



图样表示方法有第一角投影法和第三角投影法两种。我国采用第一角投影法,ISO标准的图形均采用第一角投影法,但规定两种投影法是等效的。
1.2.1 第一角投影法和第三角投影法(GB/T 14692—2008)
绘制机械图样时应采用投射线与投影面垂直的正投影法。正投影法有单面正投影和多面正投影(物体在多个互相垂直的投影面上的投影)之分,将物体置于第一分角内,并使其处于观察者与投影之间的多面投影,称第一角投影法或第一角画法。将物体置于第三分角内,并使投影面处于观察者和物体之间的多面投影,称第三角投影法或第三角画法。第一角投影法和第三角投影法的区别见表2.9-3。
表2.9-3 第一、第三角投影法的区别

1.2.2 视图(GB/T4458.1—2002)
(1)视图选择
1)表示信息量最多的那个视图应作为主视图。投射时物体在投影体系中的位置通常是机件的工作位置或加工位置或安装位置。
2)在明确表示机件的前提下,应使视图(包括剖视图和断面图)的数量为最少。
3)视图一般只画机件的可见部分,必要时才画出不可见部分。
4)尽量避免不必要细节的重复表达。
(2)视图分类和画法(表2.9-4)
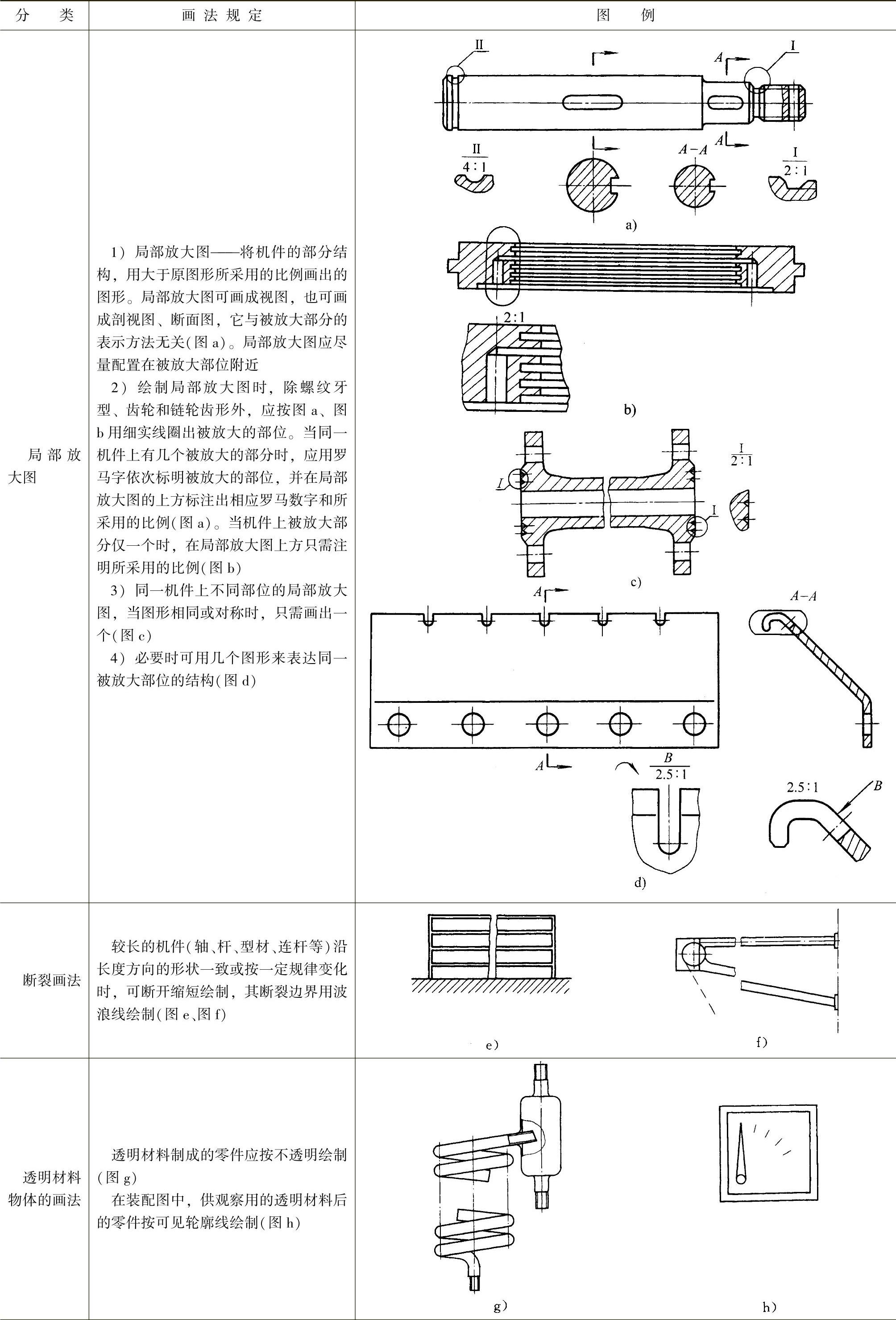
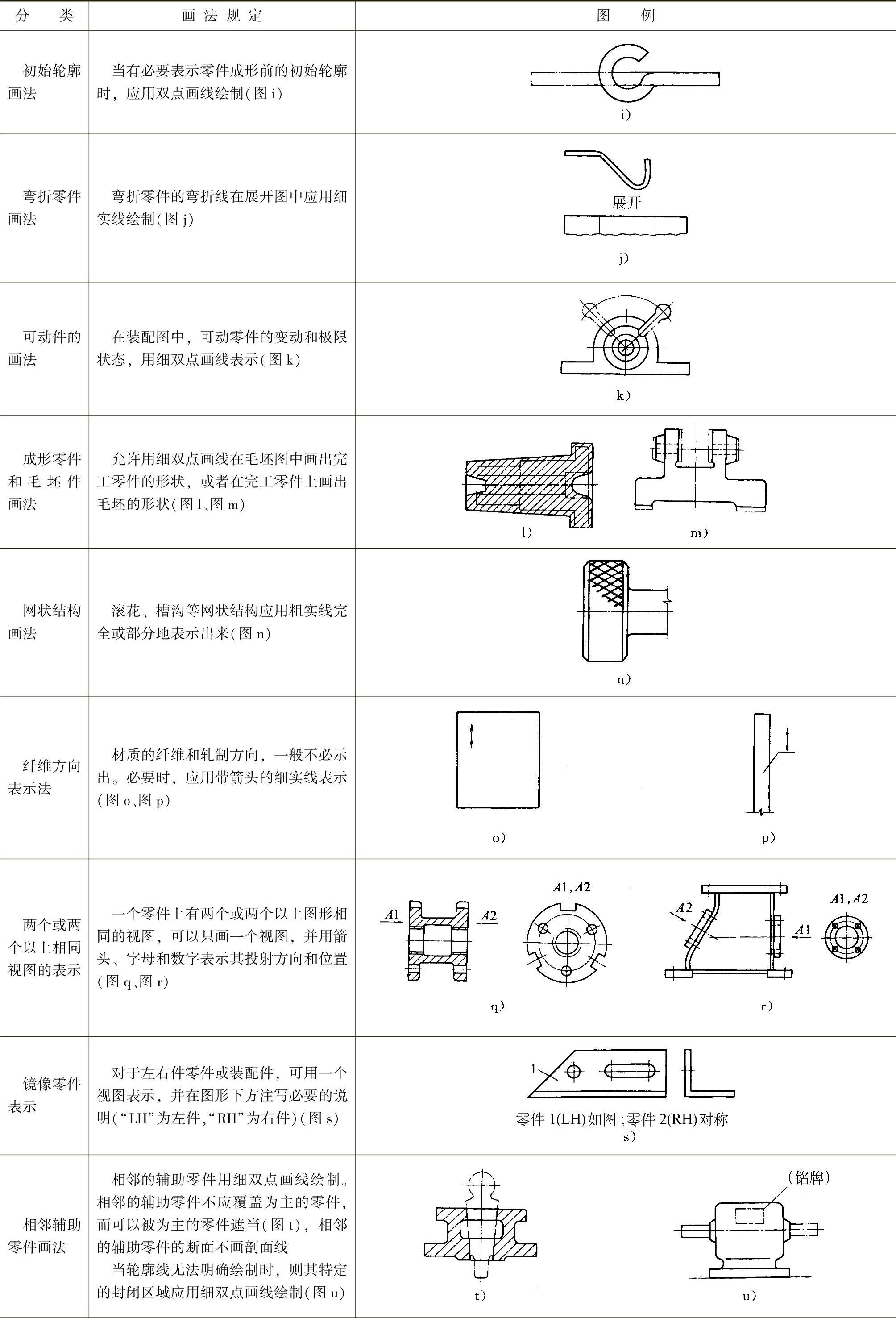
(3)视图的其他表示法(表2.9-5)
表2.9-4 视图分类和画法

