



1.通过工件边缘确定电极丝的位置
如图3-17所示,当加工工件有预先加工好的部位,且该部位与拟用数控高速走丝线切割机床加工的部分有较高的位置要求,预先加工好的部位是以边缘定位加工的。图中,双点画线表达的是需线切割加工的轮廓,框内的实线部分是预先加工好的部分,A点为加工起始点。此时,可以用工件的边缘来找准电极丝的位置。如确定的电极丝起始点的位置距离左边为a,距下边为b,电极丝定位的过程可以按照如下方法确定。首先用接触感知功能找好左边,并将X坐标清零,然后再用同样的方法接触感知下边,将Y坐标清零。然后抽出电极丝,使用机床机动移动功能,将电极丝的位置移动到(a+d/2,−b+d/2)的位置上去,这里,d为电极丝的直径,此时电极丝的位置即是规定的起始点的位置。
此方法对于型腔与工件边缘有较高精度的位置要求,且预留的加工部分不规则情况尤为实用。对于加工坯料余量不大,或者在一块坯料上加工多个工件,且需节约材料的情况下,应用本方法可以得到较好的效果。
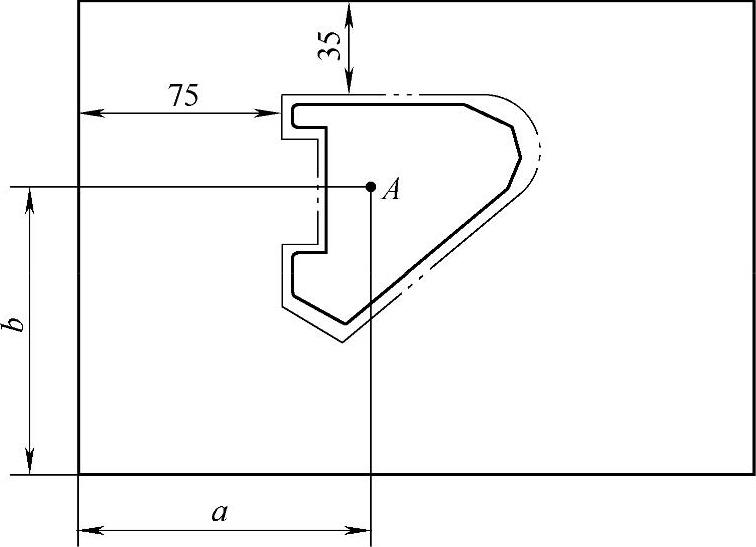
图3-17 通过工件边缘确定电极丝的位置
2.通过找穿丝孔中心确定电极丝的位置(https://www.xing528.com)
当加工工件为型腔,且与工件的其他部位有较高位置精度要求时,或者完成内部型腔与外形的加工只通过一次装夹时,可以通过精确预加工穿丝孔,并以穿丝孔为基准,确定电极丝的位置。此时可以应用自动找正方法,确定电极丝的位置,并作为起始点进行编程加工,这样可以较好地确定电极丝的位置。如图3-18所示工件的加工,先用自动找中心,确定加工A部分的起始点。A部分加工完成后,将电极丝抽出,按照预定的B部分起始点的位置,应用机床机动移动功能,将电极丝移动到B起始点的位置进行加工,这样就能较好地保证所加工的两部分或多部分的位置精度。

图3-18 通过找穿丝孔中心确定电极丝的位置
3.通过间接找正的方法确定电极丝的位置
所谓间接找正即电极丝不直接找正工件,而是通过找正工件工装(夹具、胎具)的位置确定电极丝的位置。这种方法是在安装好工装之后,找正工装的X、Y方向的位置,根据工装与工件的位置关系,确定电极丝起始位置,也就是说,通过一次找正,可以加工多个相同的工件,所以此方法适用于批量加工情况。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。