



【摘要】:注意,在操作的过程中,不得损伤加工定位基准。另外,要将各穿丝孔内的氧化皮等渣滓清除干净,以免在线切割加工过程中由于氧化皮的绝缘使电极丝找正以及切割加工不能正常进行。图4-17 各型腔跳步加工顺序
1.工件准备
根据以上加工工艺分析,工件坯料经过锻造、去应力退火、坯料的粗加工(铣削、磨削、画线、钻孔)、热处理、坯料的精加工(精磨)后,由钳工进行最后的研磨。注意,在操作的过程中,不得损伤加工定位基准。另外,要将各穿丝孔内的氧化皮等渣滓清除干净,以免在线切割加工过程中由于氧化皮的绝缘使电极丝找正以及切割加工不能正常进行。
2.工件装夹
安装工件坯料之前,应将电极丝抽掉,以方便安装和工件的校正。将加工好的坯料以桥式支撑方式装夹到数控高速走丝电火花线切割机床的工作台上,工件安装在工作台面的中间位置,以免在加工过程中,加工的范围超过机床的极限位置或者切割到工作台。由于拟加工型腔孔的尺寸精度与位置精度要求很高,对安装及找正的要求也就高。采用拉表法进行校正,校正需要在两个定位基准面以及工件的上平面等三个方向进行。用磁力表座将千分表固定在丝架或其他相对于床身不动的部件上,并保证固定可靠。使表的测头与工件需校正的表面接触,往复移动工作台,按表的指示值调整工件的位置,直到工件被调整到准确的位置,满足加工要求为止。然后,用压板压紧工件,如图4-16所示。
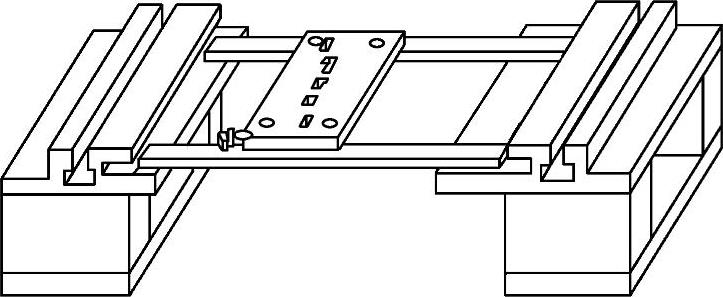
图4-16 工件坯料的安装(https://www.xing528.com)
3.安装电极丝
按照前面介绍的方法安装电极丝,型腔各孔加工的顺序为1→2→3→4→5→6→7→8→9,如图4-17所示,电极丝应首先从工件坯料型腔1的穿丝孔进行安装。安装电极丝的时候,需检查电极丝是否在导轮槽中,与导电块接触是否良好,松紧度(电极丝张力)是否合适。应该注意的是,在安装电极丝前先要校正电极丝的垂直度。
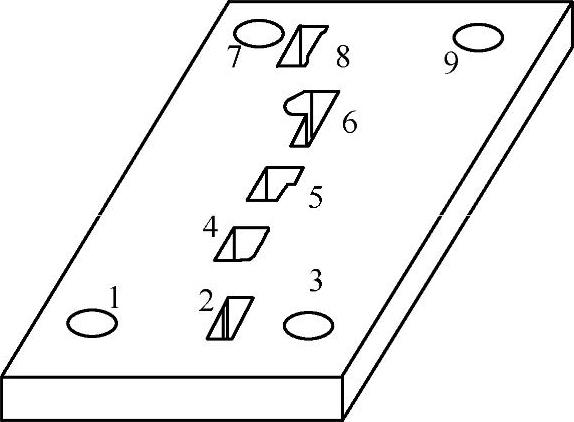
图4-17 各型腔跳步加工顺序
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。