(续)
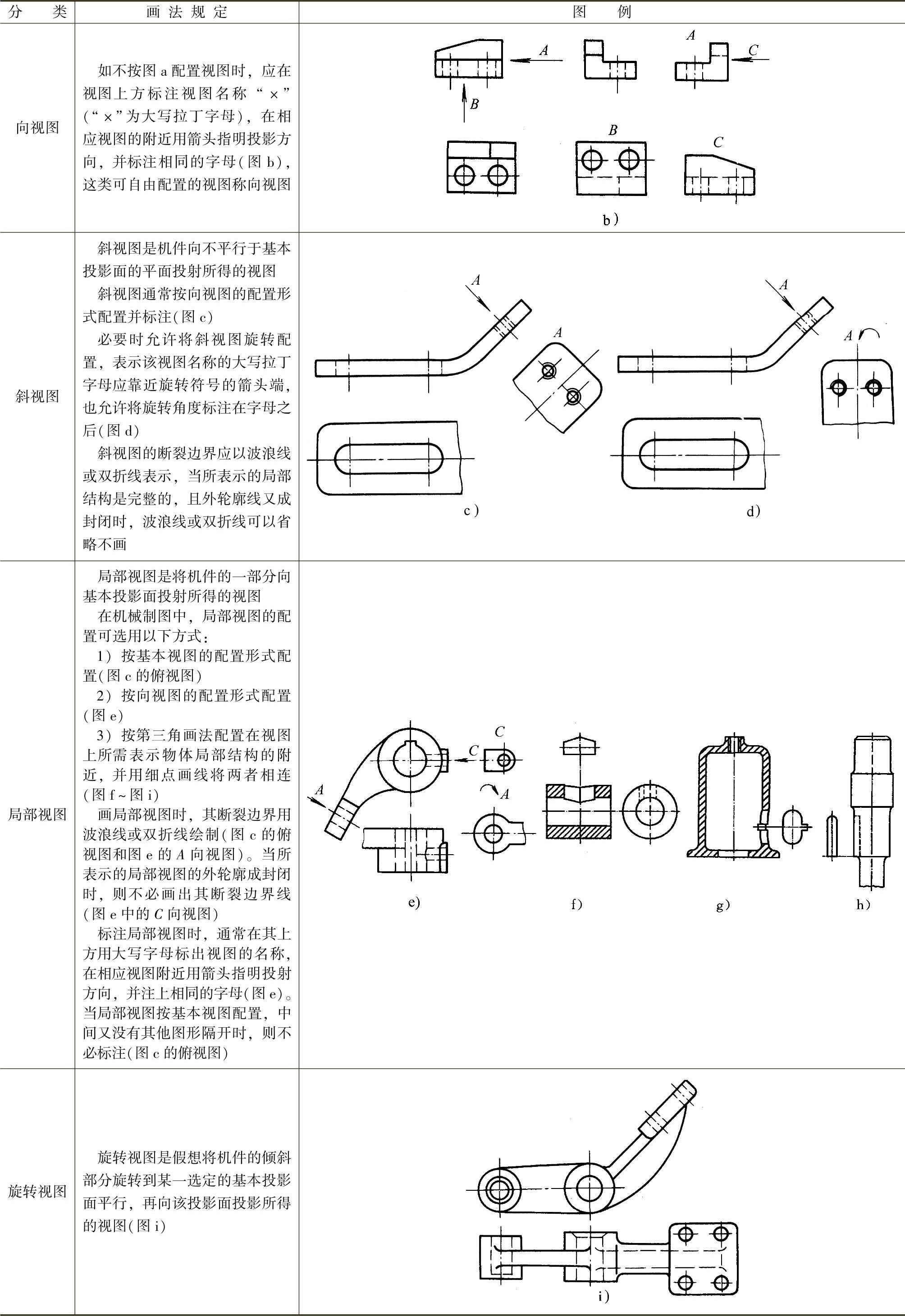
表2.9-5 视图的其他表示法
(续)
(续)

1.2.3 剖视图和断面图(GB/T 4458.6—2002)
(1)剖视图 假想用剖切面剖开机件,将处在观察者与剖切面之间的部分移去,而将其余部分向投影面投射所得的图形称剖视图。
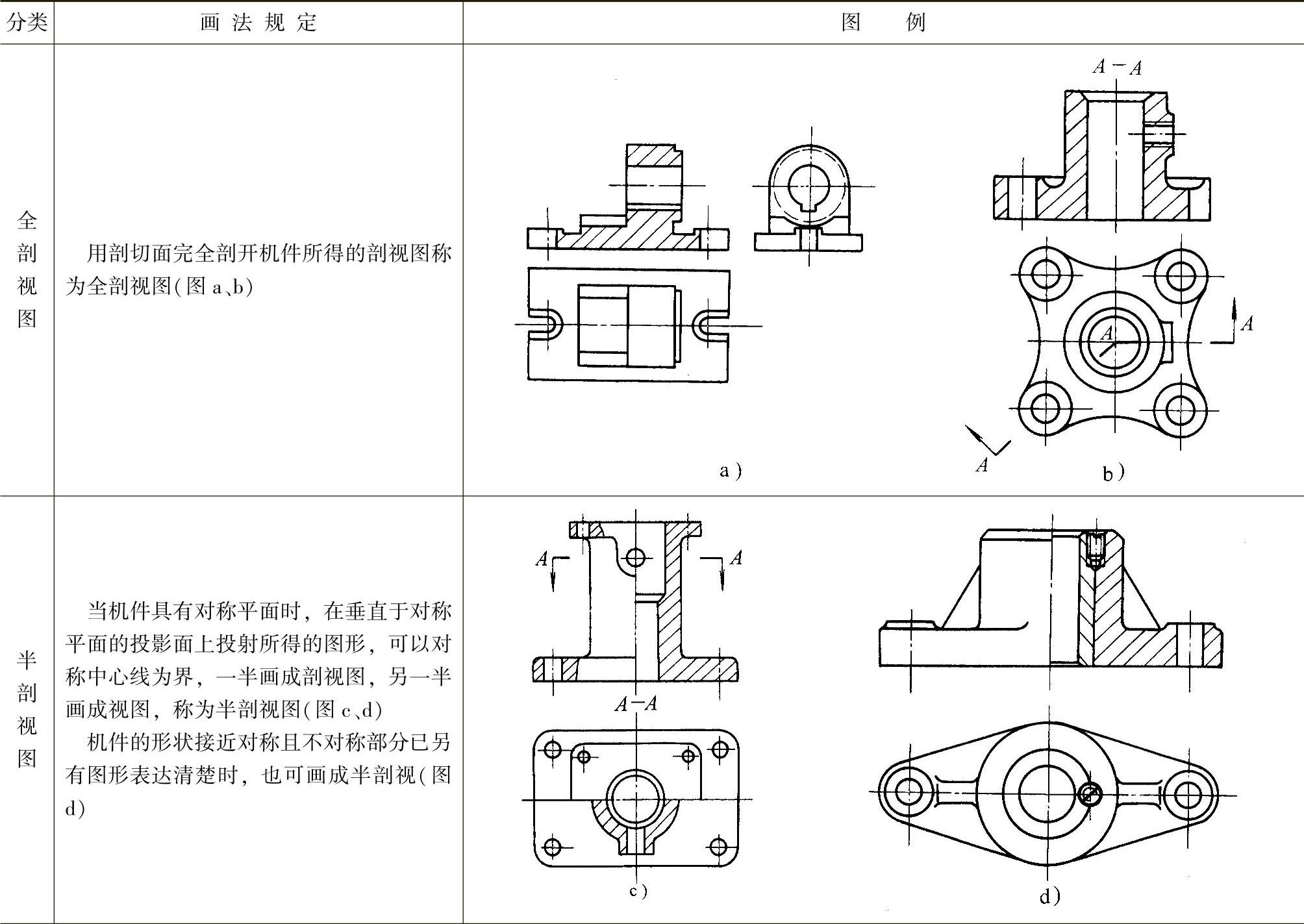
1)剖视图和剖切面的分类分别见表2.9-6、表2.9-7。
2)剖切符号、剖视图的配置要求如下:
①剖切符号:剖切符号(粗实线)尽可能不与图形的轮廓线相交,在它的起、迄和转折处应用相同的字母标出,但当转折处的位置有限又不致引起误解时,允许省略标注(表2.9-7图c、f、h)。两组或两组以上相交的剖切平面,其剖切符号相交处用大写拉丁字母“O”标注(表2.9-7图b)。
表2.9-6 剖视图的分类
(续)

②剖视图的配置:基本视图配置的规定(表2.9-4)同样适用于剖视图。剖视图也可按投影关系配置在剖切符号相对应的位置,必要时还允许配置在其他适当位置(表2.9-7图j)。
3)剖切位置与部视图的标注:一般应在剖视图上方用字母标出剖视图的名称“×—×”(“×—×”为大写拉丁字母)。在相应的视图上用剖切符号表示剖切位置,用箭头表示投射方向,并注上同样的字母(表2.9-7图g、h、i、j)。
当剖视图按投影关系配置,中间又没有其他图形隔开时,可省略箭头(表2.9-7图a、e)。
当单一剖切平面通过机件的对称平面或基本对称平面,且剖视图按投影关系配置,中间又没有其他图形隔开时,可省略标注(表2.9-6图a)。
当单一剖切平面的剖切位置明显时,局部剖视图的标注可省略(表2.9-6图f、g)。
4)剖视图的特殊标注(表2.9-8)。
(2)断面图 假想用剖切面将机件某处切断,仅画出剖切面与机件接触部分的图形称断面图。
1)断面图的分类:断面可分为移出断面和重合断面,见表2.9-9。
2)断面图标注:断面图标注中使用的剖切符号同剖视图。
表2.9-7 剖切面分类

(续)

(续)

