



1.机床力变形机理
金属材料具有弹性,当机床处于工作状态时,由于切削过程中产生的切削力、重力(工件、机床及夹具的)及装夹力作用下引起的刀具、工件和机床的变形称为力变形。在高效切削及难加工材料的加工中,力变形引起的误差占总误差的10%左右,对加工精度具有较大的影响。机床力变形机理如图2-24所示。
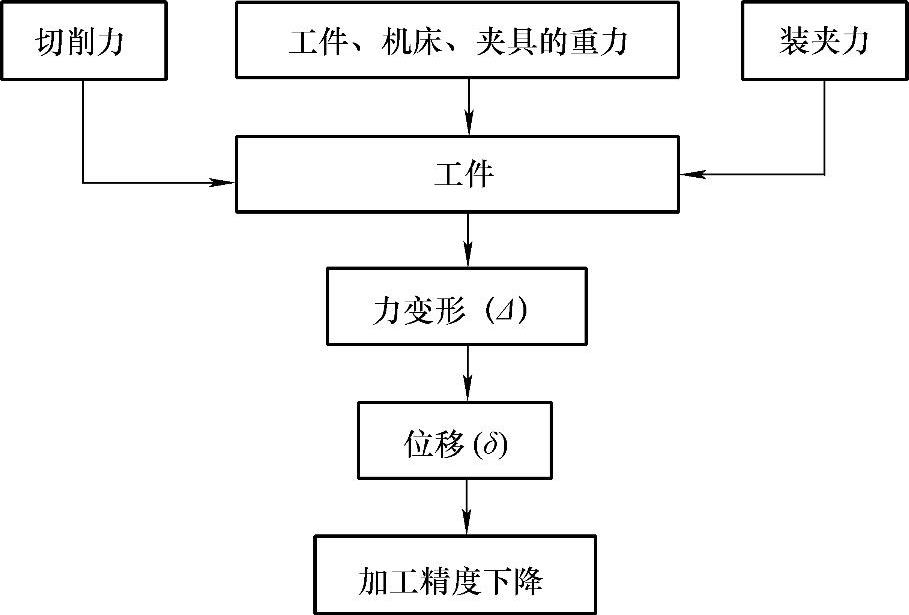
图2-24 机床力变形机理
2.机床力变形状态
由于加工过程中力的作用方式不同,机床力变形的状态也各不相同。总的来说,机床力变形状态包括弯曲、扭曲和畸变等变形状态。图2-25所示为机床力变形状态图。
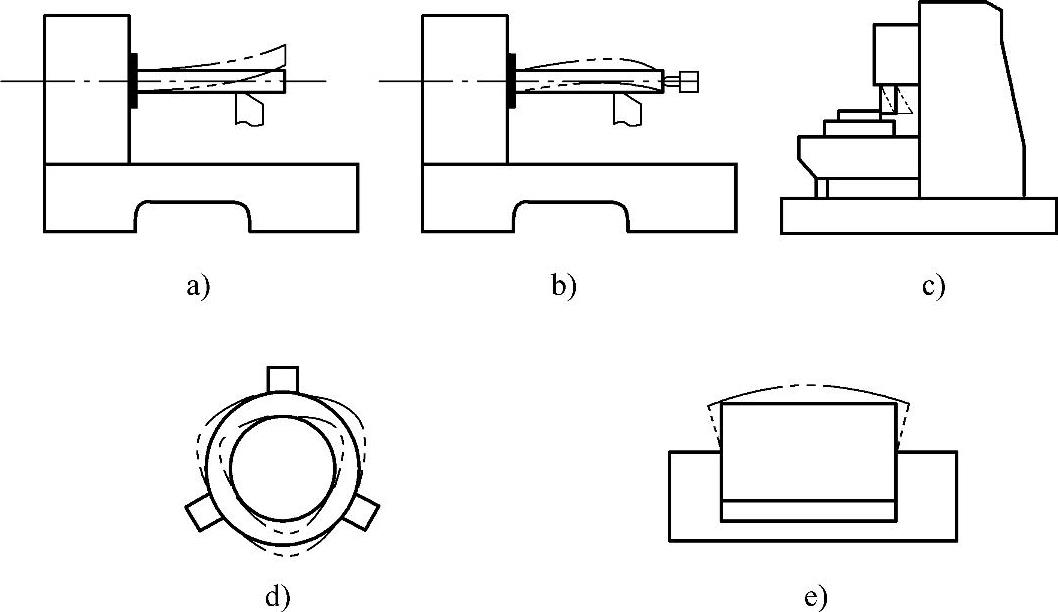
图2-25 机床力变形状态
a)车削(未加顶尖) b)车削(加顶尖) c)铣削 d)卡盘装夹 e)台虎钳装夹
1)车削加工(未加顶尖)。工件在切削力作用下发生弯曲变形,变形状态符合悬臂梁受力弯曲变形。在内孔加工中,刀具弯曲变形形态也符合此规律。
2)车削加工(加顶尖)。工件在切削力作用下发生弯曲变形,变形状态符合简支梁受力弯曲变形。在外圆磨削加工中,工件弯曲变形形态也符合此规律。
3)铣削加工。刀具在切削力作用下发生弯曲变形,变形状态符合悬臂梁受力弯曲变形。
4)卡盘装夹引起变形。采用卡盘装夹工件时,由于卡盘卡爪装夹力作用引起工件畸变。在薄壁零件加工中变形更为突出。
