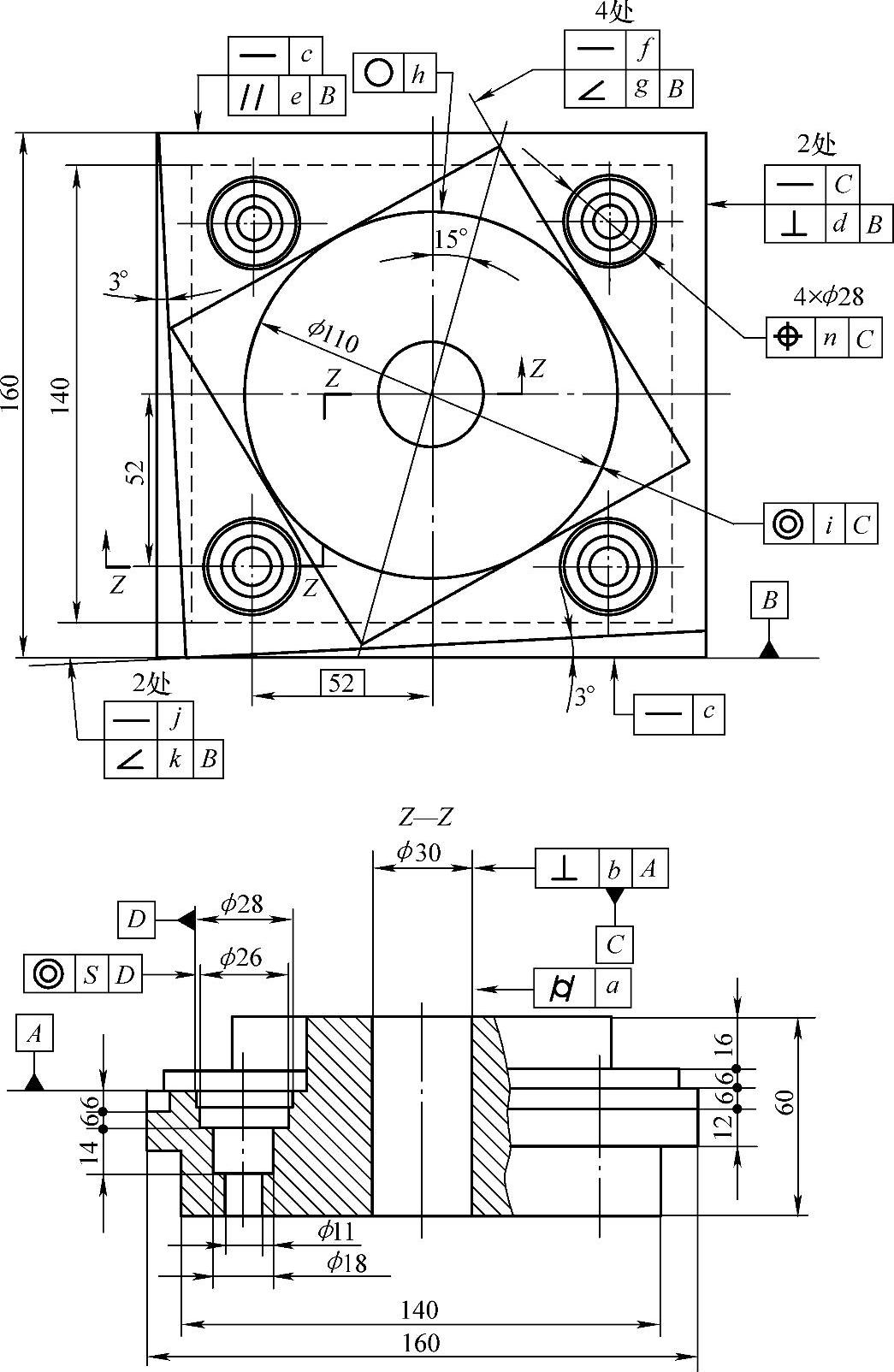
图7-65 三轴机床补偿前后对照比较被切削加工零件

图7-66 对照补偿加工过程照片
表7-13 三轴机床补偿前后加工零件误差对照

[1]以下试验过程及结果均由机械工业机床产品质量检测中心(上海)检测并认定。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。