注:各类剖切面亦适用于断面图。
①移出断面的标注:移出断面一般应用剖切符号表示剖切位置,用箭头表示投射方向,并注上字母,在断面图的上方应用同样字母标出相应的名称“×—×”(“×—×”大写拉丁字母),见表2.9-9图a:A-A。
配置在剖切符号延长线上的不对称移出断面,可省略字母(表2.9-9图a),不配置在剖切符号延长线上的对称移出断面(表2.9-9图c),以及按投影关系配置的对称和不对称的移出断面,均可省略箭头(表2.9-9图e)
表2.9-8 剖视图的特殊标注
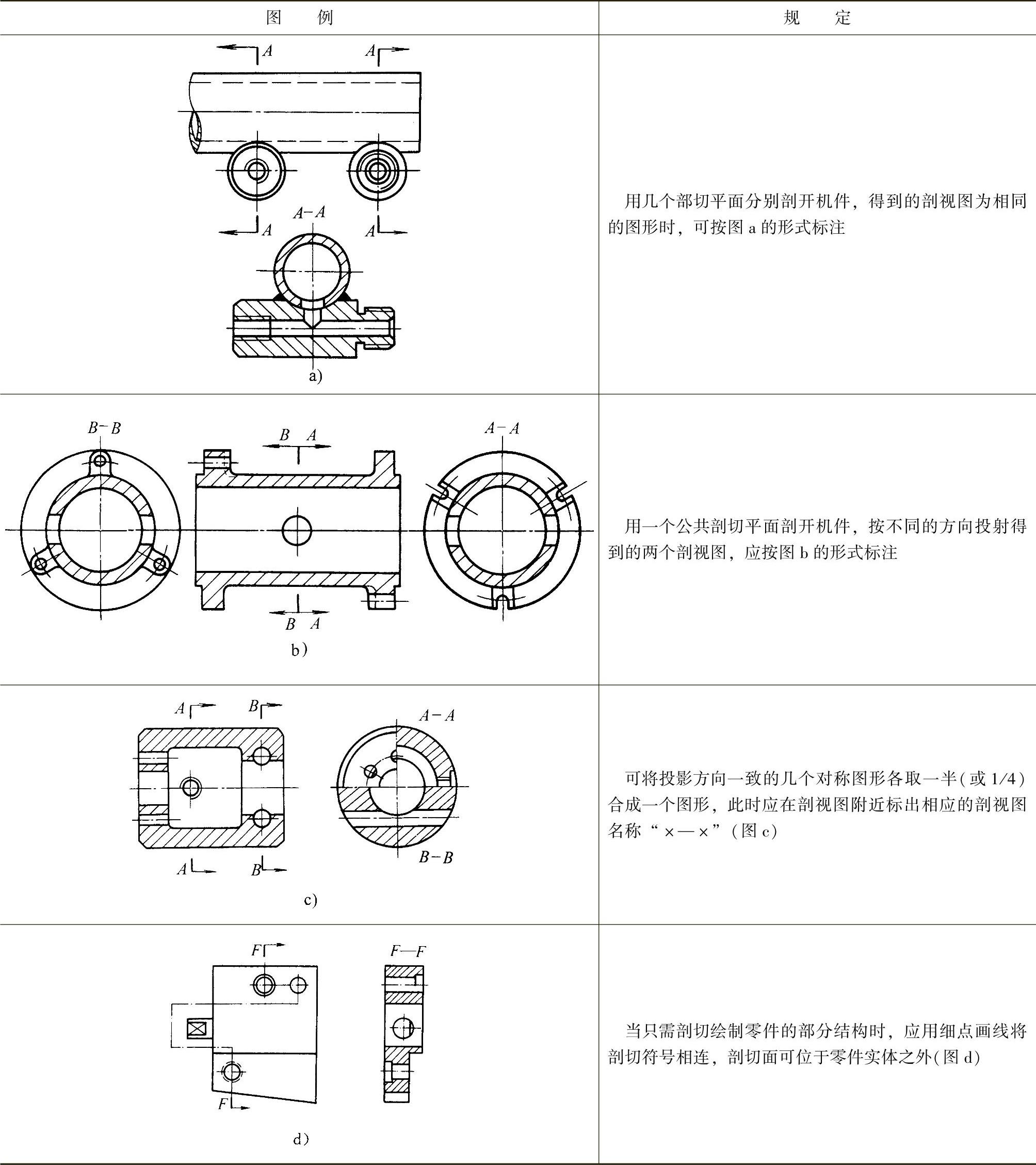
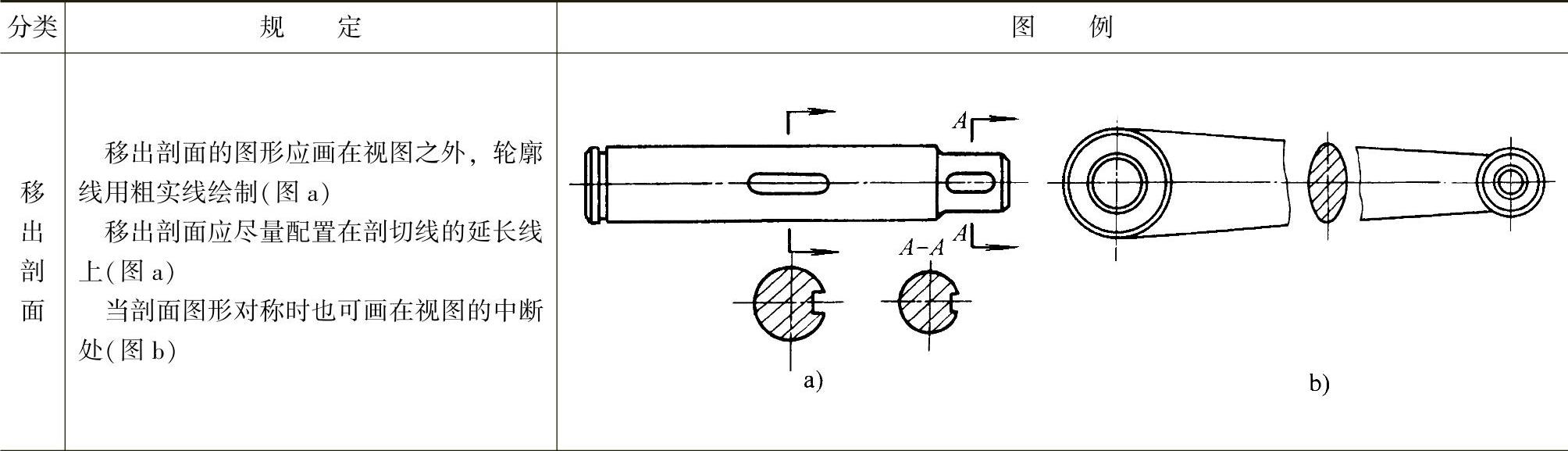
表2.9-9 移出断面和重合断面
(续)

配置在剖切线延长线上对称的移出断面,以及配置在视图中断处的移出断面,均可不必标注(表2.9-9图b、d)。
②重合断面的标注:配置在剖切符号上的不对称重合断面,不必标注字母(表2.9-9图g)。对称的重合断面不必标注(表2.9-9图h)。
1.2.4 简化画法和规定画法(GB/T 16675.1—1996)
在不影响对机件表达完整的前提下,应力求制图简便,以提高绘图效率。
(1)简化画法
1)简化原则
①简化必须保证不致引起误解、不会产生理解的多意性。
②便于识读和绘制,注重简化的综合效果。
③在考虑便于手工制图和计算机制图的同时,还要考虑缩微制图的要求。
2)基本要求
①应避免不必要的视图和剖视图(图2.9-1)。

图2.9-1 避免不必要的视图
②在不引起误解时,应避免使用细虚线表示不可见的结构(图2.9-2)。

图2.9-2 避免使用细虚线
③尽可能使用有关标准中规定的符号表达设计要求。如图2.9-3所示,用中心孔符号表示标准的中心孔。
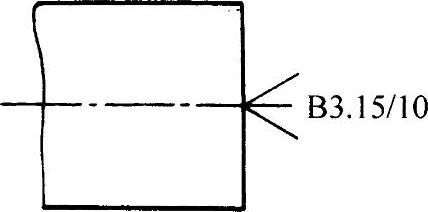
图2.9-3 用符号表达设计要求
④尽可能减少相同结构要素的重复绘制(图2.9-4)。
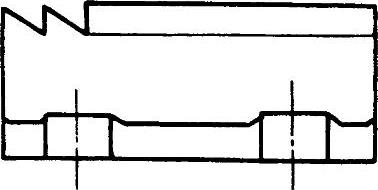
图2.9-4 减少相同结构的重复绘制
3)各种简化画法
①相同要素的简化画法见表2.9-10。
表2.9-10 相同要素的简化画法

(续)