5)台虎钳装夹引起变形。采用台虎钳装夹工件时,由于装夹力作用在工件的一侧,引起工件中凸而上弯变形。对于型腔零件,工件的弯曲方向相反。
3.机床力变形分析
构造的机床有限元模型如图2-12所示,分别在机床主轴及工作台上施加不同大小的载荷Fx、Fy、Fz,在机床与地面接触的四个底角施加约束,通过Ansys求解器求解。
图2-26所示为基于Ansys的机床力变形云图及切削力与机床力变形关系图。由图2-26可以看出,机床力变形随着切削力的增加而增大,机床力变形与切削力基本呈正比关系。由于本研究的机床本身刚度大,所以机床力变形相对较小,在一般切削加工中当切削力为1400N时,机床X向的最大变形量为4.3μm,Y向的最大变形量为3μm,Z向的最大变形量为4.1μm。
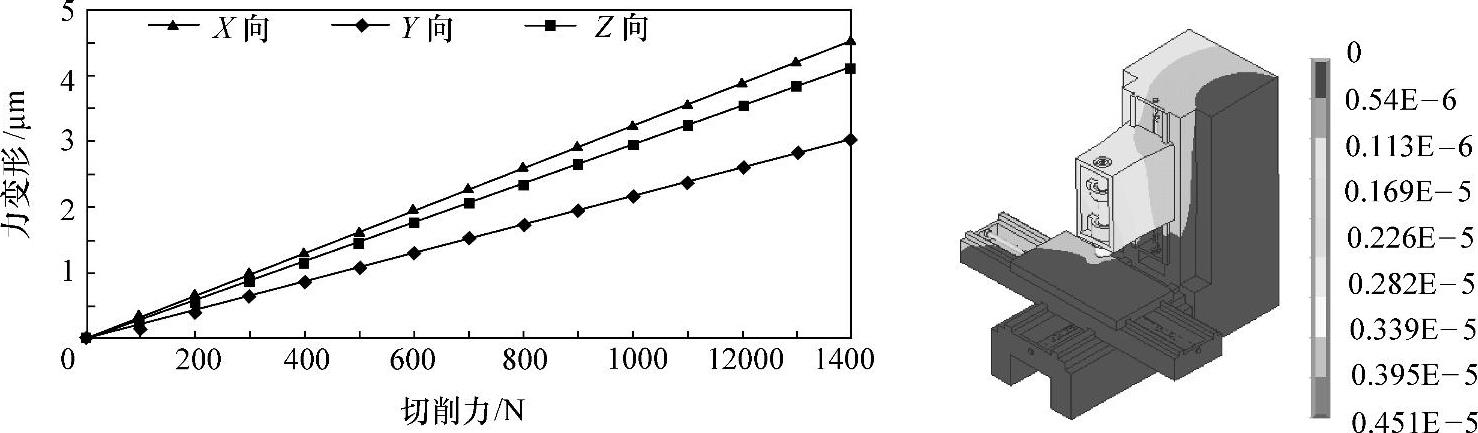
图2-26 机床力变形分析(https://www.xing528.com)
由于加工中心铣削是断续冲击切削的,所以加工时铣削力以一定的频率施加到机床上造成机床振动。为了分析机床的固有频率和振幅,对机床进行了模态分析,图2-27给出了机床1~3阶振型及振幅图。
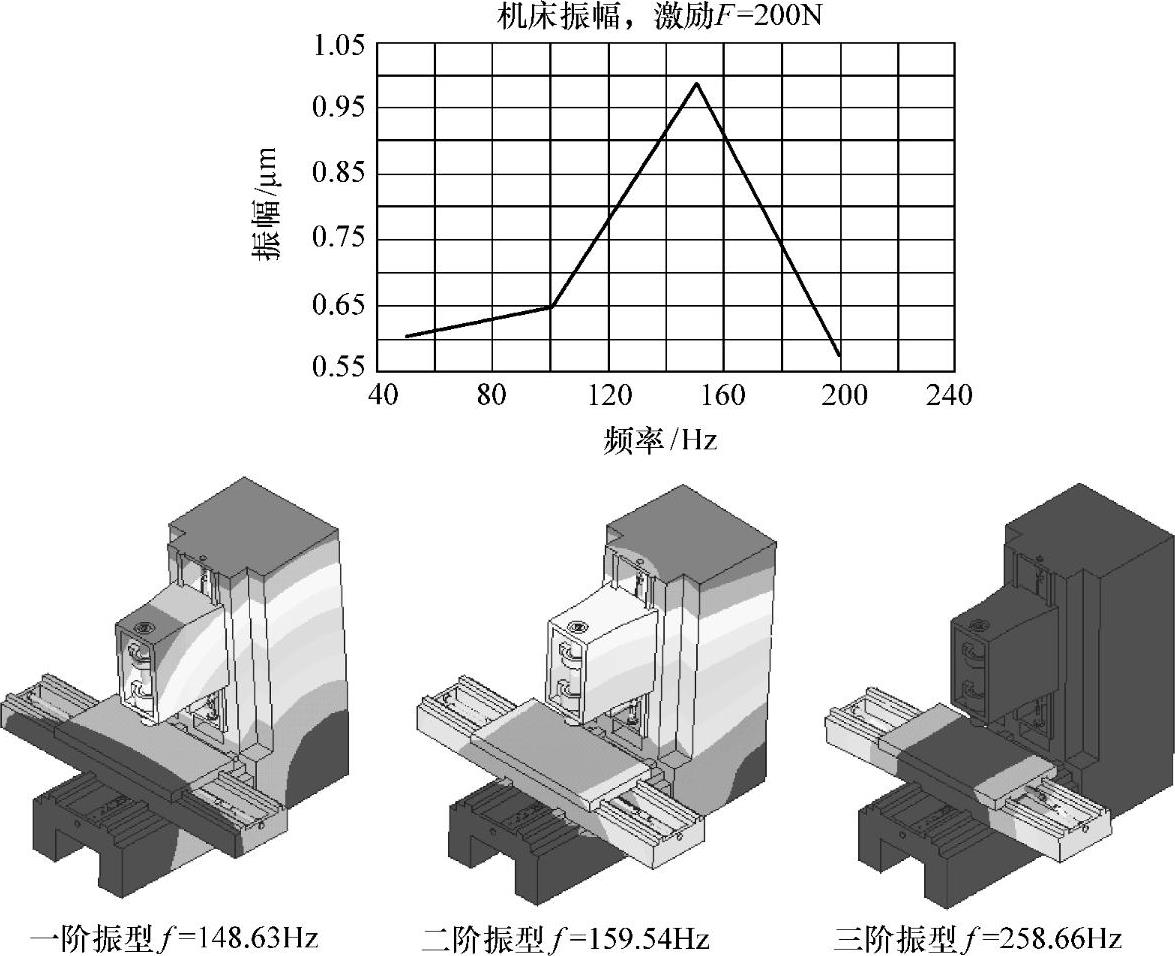
图2-27 机床振型及振幅图
