



1.加工程序的准备与检查
将编制好的加工程序通过存储设备复制到机床硬盘或者直接从机床的硬盘中调入到当前控制系统中。应用机床控制系统中的“加工预演”或者“校验画图”等功能对所调用的加工程序进行检查,如有必要,在不安装电极丝、不开脉冲电源、不开储丝筒的动作和不打开工作液泵的条件下,可进行“模拟运行”,以检查工件的安装位置是否合适,加工是否超过机床的极限。
2.确定加工起始点的位置
使用机床“接触感知”功能,用自动“找中心”方法,确定电极丝的起始位置。由于与坯料的相对位置要求不高,也可以采用“目测法”确定电极丝的起始位置。
3.设定脉冲电源的电加工参数
根据机床电源的特点,设定脉冲电源加工参数。不同厂家、不同型号的脉冲电源加工参数的选择有所不同,这里设定的加工参数仅供参考。
脉冲宽度Ton=12μs,脉间隔Toff=48μs,功率管数Ip=3个。(https://www.xing528.com)
4.切割加工
(1)内部图形的加工 打开高频脉冲电源启动开关,将断丝保护等置于开启状态。先打开运丝开关,再打开工作液泵,检查正常无误时,启动运行程序,加工开始,加工过程状态控制图如图4-14所示。注意,不同型号的机床启动切割加工可能略有不同,请参阅所操作机床的《使用说明书》。
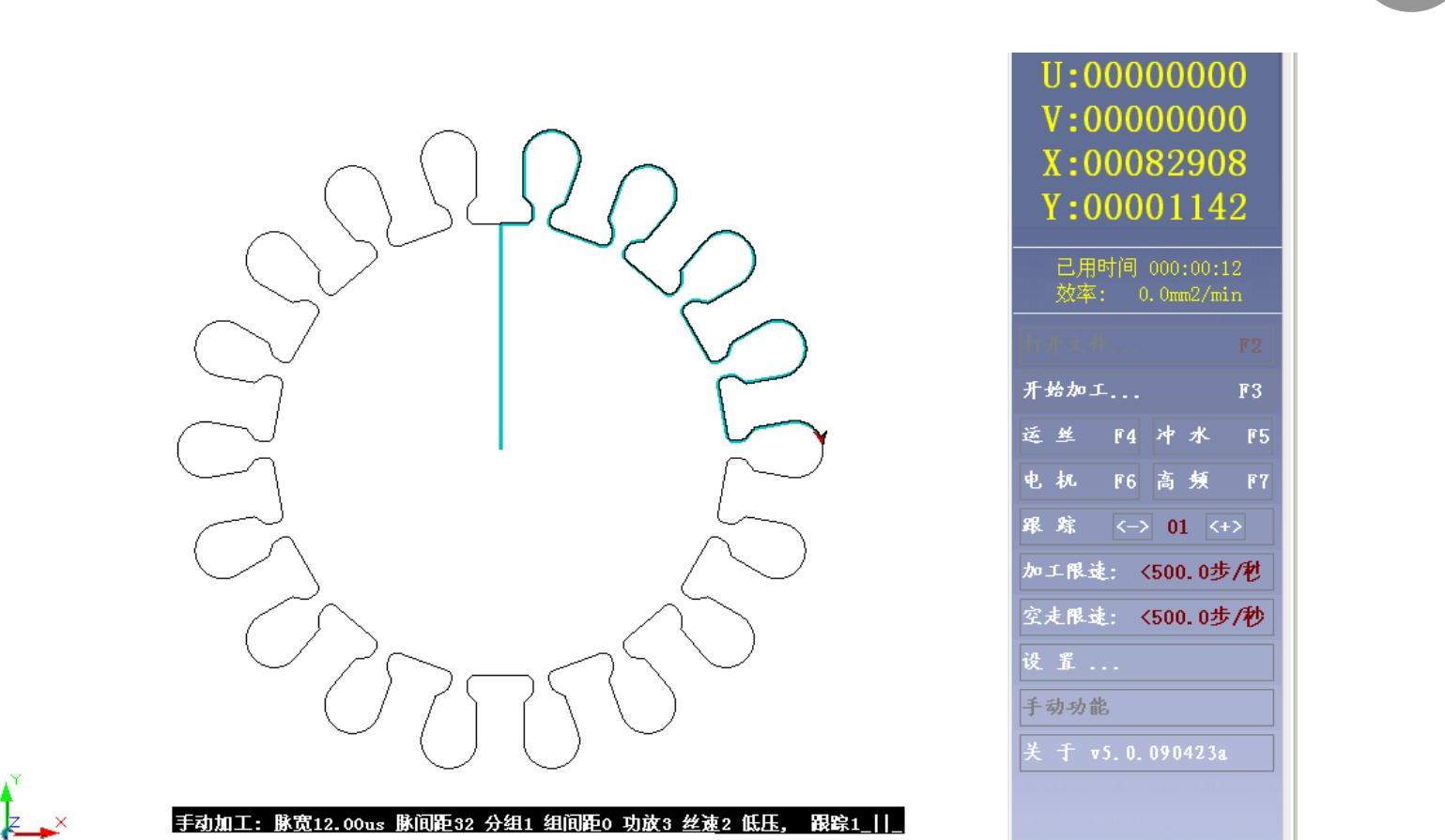
图4-14 圆片零件加工过程状态控制图
加工时应注意加工状态的监控,当控制面板上的电流表摆动不定时,说明加工过程不稳定。引起不稳定的原因有:加工参数设置不当、工作液供应不足、工件材料存在问题等。根据加工情况找到问题所在,进行适当调整,使加工在稳定的状态下进行。
(2)外部图形的加工 由于该工件的内部图形与外部图形有较高的位置要求,所以当内部图形加工完成之后,将电极丝抽出,并用机床移动的方式,将机床工作台准确地移动到外部图形的起始点的位置上去,并重新安装电极丝,调整好各个部位并进行加工。由于是一个工件坯料,所以加工参数不需重新设定。只需注意,在最后一段曲线切割完成之前,应采用合适的措施避免切割的落料直接落下,砸伤丝架或者引起断丝。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。