②机件上细小结构的简化画法见表2.9-11。
③装配图中各种简化画法见表2.9-12。
④其他简化画法见表2.9-13。
(2)各类规定画法(表2.9-14)
表2.9-11 细小结构的简化画法
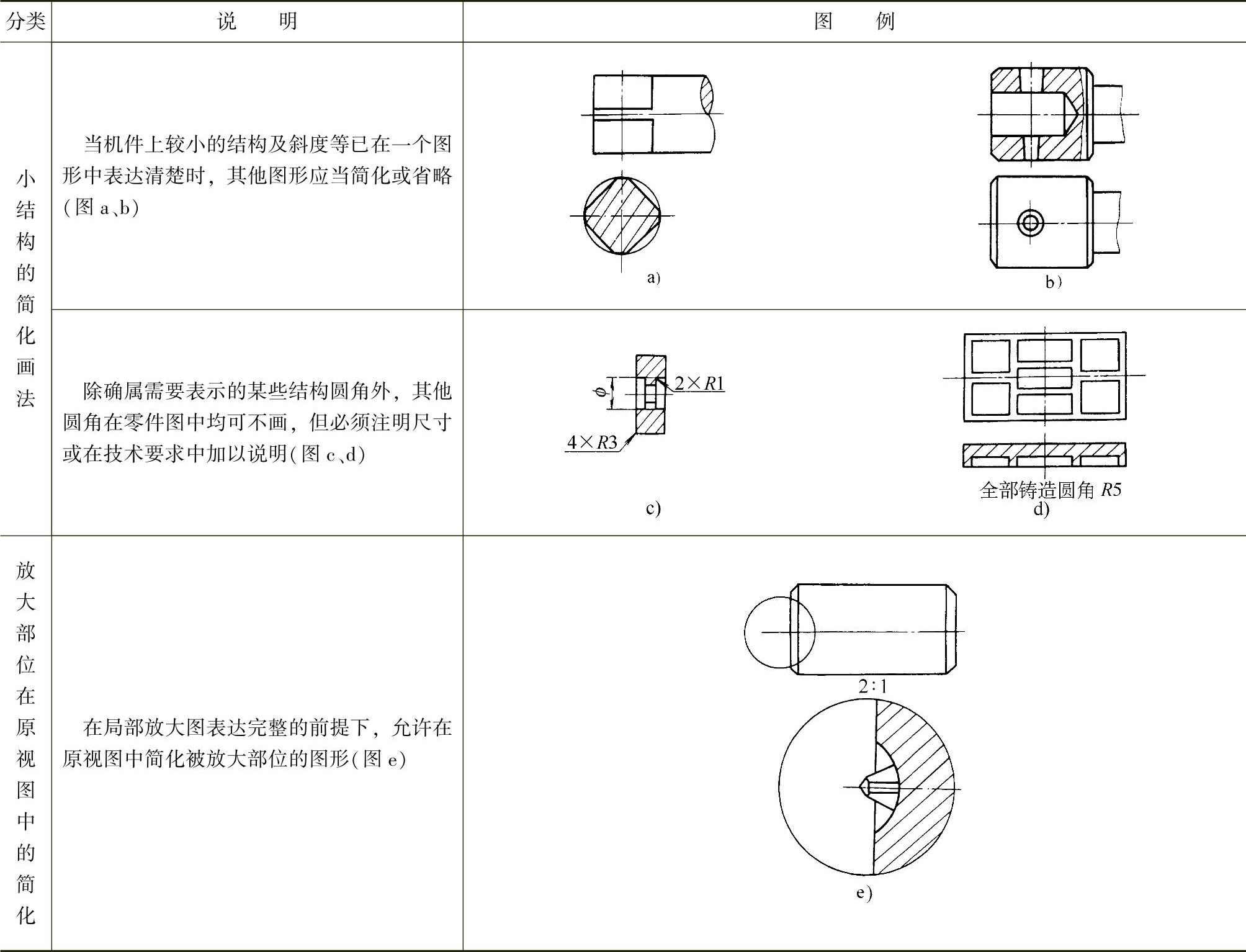
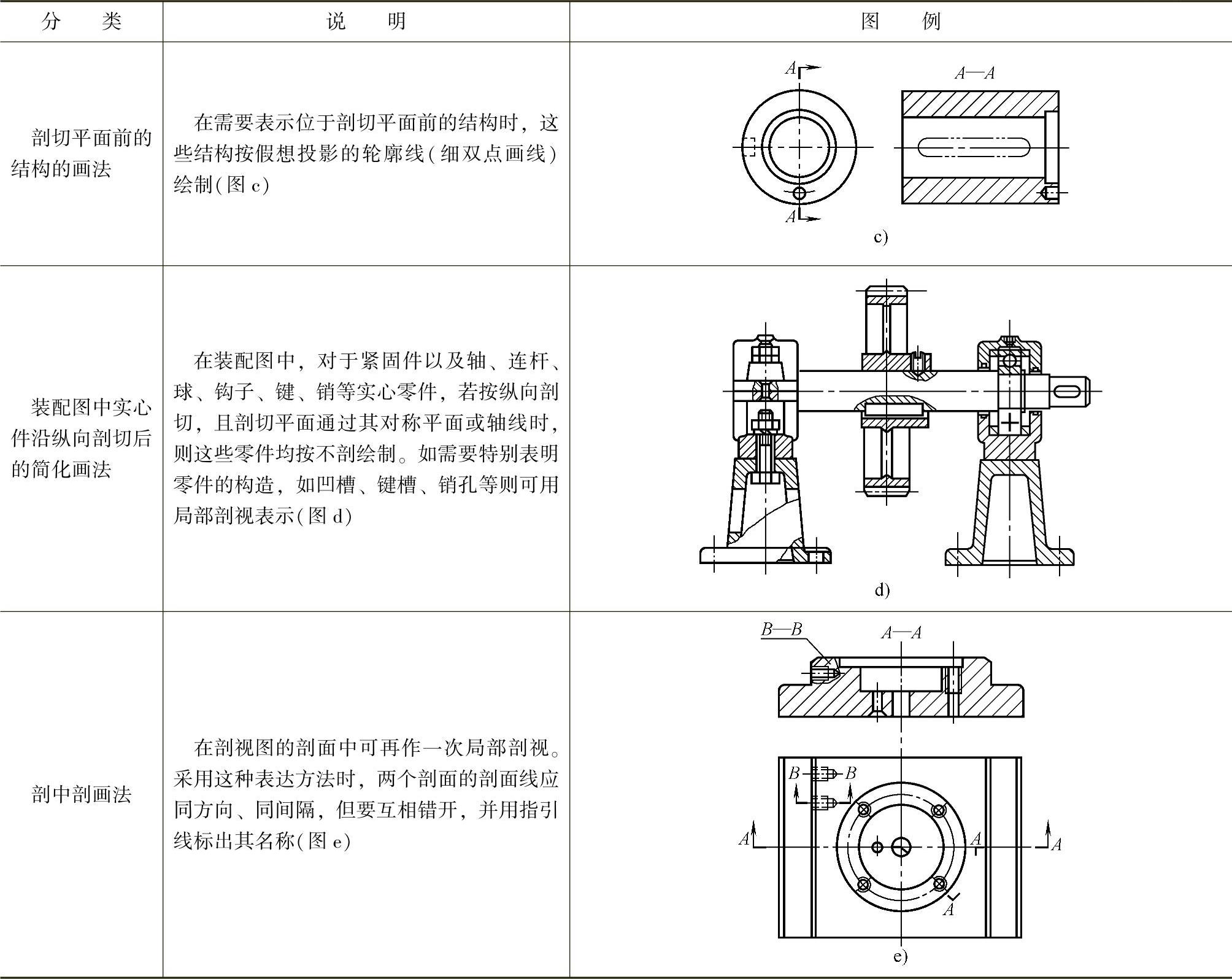
表2.9-12 装配图中各种简化画法