由图2-27可以看出,机床在自振频率时的振幅最大为1μm。在切削加工时为避免激起共振,应避开各阶频率。以直柄三齿立铣刀为例,其在转速为2972r/min时达到一阶固有频率148.63Hz,转速为3190r/min时达到二阶固有频率159.54Hz,转速为5173r/min时达到三阶固有频率258.66Hz,转速为5620r/min时达到四阶固有频率281.03Hz,转速为5799r/min时达到五阶固有频率289.935Hz,在以上转速时机床产生共振,因此在实际切削加工时应避开以上频率段。
4.机床力误差元素
(1)移动副力误差元素 机床运动部件在切削力、重力等的作用下,其运动轨迹偏离理想运动轨迹而产生力误差。当工作台沿X方向移动时,存在六个力误差元素:
三个移动误差:X向线性位移误差δxFx、Y向直线度误差δyFx和Z向直线度误差δzFx。
三个转角误差:绕X轴的倾斜误差εxFx、绕Z轴的偏摆误差εzFx和绕Y轴的俯仰误差εyFx。
同理,工作台沿Y方向移动时,存在三个移动误差:Y向线性位移误差δyFy、X向直线度误差δxFy和Z向直线度误差δzFy;三个转角误差:绕Y轴的倾斜误差εyFy、绕Z轴的偏摆误差εzFy和绕X轴的俯仰误差εxFy。
同理,工作台沿Z方向移动时,存在三个移动误差:Z向线性位移误差δzFz、Y向直线度误差δyFz和X向直线度误差δxFz;三个转角误差:绕Z轴的倾斜误差εzFz、绕X轴的俯仰误差εxFz和绕Y轴的偏摆误差εyFz。
由于机床三个坐标轴XYZ相互垂直,故还存在三个垂直度力误差:SxFy、SxFz、SFyz。
