



数控高速电火花线切割机床主要由床身、坐标工作台、走丝机构、锥度切割装置、工作液循环系统、脉冲电源、附件和夹具等几部分组成。图1-10所示为数控快走丝线切割机床。
1.床身
床身一般为铸件,是坐标工作台、绕丝机构及丝架的支撑和固定基础,通常采用箱式结构,应有足够的强度和刚度。床身内部安置电源和工作液箱,考虑电源的发热和工作液泵的振动,有些机床将电源和工作液箱移出床身外另行安放。
2.坐标工作台
电火花线切割机床对零件轮廓的加工是通过坐标工作台与电极丝的相对运动来完成的。坐标工作台是指在水平面上沿着X轴和Y轴两个坐标方向移动,用于装夹摆放工件的“平台”。坐标工作台由步进电动机、滚珠丝杠和导轨组成。控制系统每发出一个进给信号,步进电动机就转动一定角度,经过减速器,带动丝杠旋转,通过丝杠螺母副,将电动机的旋转运动变为工作台的直线运动,带动工件实现X、Y两个坐标方向各自的进给运动,这两个运动经合成可实现各种平面图形的曲线轨迹。
3.走丝机构
电火花线切割走丝机构是能使电极丝具有一定的张力和直线度,以给定的速度稳定运动,并可以传递给定的电能的机构。在快走丝线切割机床上,电极丝张力与排绕在储丝筒上的电极丝的拉紧力有关,储丝筒通过联轴器与驱动电动机相连。为了重复使用电极丝,有专门的换向装置控制电动机做正、反向交替运动。在运动过程中,电极丝由支架支撑,依靠导轮保持电极丝与工作台垂直或切割锥度时倾斜一定的几何角度。数控电火花线切割走丝机构结构示意如图1-11所示。
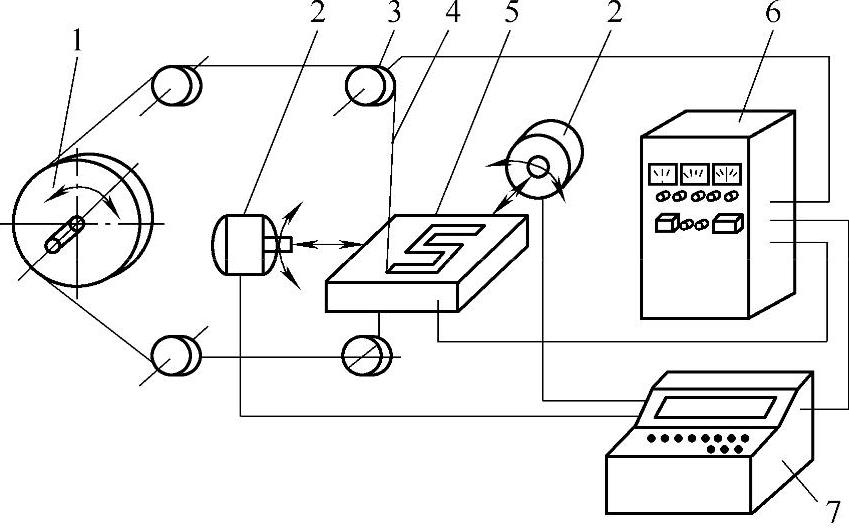
图1-11 数控电火花线切割走丝机构结构示意图
1—储丝筒 2—工作台驱动电动机 3—导轮 4—钼丝 5—工件 6—数控装置 7—脉冲电源
电极丝是电火花线切割时,用来导电放电的金属丝,是线切割机床的“刀具”,在快走丝线切割中泛指“钼丝”。电极丝的质量直接影响着切割工件的质量,例如在放电条件一定的情况下,直径尺寸精度直接反映到切割工件的尺寸精度上。
导轮部件是确定电极丝位置的部件,主要由导轮、轴承和调整座组成。导轮和轴承由于长期高速运转很容易因磨损而松动,造成电极丝直线位置的不确定,所以需要经常调整导轮松紧或更换导轮和轴承。(https://www.xing528.com)
储丝筒在快走丝线切割机中,兼有收、放丝卷筒的功能。储丝筒一般用轻金属材料制成,工作时,将电极丝的一端固定在储丝筒的一端柱面上,然后按一个方向有序地、密排在储丝筒上缠绕一层,将电极丝的另一端穿过整个走丝机构,回到储丝筒,按缠绕方向将电极丝头固定在储丝筒的另一端柱面上。这样缠绕的电极丝,不论储丝筒向哪个方向旋转,电极丝都会有序地一边放一边收。储丝筒通过联轴器与驱动电动机连接,电动机由专门的换向装置控制其正、反交替运转,从而使电极丝往复运动,反复使用该段电极丝。
4.锥度切割装置
锥度切割装置用来切割有拔模斜度的冲模或工件内、外表面的锥度。大部分数控线切割机床都具有锥度切割装置。实现锥度切割的方法有多种,快走丝线切割机床主要用的是偏移式丝架。一般采用偏移上、下导轮的方法实现电极丝的倾斜,如图1-12所示。用此方法加工的锥度一般较小。
5.脉冲电源
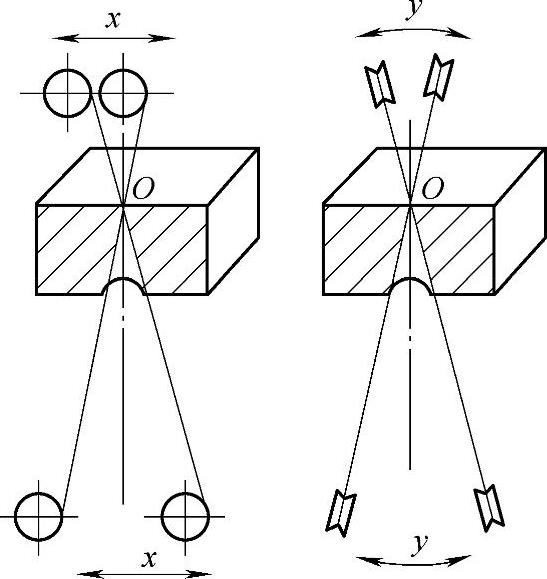
图1-12 偏移上、下导轮,实现锥度切割
脉冲电源是数控线切割机床最重要的组成部分之一,提供工件和电极丝之间的放电加工能量,对加工质量和加工效率有直接的影响。它是决定线切割加工工艺指标的关键装置。数控线切割加工的切割速度、被加工面的表面粗糙度、尺寸精度和形状精度及电极丝的损耗等,都将受到脉冲电源性能的影响。线切割脉冲电源一般是由主振级(脉冲信号发生器)、前置放大级、功率放大级和供给各级的直流电源组成。
受加工表面粗糙度和电极丝允许承载电流的限制,线切割加工脉冲电源的脉宽较窄(2~60μs),单个脉冲能量、平均电流一般较小,所以线切割加工总是采用正极性加工。
6.数控装置
数控装置的主要作用是在电火花线切割加工过程中,按加工要求自动控制电极丝相对工件的运动轨迹和进给速度,从而实现对工件的形状和尺寸加工。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。