表2.9-13 其他简化画法

(续)
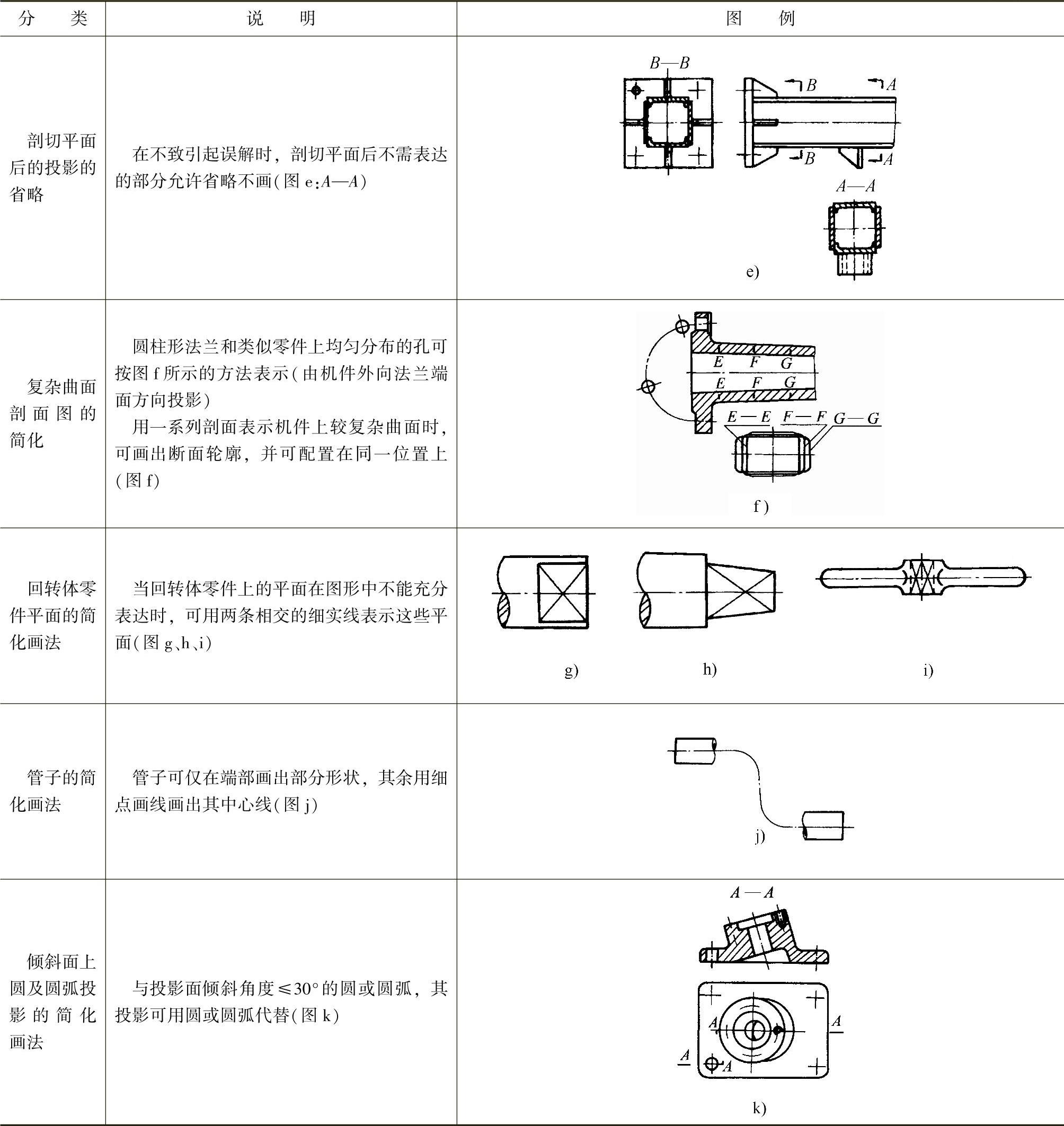
表2.9-14 各类规定画法

(续)
1.2.5 尺寸注法(GB/T 4458.4—2003、GB/T 16675.2—1996)
图样中所标注的线性尺寸和角度尺寸,都意味着对整个形体表面处处有效(曲面除外),绝不仅限于某一处两点间所形成的尺寸,如直径尺寸适用于构成该直径的整个圆柱面,角度尺寸也同样适用于构成该平面角两要素的整个范围。如果图样中的尺寸另有含义,应另加说明。
(1)基本规则
1)尺寸单位:图样中(包括技术要求和其他说明)的线性尺寸,以mm为单位时,不需标注计量单位的符号或名称,若采用其他单位,则必须注明相应的计量单位的符号或名称。
对于图样中某些特定符号一起标注的数值,其单位的标注应符合该特定符号的有关规定。例如,表面粗糙度代号中的参数值与代号一起标注时,不必标注数值单位“μm”。又如,各种管螺纹的尺寸代号必须与相应管螺纹的牙型特征符号同时标注。
2)最后完工尺寸:图样上所标注的尺寸,为该图样所示机件的最后完工尺寸,否则应另加说明。最后完工尺寸是指这一图样所表示机件的最后要求。例如,毛坯图中的尺寸为毛坯最后完工尺寸,零件图上的尺寸是该零件交付装配时的尺寸。至于为了达到该尺寸的要求,中间所经过的各工序(包括镀覆和涂层等工序)的尺寸,则与之无关,否则必须另加说明。
3)不重复标注尺寸:机件的每个尺寸一般只标注一次,并应标注在反映该结构最清晰的图形上。
4)合理配置:为了保证产品质量,便于加工人员和检验人员看图,尺寸配置要合理,为此应考虑以下各点:(https://www.xing528.com)
①对机件的工作性能、装配精度及互换性起重要作用的功能尺寸应直接指出。
②尺寸应尽量标注在表示形体特征最明显的视图上。
③同一结构要素的尺寸应尽可能集中标注,如孔的直径和深度;槽的宽度和深度等。
④尺寸应尽量标注在视图的外部,以保持图形的清晰。
⑤尽量避免在不可见的轮廓线、棱边线上标注尺寸。
⑥尺寸线、尺寸界线与轮廓线、棱边线应尽量避免相交。
5)自喻尺寸:由于图样的绘制均是形体的理想形状和理想位置,图样上常有一些客观存在而没有注明的尺寸,如轮廓相切,表面间的平行和垂直等。两要素(平面与平面、平面与轴线)的互相垂直,一般不标注90°。又如在薄板的一个分布圆上均匀分布了6个直径为8mm的孔,标注为6×ϕ8而不标注相邻孔间的夹角30°,如没有其他视图表示该板的厚度和各孔的深度,应理解为这些孔均是通孔,不再标注孔深。如果需要检测这些自喻尺寸的精度,则按未注公差评定。
