



1.设立坐标系和变换矩阵
所设转化坐标系如图7-23所示。根据空间平面坐标系变化公式,考虑到机床角度误差变化很小,得出各变化矩阵。
1)参考坐标系A设在机床床身上,ZA轴平行于大工作台运动轨迹(直线度误差δxz)的中心线,XA轴位于Z轴和X轴组成的平面上。
2)坐标系L设在左主轴上,随左主轴移动而移动,ZL轴平行于左工件中心线(左主轴顶尖和左尾架顶尖的连线),XL轴位于Z轴和X轴组成的平面上,故从坐标系L到坐标系A的变换矩阵为
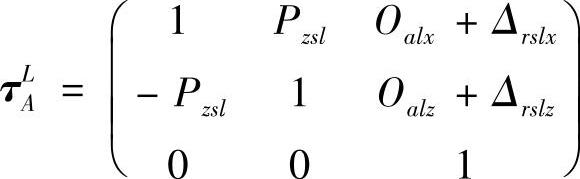
式中 Pzsl——左主轴和ZA轴的平行度误差;
Oalx和Oalz——坐标系A和坐标系L之间X向和Z向的距离。
3)坐标系R设在右主轴上,随右主轴移动而移动,ZR轴平行于右工件中心线(右主轴顶尖和右尾架顶尖的连线),XR轴位于Z轴和X轴组成的平面上,故从坐标系R到坐标系A的变换矩阵为
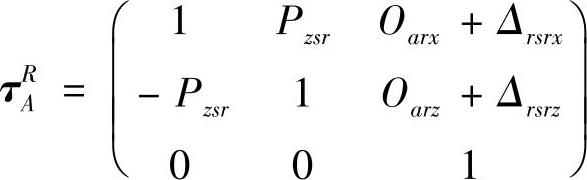
式中 Pzsr——右主轴和ZA轴的平行度误差;
Oarx和Oarz——坐标系A和坐标系R之间X向和Z向的距离。
4)坐标系C设在大工作台(Z轴工作台)上,随大工作台移动而移动,从
坐标系C到坐标系A的变换矩阵为
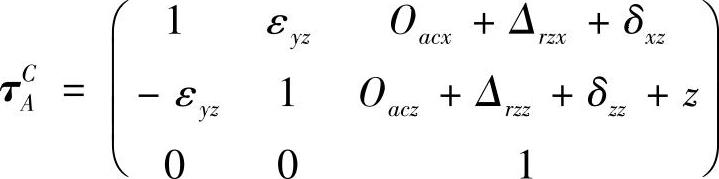
式中 z——大工作台(Z轴工作台)名义位置;
Oacx和Oacz——坐标系A和坐标系C之间X向和Z向的距离;
εyz——转角误差;
δxz——直线度误差;
δzz——大工作台的线性位移误差。
5)坐标系D设在中工作台(X轴工作台)上,随中工作台移动而移动,从坐标系D到坐标系C的变换矩阵为
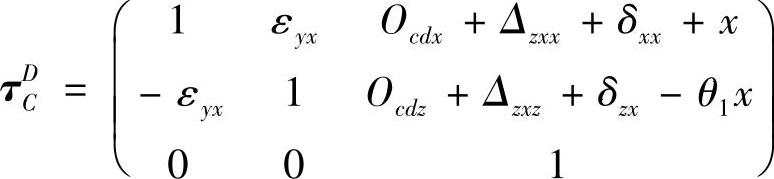
式中 x——中工作台(X轴工作台)名义位置;
Ocdx和Ocdz——坐标系C和坐标系D之间X向和Z向的距离;
θ1——中工作台直线度误差δzx的中心线和XC轴(坐标系C的X轴)角度误差。
由于δxz的中心线平行于ZA轴,于是当Z=0时有δzx的中心线和ZC轴(坐标系C的Z轴)之间的角度等于-εyz(0)。又垂直度误差Sxz定义为二直线度误差δzx、δxz的两根中心线之间夹角和直角的差。因此,有
Sxz=θ1+εyz(0)θ1=Sxz-εyz(0)
6)坐标系E设在左小工作台(U轴工作台)上,随左小工作台移动而移动,从坐标系E到坐标系D的变换矩阵为
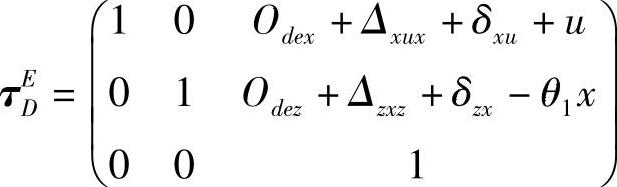
式中 u——左小工作台(U轴工作台)名义位置;
Odex和Odez——坐标系D和坐标系E之间X向和Z向的距离。因为U轴的行程比较短(为25mm),故转角误差、直线度和平行度可忽略。
7)坐标系F设在右小工作台(W轴工作台)上,随右小工作台移动而移动,从坐标系F到坐标系D的变换矩阵为
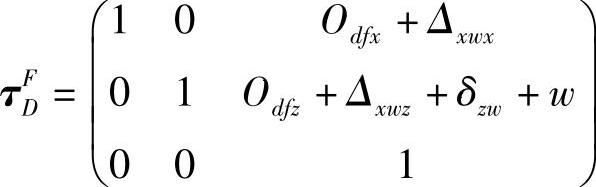
式中w——左小工作台(W轴工作台)名义位置;
Odfx和Odfz——坐标系D和坐标系F之间X向和Z向的距离。
因为W轴的行程比较短(为25mm),故转角误差、直线度和平行度忽略。
8)设相对于坐标系E、F(为左右二刀架基座)的左、右二边刀尖的位置分别为
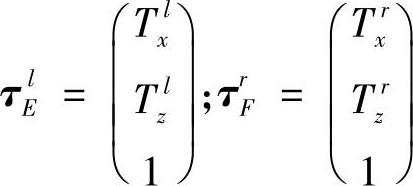
则相对于参考坐标系A的左、右二边刀尖位置为