(2)转动副力误差元素 机床转动副绕转轴转动时存在六个力误差元素,包括三个移动误差和三个转角误差。当A轴绕转轴X转动时,由于切削力、重力、装夹力等的影响,产生六个力误差元素:
三个移动误差:X向线性位移误差δxFA、Y向直线度误差δyFA和Z向直线度误差δzFA。
三个转角误差:绕X轴转角误差εxFA、绕Z轴转角误差εzFA和绕Y轴转角误差εFyA。
同理,B轴绕转轴Y转动,存在三个移动误差:X向直线度误差δxFB、Y向线性位移误差δyFB和Z向直线度误差δzFB;三个转角误差:绕X轴的转角误差εxFB、绕Z轴的转角误差εzFB和绕Y轴的转角误差εyFB。
同理,C轴绕转轴Z转动,存在三个移动误差:X向直线度误差δxFC、Y向直线度误差δyFC和Z向线性位移误差δzFC;三个转角误差:绕X轴的转角误差εxFC、绕Z轴的转角误差εzFC和绕Y轴的转角误差εyFC。
由于A、B、C轴分别平行于YOZ平面、XOZ平面和XOY平面,故还存在6个平行度力误差元素:ηyFA、ηzFA、ηxFB、ηzFB、ηxFC和ηFyC。
(3)主轴力误差元素 机床主轴旋转时存在五个力误差元素,包括三个移动误差:X向直线度误差δxFS、Y向直线度误差δyFS和Z向线性位移误差δzFS;两个转角误差:绕X轴的转角误差εxFS和绕Y轴的转角误差εyFS。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。