(2)尺寸注法的一般规定(GB/T 4458.4—2003)
1)尺寸注法的基本要素:图样上的尺寸主要有尺寸数字、尺寸线、尺寸界线三个要素,有时为了说明特殊含义,还在尺寸数字之前附加某种规定的符号,如ϕ、R、□等。尺寸数字、尺寸线、尺寸界线的规定见表2.9-15。
2)常见要素的尺寸注法
①直径、半径及弧长的尺寸注法见表2.9-16。
②斜度、锥度、倒角、退刀槽及正方形结构尺寸注法见表2.9-17。
表2.9-15 尺寸数字、尺寸线、尺寸界线的规定

(续)

表2.9-16 直径、半径、弧长的尺寸注法

表2.9-17 斜度、锥度、倒角、退刀槽、正方形结构尺寸注法

(续)

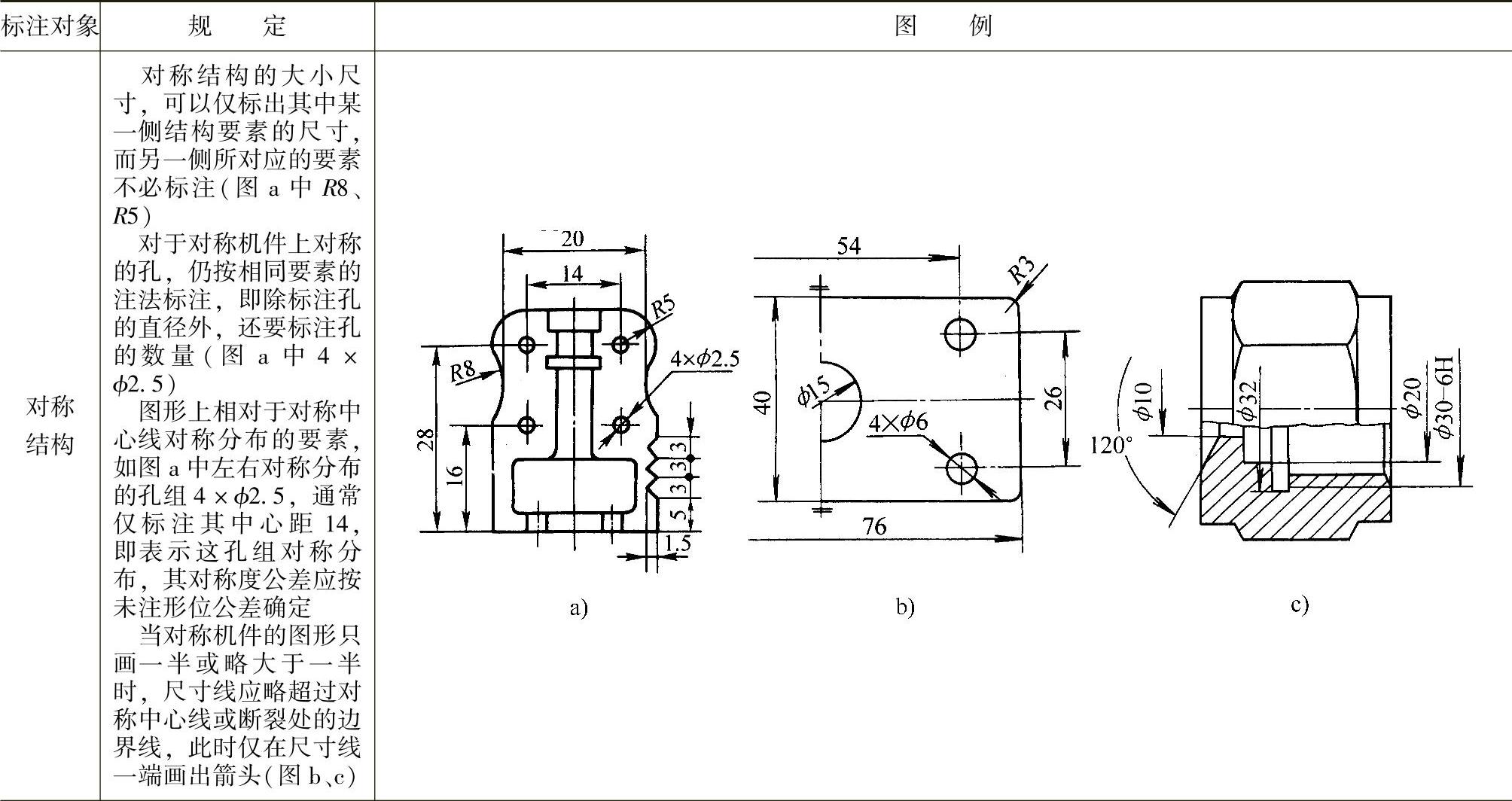
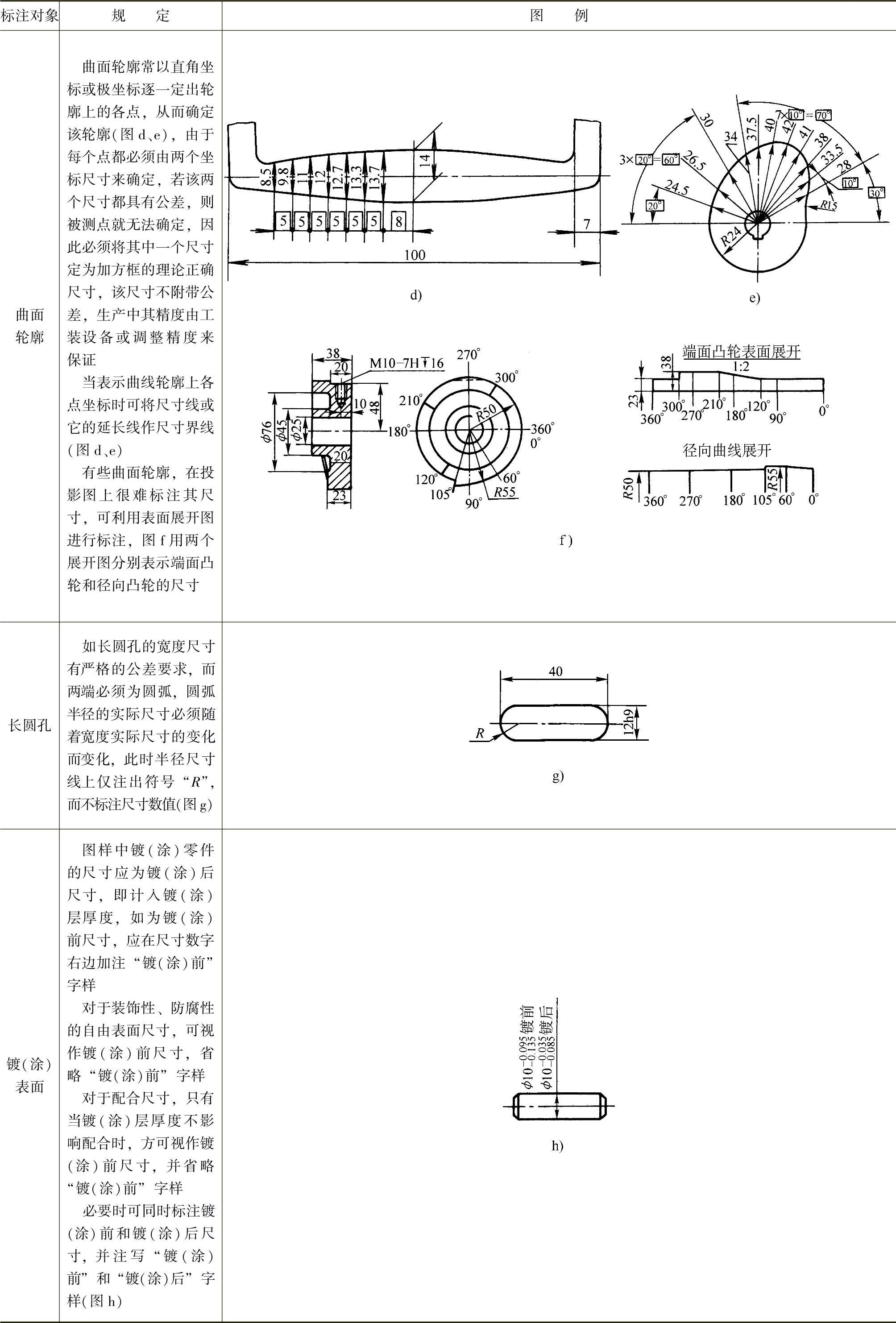
3)特种尺寸注法:图样上常有一些较特殊的尺寸注法,如对称结构的尺寸注法。所谓对称是指具有对称平面的物体,其一侧的结构与另一侧的结构要素离对称平面距离相等,大小相同,成镜像对应关系。这里所说的对称是指物体对称,而不是图形对称,因为不对称物体有时亦可得到对称的图形。又如,长圆孔宽度有较严格公差要求时的尺寸注法。再如,曲面轮廓的尺寸标注有直角坐标法、极坐标法、表面展开法等,这些较特殊的尺寸注法见表2.9-18。
表2.9-18 对称结构、曲面轮廓、长圆孔、镀涂表面的尺寸注法
(续)
(3)简化注法(GB/T 16675.2—1996) 简化注法的一般规定:
1)若图样中的尺寸和公差全部相同或某个尺寸和公差占多数时,可在图样空白处作总的说明,如“全部倒角C1.6”,“其余圆角R4”等。
2)对于尺寸相同的重复要素,可仅在一个要素上注出其尺寸和数量(图2.9-5)。
3)标注尺寸时应使用符号与缩写词,见表2.9-19。
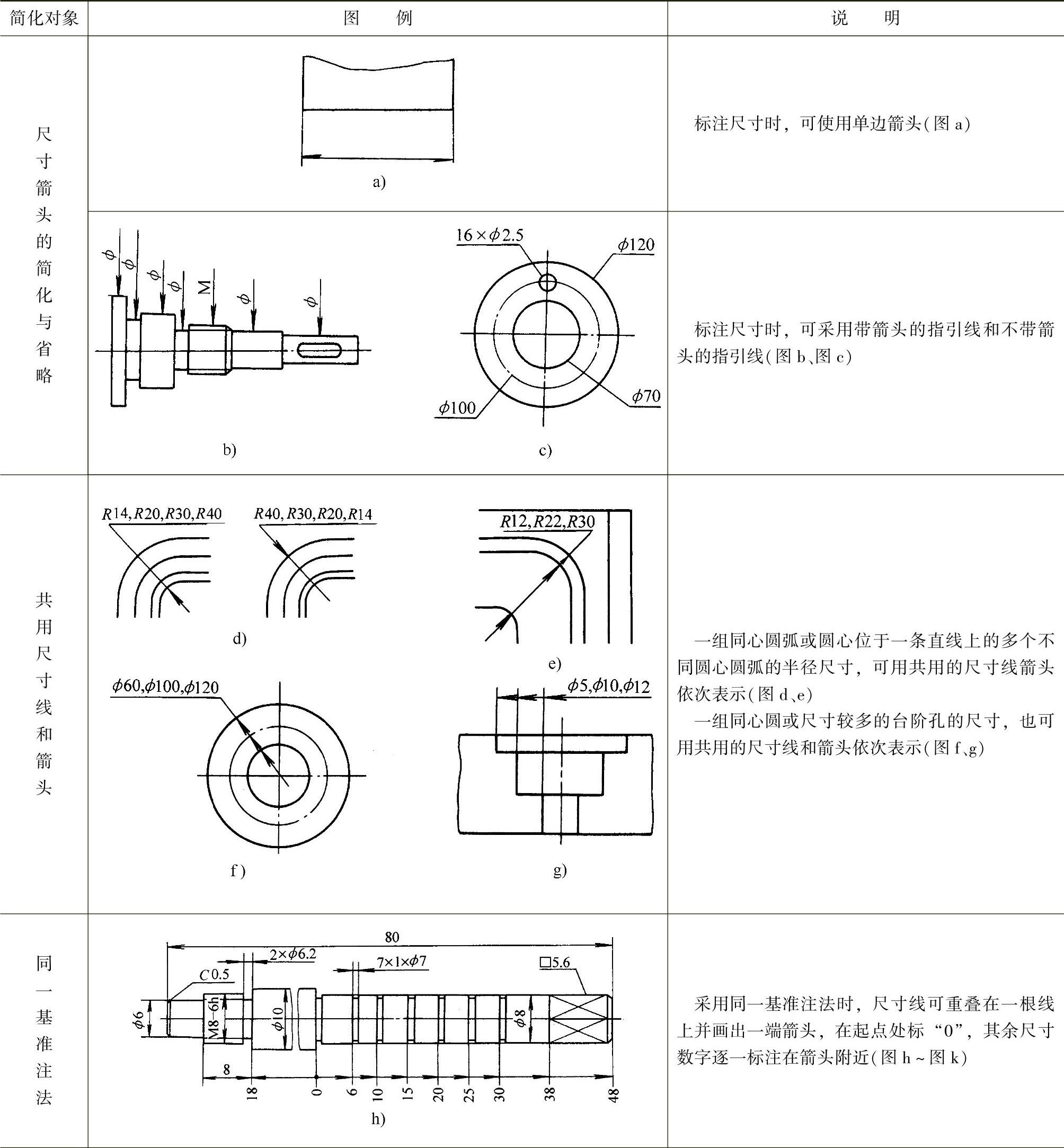
4)尺寸箭头和尺寸线的简化见表2.9-20。
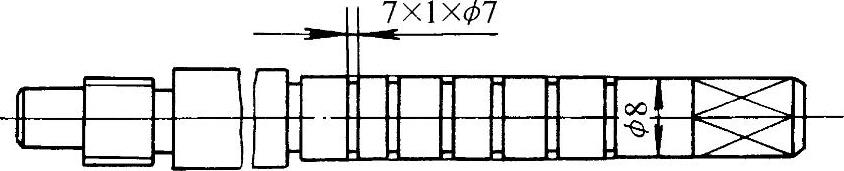
图2.9-5 重复要素的标注
5)重复要素简化尺寸注法见表2.9-21。
6)各类孔的旁注法见表2.9-22。
7)其他简化注法见表2.9-23。
表2.9-19 标注符号与缩写词
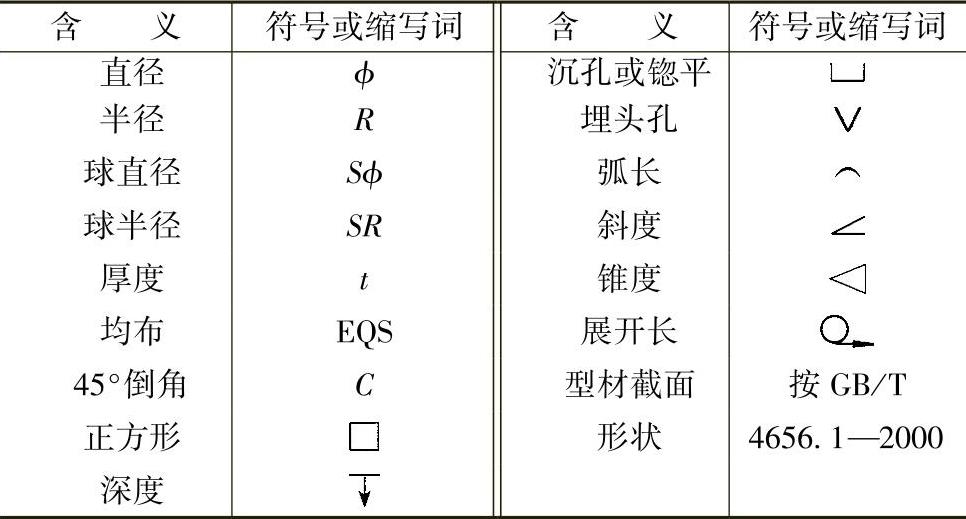
表2.9-20 尺寸箭头和尺寸线的简化
(续)

