



【摘要】:夹紧的位置根据环形片形状而定,既要可靠装夹,又不能影响切割加工。由于硅钢片之间有绝缘层,在准备工件的时候应使得硅钢片孔与夹紧螺栓接触良好,或者在夹紧的硅钢片侧面用锡焊焊一根铜丝,以保证加工时导电良好。然后,根据加工穿丝孔的位置要求,画线加工出穿丝孔,并清理毛刺及污物。
1.工件准备
根据以上分析,按照工件加工要求剪裁数片3~5mm的硅钢片坯料用的平直钢板并夹紧,下面夹板的两侧应比铁心坯料长30~50mm,以便装夹。夹板的上下平面一般需经过磨削加工,以保证装夹可靠。夹紧的位置根据环形片形状而定,既要可靠装夹,又不能影响切割加工。由于硅钢片之间有绝缘层,在准备工件的时候应使得硅钢片孔与夹紧螺栓接触良好,或者在夹紧的硅钢片侧面用锡焊焊一根铜丝,以保证加工时导电良好。然后,根据加工穿丝孔的位置要求,画线加工出穿丝孔,并清理毛刺及污物。准备好的工件坯料如图4-2所示。
2.工件装夹
将准备好的工件坯料以桥式支撑方式装夹,如图4-3所示。由于工件为环形(不存在内外图形方位要求),所以机床坐标系与编程坐标系的一致性要求不高,工件安装在工作台面的中间位置用一对压板压紧,采用画线法对工件进行校正,校正后,再用压板压紧工件。
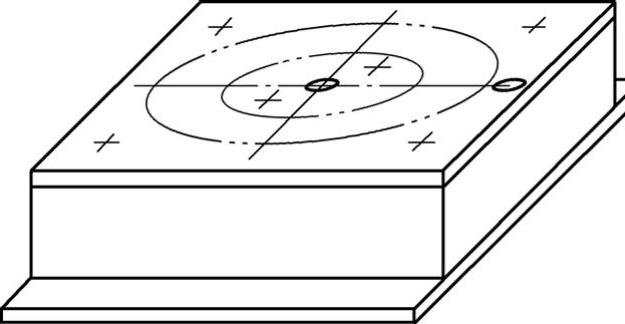
图4-2 准备好的工件坯料(https://www.xing528.com)
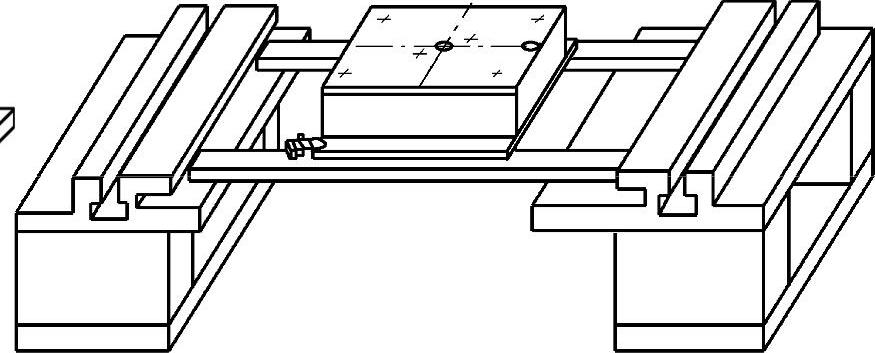
图4-3 工件坯料的安装
3.安装电极丝
按照前面介绍的方法安装电极丝,因为先加工内部的图形,电极丝应从工件坯料的中心的穿丝孔进行安装,检查电极丝是否在导轮槽中,与导电块接触是否良好,松紧度(电极丝张力)是否合适。应该注意的是,在安装电极丝前先要校正电极丝的垂直度。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。