



装夹工件时,在夹紧工件之前,应先对工件的位置进行校正(找正),使工件的定位基准面分别与机床工作台的进给方向保持平行,以保证所切割的表面与基准面之间的相对位置精度。常用的校正方法有拉表法、画线法和固定基面靠定法。
1.拉表法
所谓拉表法即使用百分表或千分表进行校正,校正时,用磁力表座将百分表或千分表固定在丝架或其他相对于工作台不动的位置上,并保证固定可靠。使表的测头与工件需校正的表面接触,往复移动工作台,按表的示数(指示值)调整工件的位置,直到工件被调整到准确的位置,满足加工要求为止。一般地,校正应该在纵向、横向和垂直方向等三个方向来进行。
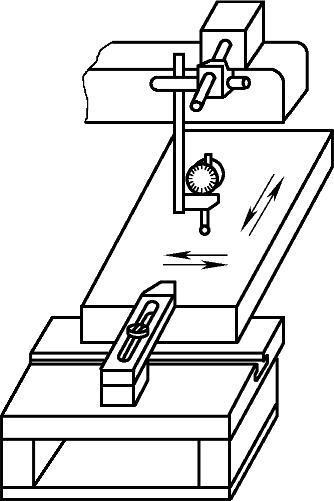
图3-7 拉表法校正
应该注意的是,所选择的校正面应准确可靠,不精确的校正面会影响校正精度。另外,在夹紧工件后,还应重新拉表检查,以免在夹紧的过程中,因施加夹紧力而使校正好的工件的位置发生改变。拉表法校正如图3-7所示。
2.画线法
当工件需切割的形状与定位基准之间的相互位置精度要求不高时,可采用划针代替百分表或千分表进行校正,这种方法方便快捷,容易上手。具体操作过程为:利用固定在丝架上的划针对准工件上画出的基准线,往复拉动工作台,目测基准线与划针之间的偏离情况,将工件调整到合理的位置。使用画线法进行校正的时候,应该注意以下几个方面:工件的基准面应尽可能清洁、无毛刺;所画的基准应尽可能准确、清晰;所打的样冲孔用力不能太大,且用力要均匀。画线法校正如图3-8所示。(https://www.xing528.com)
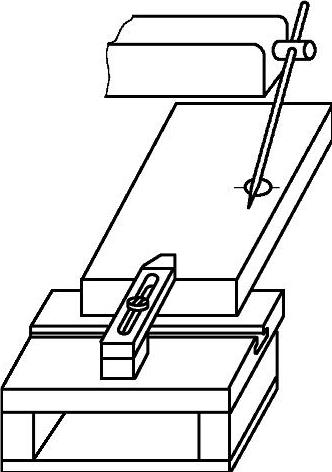
图3-8 画线法校正
3.固定基准面靠定法
固定基准面靠定法是利用通用或专用夹具纵横方向的基准面,经过一次校正后,保证基准面与机床相应坐标方向一致,并稳定可靠地装夹于机床上。此时,具有相同加工基准面的工件可以直接安装定位,进行加工。应该注意的是,该方法在使用一段时间后,应及时检查,如果定位基准面定位误差超过规定值,必须及时调整,以保证其定位精度。这种方法适用于批量工件的加工,固定基准面靠定法校正如图3-9所示
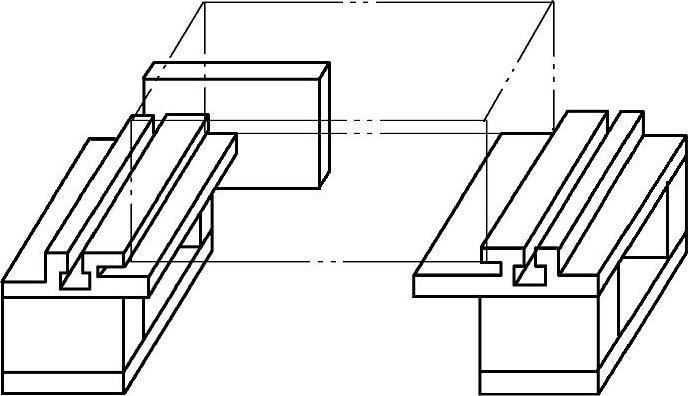
图3-9 固定基准面靠定法校正
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。