表2.9-21 重复要素简化尺寸注法

表2.9-22 各类孔的旁注法

表2.9-23 其他简化注法

(续)

1.2.6 轴测图(GB/T 4458.3—1984)
使用多面正投影法绘制的工程图样,虽有表达详尽、绘制简便等优点,但缺乏立体感。因此,有时还需要用具有立体感的轴测图作为辅助图样。
(1)轴测投影基本概念
将物体连同其参考直角坐标系,沿不平行任一坐标面的方向,用平行投影法投射在单一投影面上所得的图形称轴测图。
图2.9-6中O0X0、O0Y0、O0Z0是确定物体位置的参考直角坐标系。P1平面与物体的三个坐标面都倾斜,如沿垂直于P1平面的方向S1投射,P1平面上的图形即能反映物体三个坐标方向的形状。P2平面虽与正平面V平行,但由于投射方向S2倾斜于P2平面,因此P2平面上的图形也能反映物体三个坐标方向的形状。

图2.9-6 轴测投影概念
图2.9-6中的P1、P2称为轴测投影面,参考直角坐标轴在P1和P2面上的投影O1X1、O1Y1、O1Z1和O2X2、O2Y2、O2Z2称为轴测轴,相邻轴沿轴间的夹角称为轴间角。
在投影过程中,物体上平行于参考直角坐标轴的直线,投影到轴测投影面上其长度均已改变。轴测投影面上的投影长度与原长之比称轴向变形系数,分别用p、q、r表示X、Y、Z轴的轴向变形系数。在P1面上投影时, ;
; ;
; 。在P2面上投影时,
。在P2面上投影时, ;
;
 ;
; 。
。
根据投射方向与轴测投影面的相对关系,轴测可分为两类:
①投射方向垂直于轴测投影面时称正轴测图,如图2.9-6中投射方向S1与投影面P1垂直,物体在P1面上的投影即为正轴测图。
②投射方向倾斜于轴测投影面时称斜轴测图,如图2.9-6中投射方向S2与投影面P2倾斜,物体在P2面上的投影即为斜轴测图。
上述两类轴测图中,由于物体相对于轴测投影面的位置不同,轴向变形系数亦不相同,因此每类轴测图可分为三种:
①p=q=r,称正等轴测图或斜等轴测图,简称正等测或斜等测。
②p=q≠r或p≠q=r或p=r≠q,称为正二等轴测图或斜二等轴测图,简称正二测或斜二测。
③p≠q≠r,称为正三轴测图或斜三轴测图,简称正三测或斜三测。
(2)绘制轴测图的基本方法(GB/T 4458.3—1984)
常用轴测图的类型有:正等测、正二测、斜二测(表2.9-24)。轴测图中一般用粗实线画出可见部分,不可见部分一般不画,必要时用细虚线绘制。
与各坐标平面平行的圆(直径为d),在各种轴测图中分别投影为椭圆(斜二测中正面投影仍为圆),见表2.9-25。
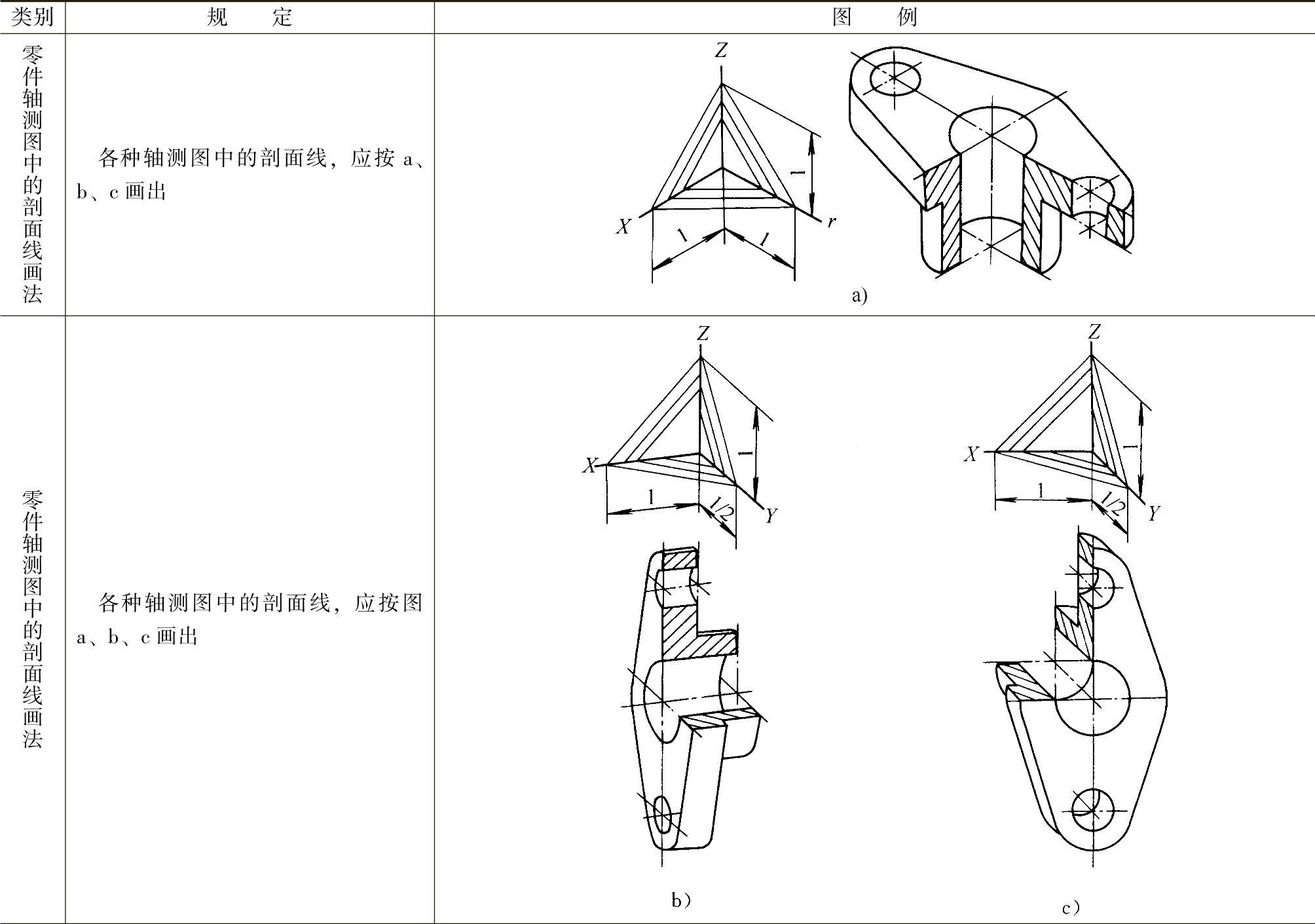
在表示零件内部形状时,可假想用剖切平面将零件的一部分剖去。各种轴测图中剖面线的画法见表2.9-26。
轴测图上尺寸标注的方法见表2.9-27。
表2.9-24 常用轴测图的三种类型
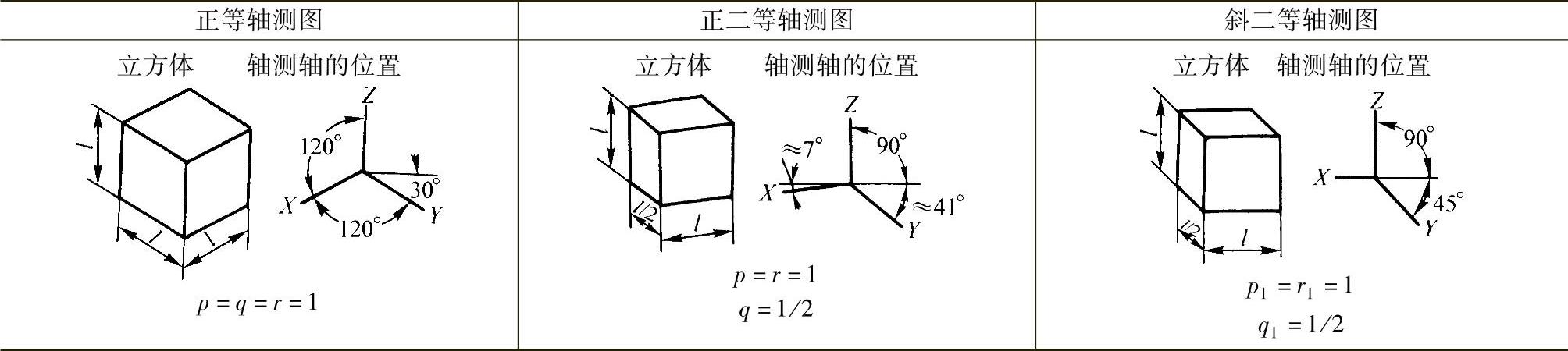
表2.9-25 圆的轴测投影

表2.9-26 轴测图的剖面线画法
(续)

表2.9-27 轴测图上的尺寸标注

1.2.7 尺寸公差与配合注法(GB/T 4458.5—2003)
(1)公差与配合的一般标注 零件图中尺寸公差注法见表2.9-28。装配图中配合代号及极限偏差的标注见表2.9-29。
表2.9-28 零件图中尺寸公差注法
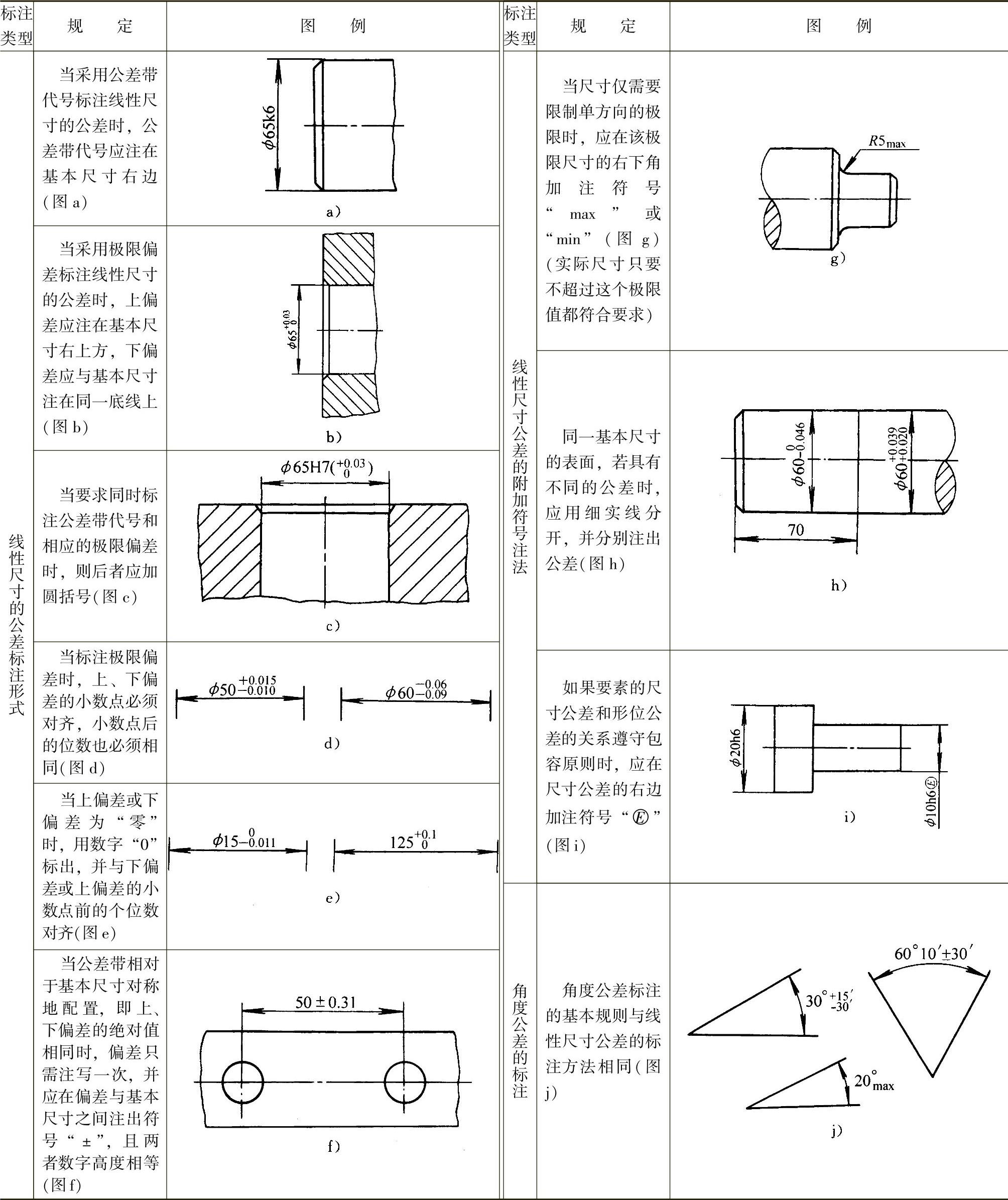
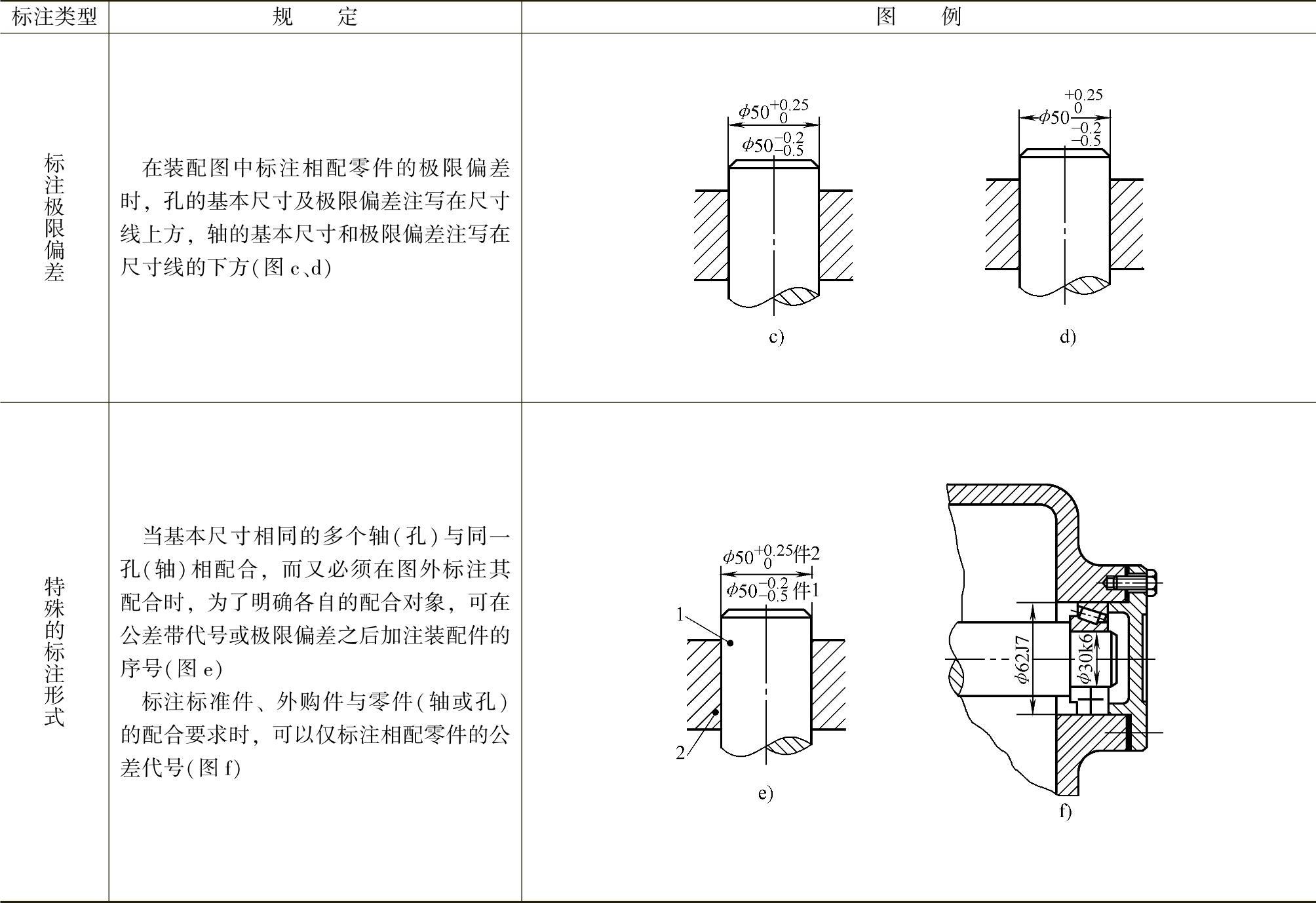
表2.9-29 装配图中配合代号及极限偏差的标注