2.误差综合数学模型(https://www.xing528.com)
通过把左右两刀尖坐标位置从刀架基座坐标系(E、F)变换到工件坐标系(L、R)并设定所有误差为零,则可得左右两刀尖相对于工件的理想坐标位置为

因此可得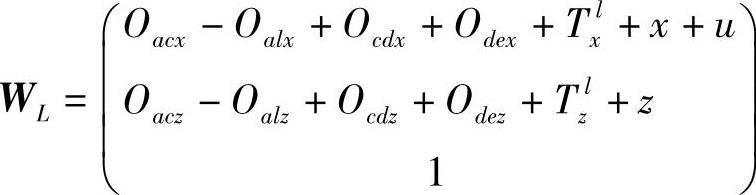
在参考系A中,比较刀尖实际位置和理想位置,则可得误差综合数学模型(或称综合误差)为

代入各变换矩阵,整理后可得左主轴综合误差和右主轴综合误差。
对于左主轴,X、Z两个方向的综合误差分别为

对于右主轴,X、Z两个方向的综合误差分别为
综合误差公式包含了23个误差因子。因为U、W轴行程仅25mm,故其直线度误差、转角误差和平行度误差忽略。
3.几何和热误差综合数学模型的简化
上面已得综合误差公式,但公式中一些常数或系数需通过测量坐标系的设立等来确定。对于本机床,考虑到测量方便及一般加工工件形状尺寸等因素,所设测量坐标系如图7-24所示。
图7-24 测量坐标系
1)坐标说明如下:
①OL为左主轴坐标系L的原点,距左主轴中心线左14mm、左主轴顶尖(O1)上28mm。
②OR为右主轴坐标系R的原点,距右主轴中心线左14mm、右主轴顶尖(O2)上28mm。
③运动U、W轴工作台至零位(u=w=0),运动X、Z轴工作台至控制器读数x=32.882、z=-121,调整左、右刀尖位置分别与OL、OR两点重合。此时位置就是测量系统的零位(当工作台或刀架移动至最上最左时,为机床位置的零位)。
④各坐标原点OA、OC、OD和OE设置重合于OL点位置,因此有OALX=OALZ=OACX=OACZ=OCDX=OCDZ=ODEX=ODEZ=0。
⑤OF设置重合于OR点位置,因此有OALX=l、ODFX=l、OARZ=ODFZ=0,其中,L为二主轴之间距离。
把上面选择的常数代入综合数学模型可得
2)误差综合模型可进一步简化如下:
①由于u和w仅用于误差补偿而不用于切削加工循环,故它们的值很小。因此,u和w及沿此二轴的误差元素都可忽略。
②由于X轴直线度小于±0.4μm,Z轴直线度小于±1.5μm,故可忽略。
③由于刀具坐标系的原点(OL和OR)位于刀尖上,故有

④原点热漂移和主轴热漂移具体测量计算如下:

而Δsulx、Δsulz、Δswrx、Δswrz为左、右小工作台(刀架)相对于左、右主轴(工件)的热漂移误差。只要把位移传感器的基座固定在刀架上测主轴或工件,即可得到这些位移。然后,结合机床各点温度数据,根据多元回归理论进行误差模型的拟合。
最后可得

3)有关符号说明如下:
①如果刀尖相对于工件作接近运动,则ΔW为正。
②如果U或W坐标系的原点相对于左或右主轴作接近运动,则Δsul或Δswr为正。
③如果主轴中心线S位于Z轴的右边,则两轴平行度Pzs为正,否则为负。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。