



在工作中,电极丝是否与工作台垂直将直接影响着电火花线切割加工的精度。在新机床投入使用时以及线切割机床工作一段时间后,需定期对电极丝相对于工作台的垂直度进行校正。常用校正的方法有两种,即校正块校正和校直仪校正。
1.校正块校正
用校正块校正是实际生产中常用的方法,这种方法操作简单,效率高,容易掌握。缺点是校正的精度不高。所采用的校正块有六方体校正块、圆柱体校正块等,一般由机床生产厂家提供。在校正之前,先目测电极丝的垂直度,如果明显不垂直,调节U、V轴,使电极丝与工作台尽量垂直。然后把校正块稳定地安装在工作台面上,启动储丝筒并加上脉冲电压,移动工作台,使电极丝慢慢沿X方向或Y方向靠近校正块,直到开始产生火花。用肉眼观察产生的火花,如果沿垂直方向产生的火花均匀,说明电极丝垂直度良好。如果上下火花不均匀,则需要调整。X轴方向的垂直度通过U轴进行调整,Y轴方向的垂直度通过V轴调整,直到上下火花均匀为止。应该注意的是,在调整过程中,电极丝一定要运动起来,否则电极丝将因长时间局部放电引起断丝。另外,电极丝不可以长时间接触校正块,以免损伤校正块表面,使其失去较正功能。校正过程如图3-12所示。

图3-12 校正块校正电极丝垂直度(https://www.xing528.com)
2.校直仪校正
校直仪校正精度较高,操作也较方便快捷。校直仪是由测量头和指示灯构成的仪器,当电极丝与测量头接触时,指示灯就会亮。它的灵敏度较高,支座一般由的灵敏度较高,支座一般由大理石或者花岗岩制成。与校正块校正过程类似,在校正时,使电极丝缓慢靠近测量头,如果电极丝垂直度好,则上下指示灯同时亮。如果不垂直,则上下指示灯不能同时亮,此时需要调整,调整方法与上述校正块调整方法相同。校直仪如图3-13所示。
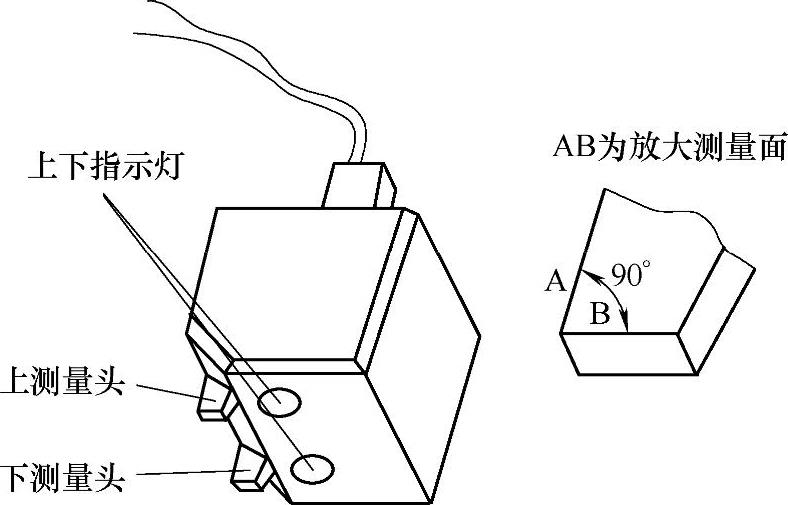
图3-13 校直仪
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。