(续)
(2)配制配合的标注 由于大尺寸孔、轴的加工误差较大,且多为单件或小批量生产,当配合公差要求较高时,为了降低加工成本,又能保证原设计的配合要求,可放弃互换性要求,采用配制加工方法,即先加工其中较难加工、但能得到较高测量精度的零件,然后以这个零件的实际尺寸为基数,根据要求的极限间隙或极限过盈,确定另一零件相应尺寸的极限尺寸或极限偏差,用这种方法所得到配合称配制配合。
1)装配图上的标注:采用配制配合时,在装配图上标注标准配合代号,若选定孔作为先加工件,则标注基孔制配合,若选定轴为先加工件,则标注基轴制配合。同时,在配合代号后加注配制配合代号“MF”(Matched Fit)。
2)零件图上的标注:在先加工的零件图上,按经济的公差等级确定的基准件标注公差带代号,并加注“MF”。在配制件的零件图上,若以轴为配制件,则其上偏差为负的最小间隙或正的最大过盈,下偏差为负的最大间隙或正的最小过盈;若以孔为配制件,则其上偏差为正的最大间隙或负的最小过盈,下偏差为正的最小间隙或负的最大过盈,并在极限偏差值后加注“MF”。
3)配制配合的应用举例:基本尺寸为ϕ3000mm的孔和轴,要求配合的最大间隙为0.450mm,最小间隙为0.140mm,如按互换性要求,可选用ϕ3000H6/f6或ϕ3000F6/h6,此时最大间隙为0.415mm,最小间隙为0.145mm,均可满足要求。
由于基本尺寸较大而公差较小,加工难度很大且为少量生产,现采用配制配合。
将难加工的孔作为先加工件,则在装配图上应标注为:ϕ3 000H6/f6MF。
以孔作为先加工件,且确定一个比较容易达到的经济的公差等级为IT8,则在孔的零件图上标注为:ϕ3 000H8MF。
与此相应,在配制件轴的零件图上,上偏差应等于负的最小间隙0.145mm,下偏差应等于负的最大间隙0.415mm,即标注为:ϕ3000-0.145-0.415MF。
若需按标准公差带标注,则可标为f7,即ϕ3 000f7MF或ϕ3000-0.145-0.355MF。
应该特别注意,配制零件图上标注的极限偏差(或极限尺寸)不是实际加工时的依据,应以先加工件的实际尺寸作为配制件的基本尺寸,来确定配制件的极限尺寸。
本例中,若先加工件孔的实际尺寸为ϕ3 000.195mm,则按f7配制件轴的最大极限尺寸为3 000.195mm-0.145mm=3 000.050mm,最小极限尺寸为3 000.195mm-0.355mm=2 999.840mm。
显然,配制配合可以用较大的制造公差满足较高精度的配合性质要求,但无互换性。
1.2.8 装配图中零、部件序号及其编排方法(GB/T 4458.2—2003)
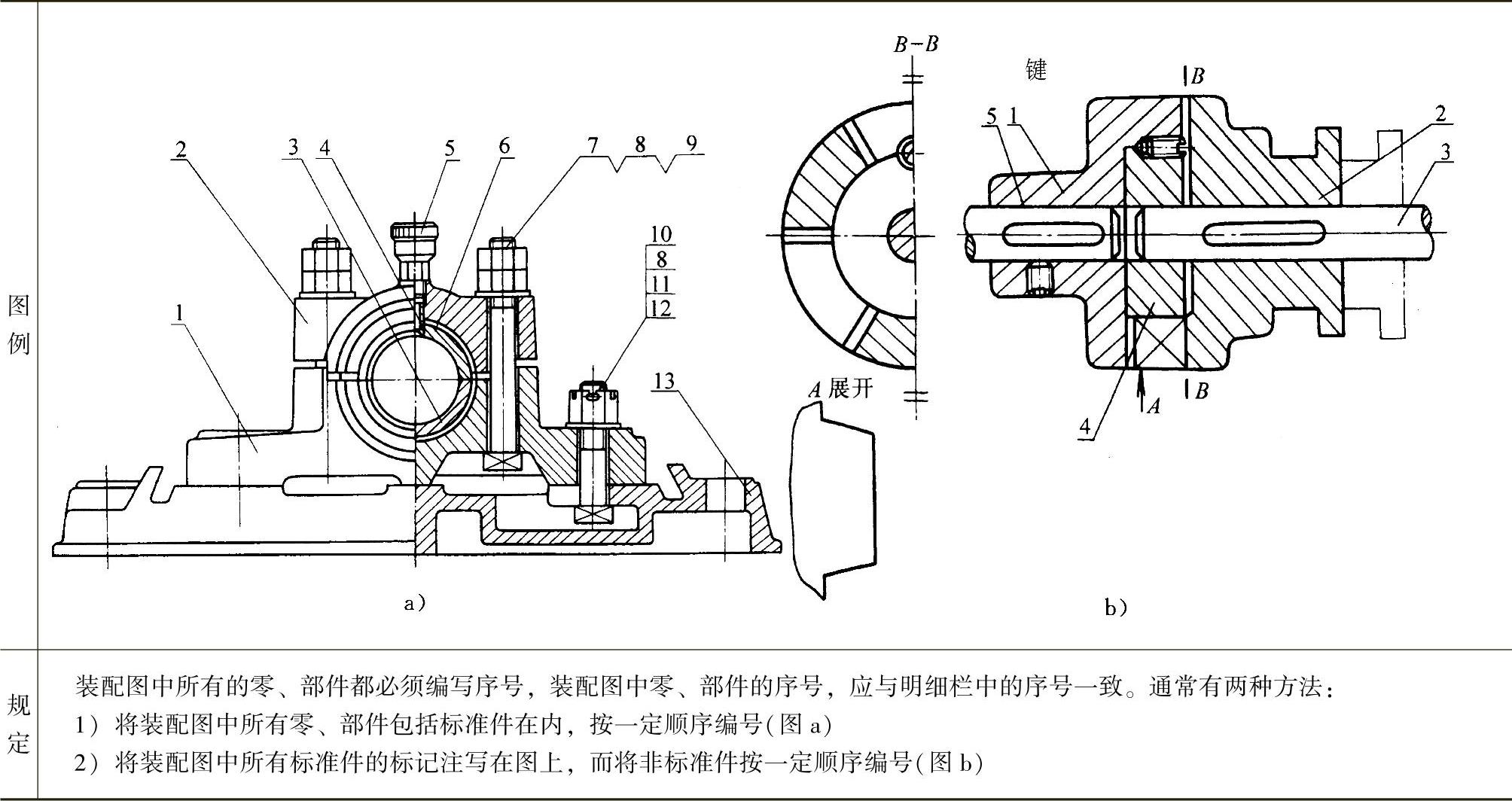
装配图中序号编排的基本要求见表2.9-30。
表2.9-30 装配图中序号编排的基本要求
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。