



如图3-2所示,折管式粘度管由进样口、弯头、横臂、毛细管、检测泡几部分组成。用微量移液器吸取一定量的样品(如0.45μL)注入进样口,样品经弯头流入小坡度的横臂,然后进入毛细管。由于毛细管内径小、流速慢,样品与毛细管接触充分,样品很快达到恒温要求。样品到达上检测器时,开始计时,到达下检测器时终止计时,流动时间t为样品充满测量球泡的时间。

图3-2 自动折管式运动粘度测定仪
测量结果依照运动粘度计算式(3-1)用粘度管常数乘以流动时间t得到。
ν=Ct (3-1)
式中:ν为运动粘度(mm2/s);C为粘度管常数(mm2/s2);t为实验中测得的流动时间[2]。
根据泊式公式(又称哈要-泊肃叶,Hagen-Poiseuillen定律),则

得到运动粘度计算公式:
 (https://www.xing528.com)
(https://www.xing528.com)
式中:η为动力粘度;ν为运动粘度;R为毛细管半径;L为毛细管长度;p为毛细管两端的压力差;V为在t时间内流经毛细管的流体体积;g为重力加速度;t为V体积流体的流动时间;Q为毛细管的流量;h为液柱高度;ρ为流体密度。
根据式(3-1)及式(3-3),得

根据式(3-4)可知:粘度管常数处(取)决于毛细管的内径、长度、重力加速度,液柱高度及流体。体积对于同一根毛细管,半径、长度,流体体积及重力加速度(同一地点)都已经确定,只要液柱高度不变(图3-3EF段),那么毛细管的常数是确定的。
折管式粘度管的结构设计如图3-3所示。为了保证样品进入横臂后能自由流动,顺畅进入毛细管和清洗时清洗液不滞留在横臂处,常常将横臂设计成有一定的坡度。图中可见h3>h2>h1,对应的C3>C2>C1;在计算或者校准粘度管常数时,一般将样品末端控制在横臂中间,对应的常数为C取C2值。由于只有一个常数,因此当环境或者操作人员改变时会带来相应的测量误差,如样品温度高时,粘度小,加样后移液器吸嘴残留量少,进入粘度管的样品多,则液柱高度高,为h3,常数应为C3;计算时使用的C取值是C2,结果会偏小。反之,当样品温度低,或者样品粘度大时,滞留在微量移液器中的样品多,进入粘度管的样品量少,因此液柱短,测量结果会偏大。导致这类误差的主要原因包括:样品温度、操作人员取样、加样速度及挤压微量移液器的力度、样品粘度、粘度管横臂坡度。
以横臂中点计算液柱高度为100mm左右,粘度管设计制造上保证横臂的最左端和最右端高度差在2mm以内,加样时保证样品末端处于横臂内,数据的重复性和准确性在理论上是可以保证在1%的要求内的。
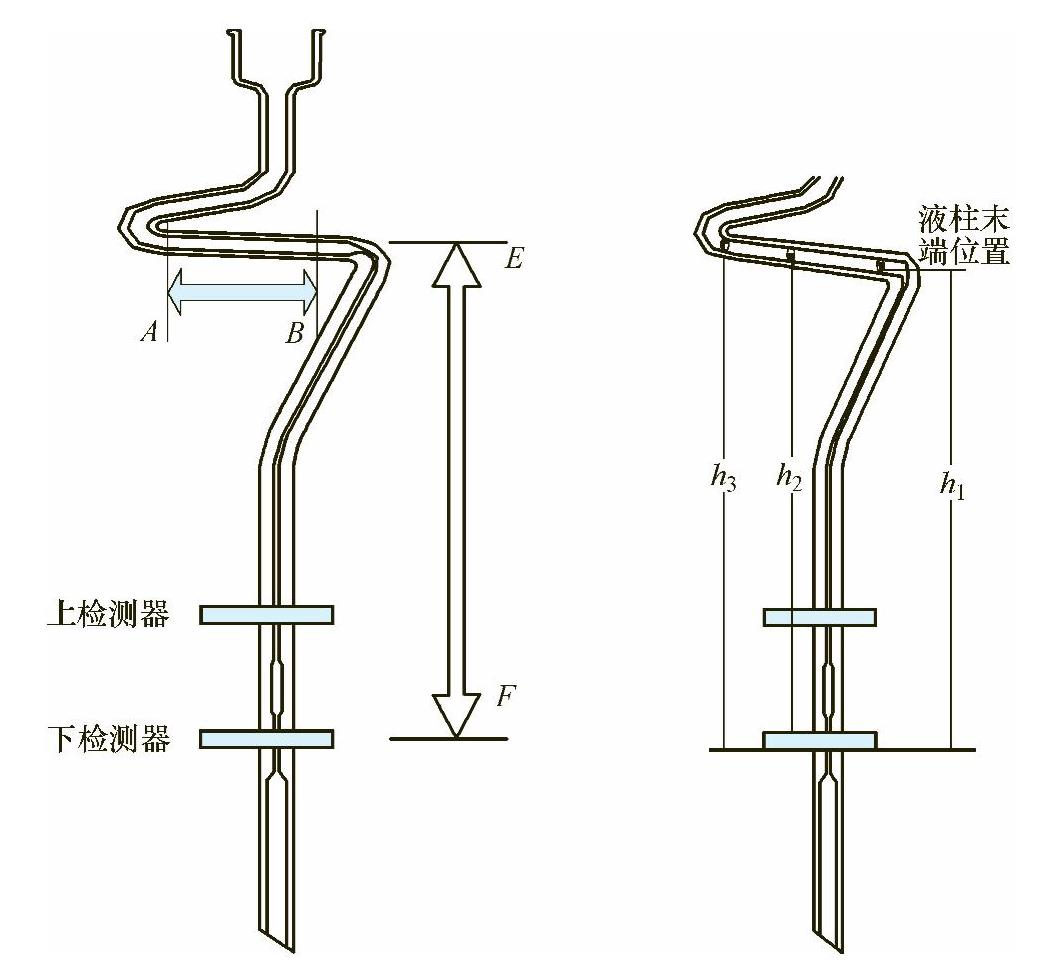
图3-3 折管式粘度管测量原理示意图
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。