



(1)结构特点 图4-15所示为跳步模凹模板,零件的长度为280mm,宽度为148mm,厚度为35mm,该工件成形部分由5个不规则的型腔孔和4×φ18mm导向孔构成,各个型孔之间有严格的位置要求,另有4×φ24mm安装定位孔。
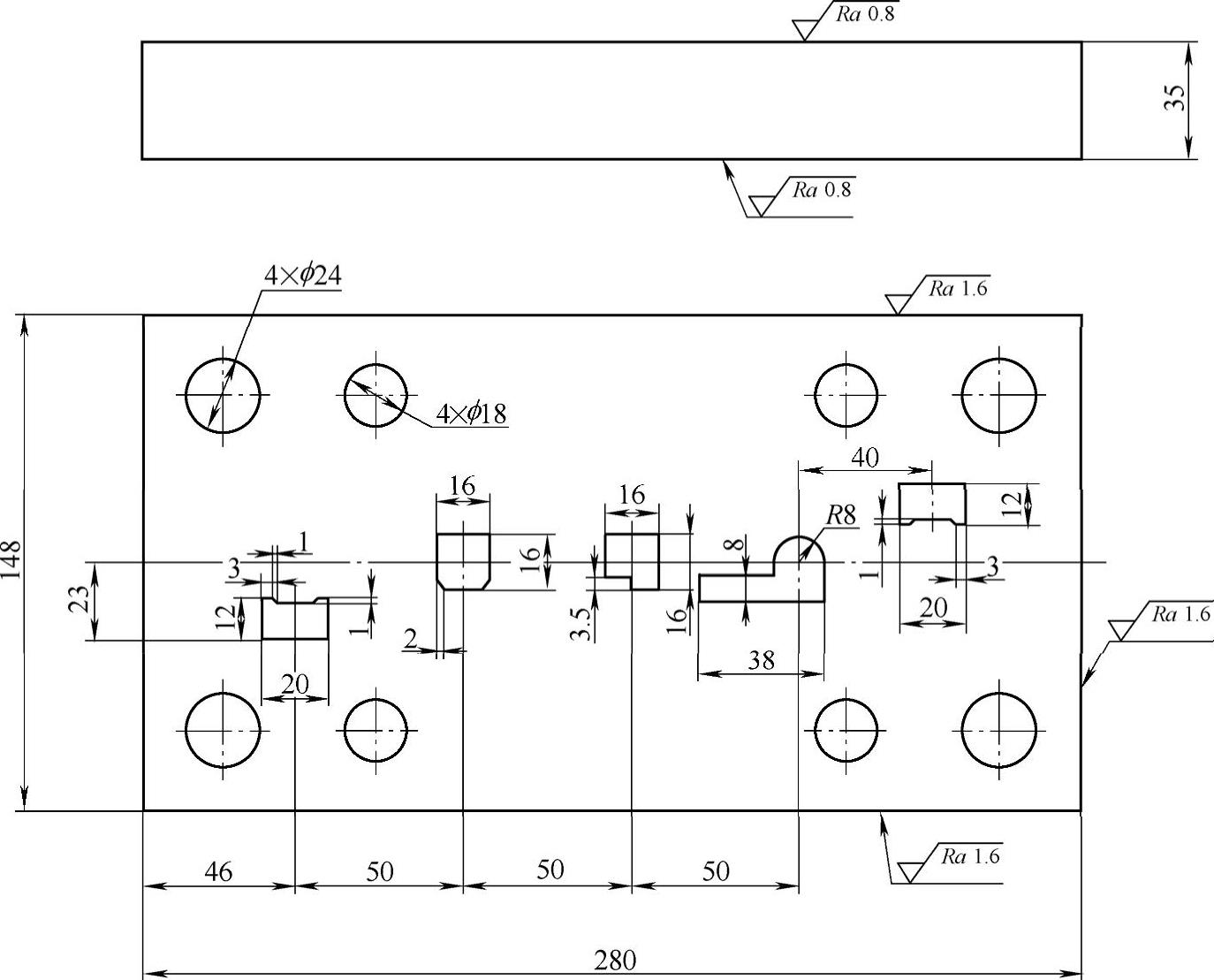
图4-15 凹模零件图
(2)工件坯料形式选择 根据工件的使用要求和结构特点,确定坯料的供应形式为锻造件,锻造后应进行退火处理,以消除锻造应力,改善加工性能。(https://www.xing528.com)
(3)材料与热处理分析 工件材料选择为Cr12MoV,该种材料的可锻性、淬火性良好,热处理变形小,是制造冲压模具的典型材料。
(4)坯料制造工艺方案 根据工件的结构特点与使用要求,在制造坯料的时候,可以采用以下工艺方案。下料→锻造→退火→铣削外形→粗磨各表面→画线、4×φ24mm孔钻好、其余型腔钻好穿丝孔φ4mm、去飞边→热处理(淬火、回火)→精磨(精磨上、下面和基准面)→线切割坯料。注意,在精磨的时候一定要保证上下平面的平行度,保证两个定位基准面的垂直度及其与上下平面的垂直度,为线切割加工找正时提供基准。
(5)线切割工艺分析 由于5个不规则的型腔孔和4×φ18mm导向孔尺寸精度与位置精度要求较高,必须要保证其位置关系以及与上下两平面的垂直度。因此穿丝孔位置关系必须准确,以免影响后续加工;安装工件的时候,必须保证工件坯料的定位基准面与机床的X轴和Y轴有准确的关系;在加工之前应对电极丝的垂直度进行校正;在型腔孔即将加工完成的时候,注意最后一段曲线切割完成之前,应采用合适的措施避免切割的落料直接落下,引起断丝(由于型腔孔尺寸不大,可以用强力磁铁吸住已加工部分);在加工过程中采取适当措施,避免工件变形引起夹丝、断丝和短路等状况的出现。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。