



1.悬臂式装夹
悬臂式装夹是将工件直接装夹在工作台面上或桥板式夹具的刃口上,如图3-1所示。这种装夹方式通用性强、使用方便。但由于工件单端固定,另一端呈悬梁状,因而工件平面不易平行于工作台面,易出现上仰或下斜,致使切割表面与其上下平面不垂直或不能达到预定的精度。另外,加工中工件受力时,位置容易变化,一般当工件的技术要求不高的情况下才能使用。
2.两端支撑装夹
两端支撑装夹是将工件两端固定在工作台面或夹具上,如图3-2所示。这种方法通用性也较强,夹持方便,夹紧力控制均匀,定位简单,精度较高,一般不适用于较小工件的装夹。
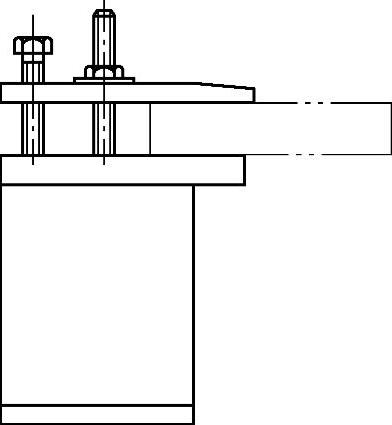
图3-1 悬臂式装夹

图3-2 两端支撑装夹
3.桥式支撑装夹
桥式支撑装夹是将线切割专用桥板,采用两端支撑方式架在双端支撑夹具上,如图3-3所示。其特点是通用性强,装夹方便,对大、中、小工件都可方便地进行装夹,特别是带有相互垂直的定位基准面的夹具,可节省使侧面具有平面基准的工件的找正等工序。

图3-3 桥式支撑装夹
4.板式支撑装夹(https://www.xing528.com)
板式支撑装夹是根据常用的工件形状和尺寸,采用有通孔的支撑板装夹工件,如图3-4所示。这种装夹方式定位精度高,安装使用方便,装夹效率高,适用于常规生产和批量生产。

图3-4 板式支撑装夹
5.复式支撑装夹
复式支撑装夹是在桥式夹具上再固定专用夹具而成,如图3-5所示。这种装夹方式可以很方便地实现工件的成批加工,能快速地装夹工件,因而可以节省装夹工件的辅助时间。
6.磁性夹具装夹
采用磁性工作台或磁性表座夹持工件,如图3-6所示。这种装夹方式是依靠磁性力来装夹工件的,不需要压板和螺栓进行压紧,操作调整迅速简便、通用性强,应用范围广。
另外,对于特殊形式的工件的加工,如轴类工件、需精确分度类工件、螺旋回转类工件的加工,可根据加工要求采用V形块夹具、分度头夹具以及专用夹具进行加工,这里不一一详述。

图3-5 复式支撑装夹

图3-6 磁性夹具装夹
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。