



在零件的机械加工中,根据加工工艺方法或加工刀具的需要而设定的工艺基准,是对零件设计的要求,零件设计图必须按这些相关基准的标准尺寸和形状画出或标示,否则无法用已有的加工工艺方法或已有的刀具进行加工。设计人员必须熟悉并运用这些工艺基准。工艺基准都已列入国家标准或行业标准。各种工艺基准见表2.6-21~表2.6-32。
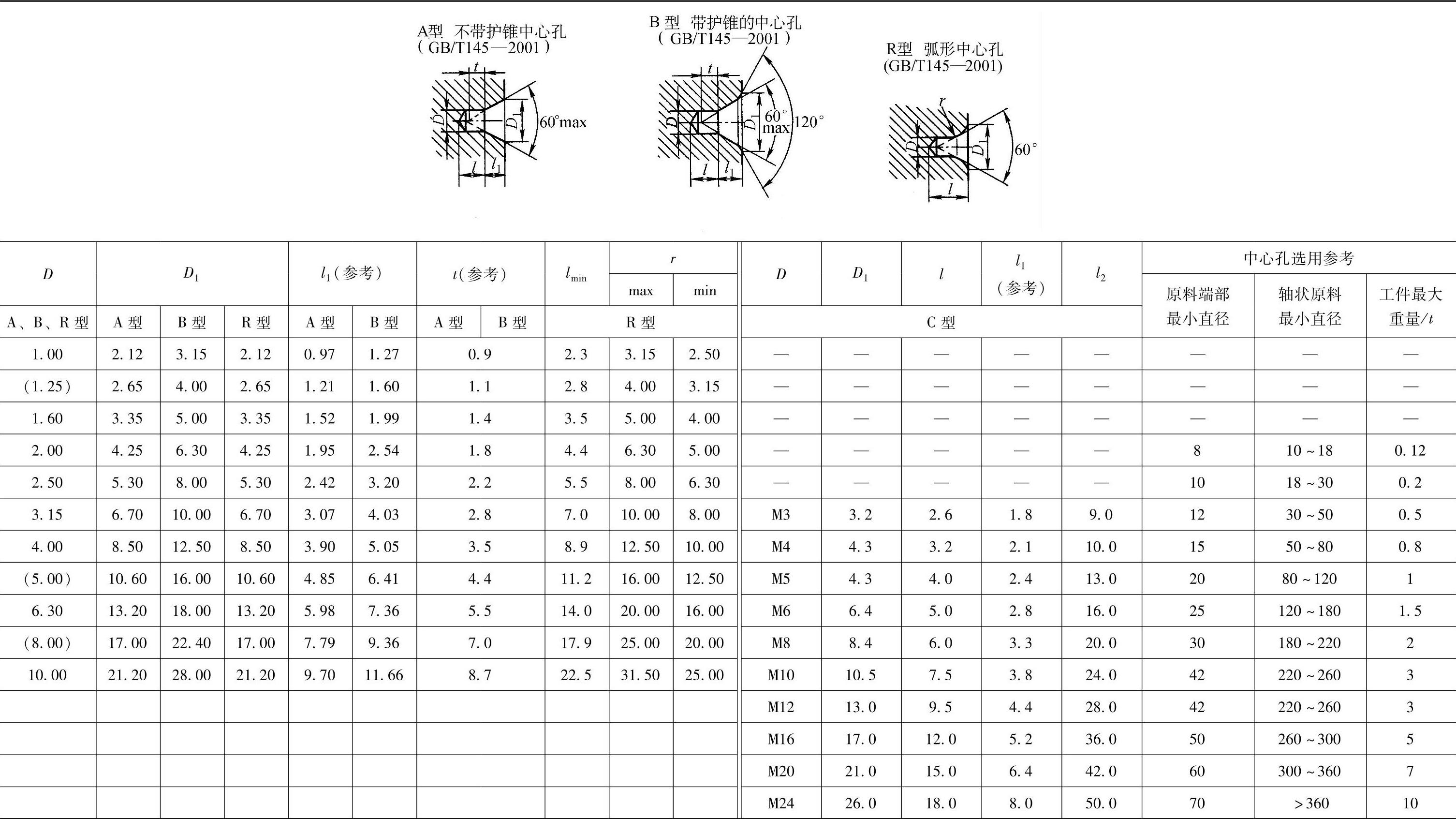
表2.6-22 75°、90°中心孔尺寸 (单位:mm)
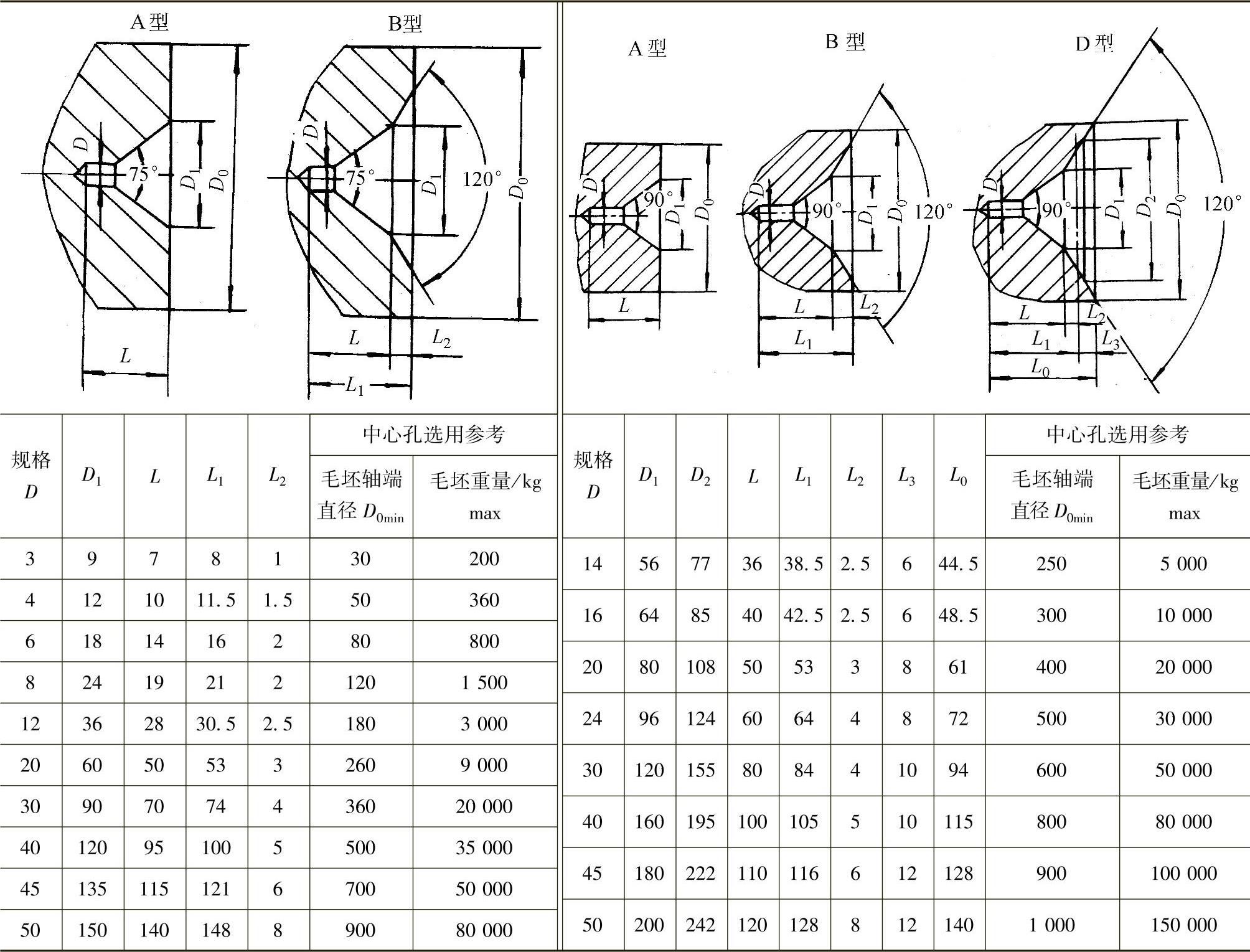
表2.6-23 零件倒圆及倒角 (单位:mm)
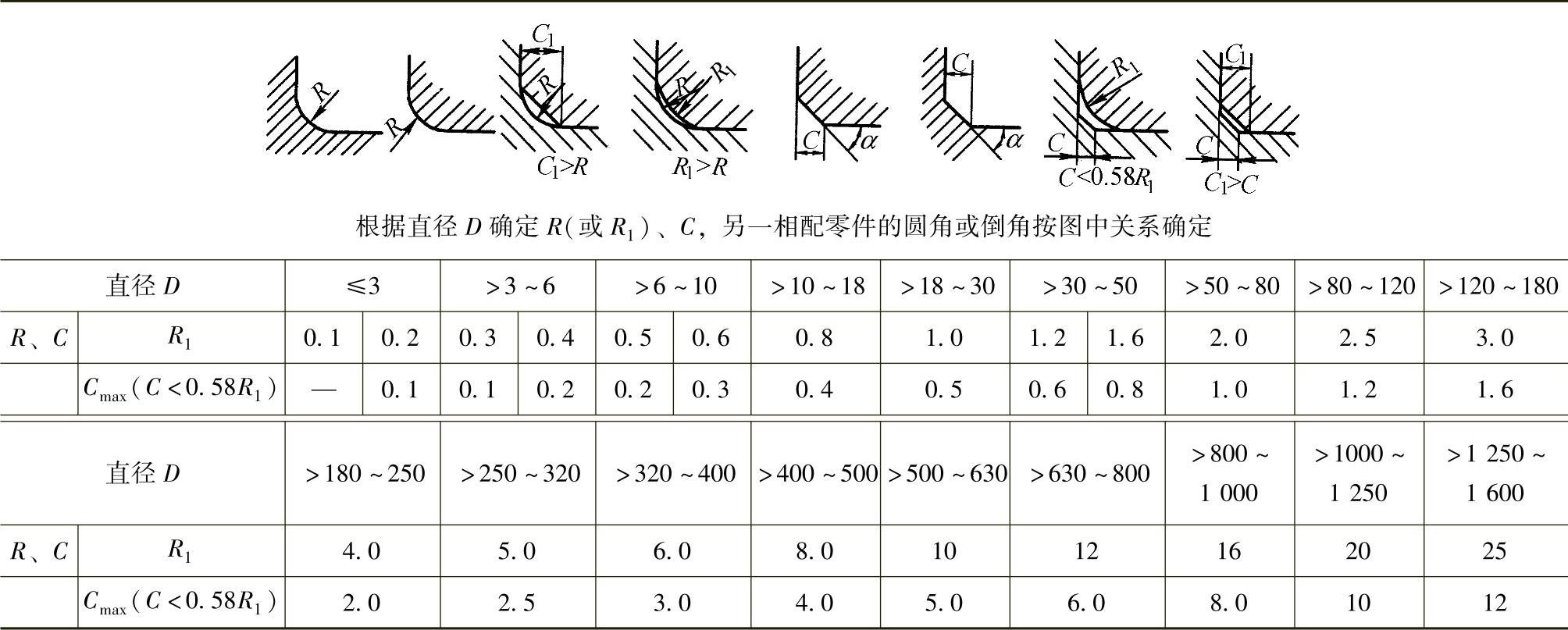
注:1.倒角α一般采用45°,也可用30°或60°。
2.摘自GB/T 6403.4—2008。
表2.6-24 阶梯圆柱件自由表面过渡圆角和静配合连接的轴端部倒角(单位:mm)

(续)

注:1.阶梯圆柱件自由表面指的是该表面不安装连接任何零件。
2.尺寸D-d若为表中左、右两值的中间值时,则按左值(较小值)选取R。
表2.6-25 半圆键槽切入、切出端的圆弧半径 (单位:mm)
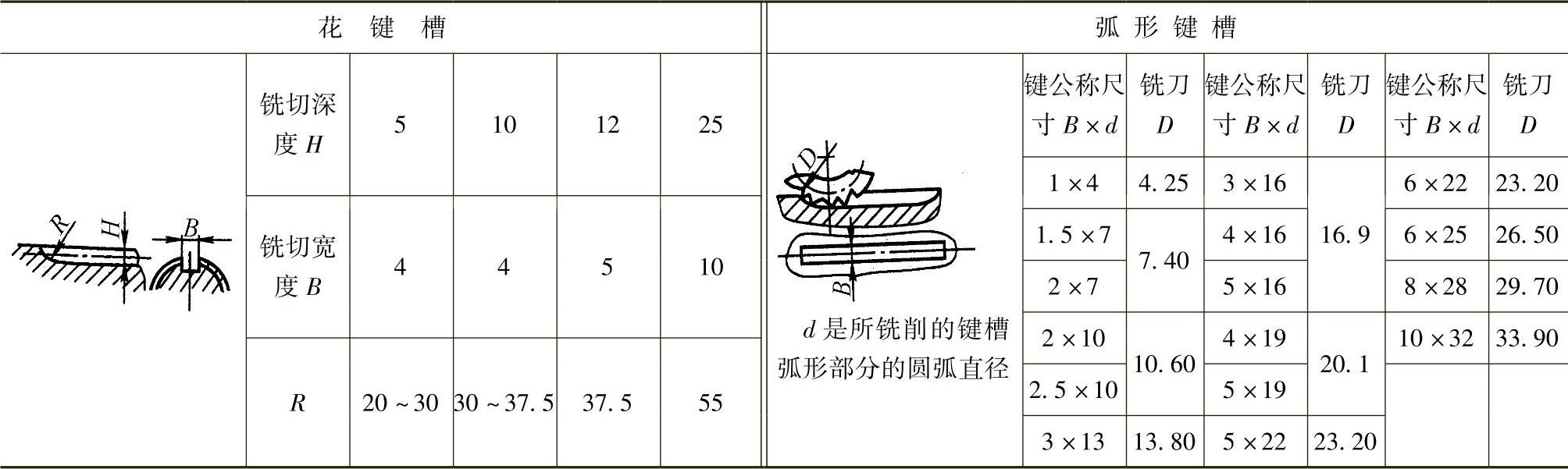
表2.6-26 退刀槽 (单位:mm)
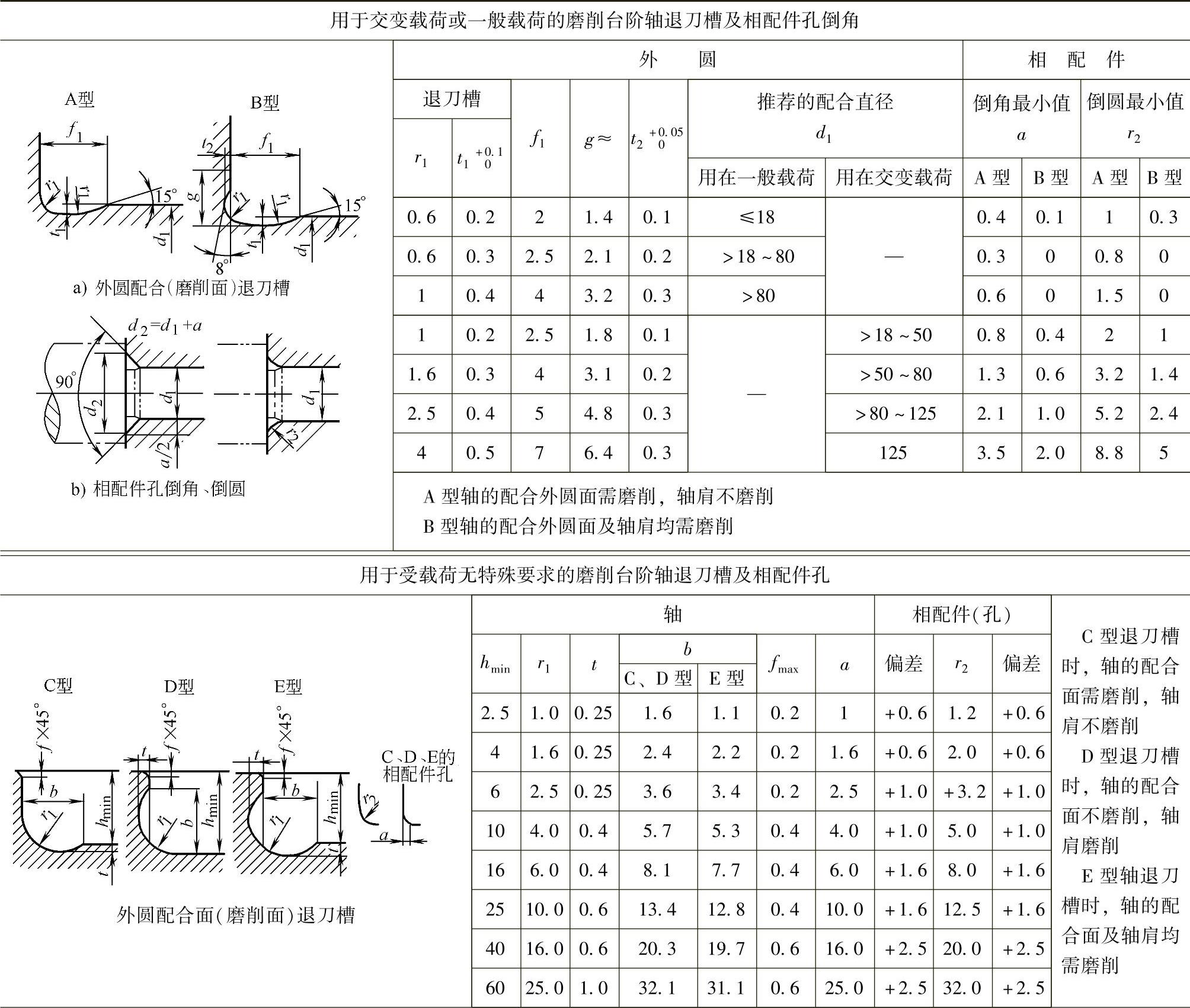
(续)
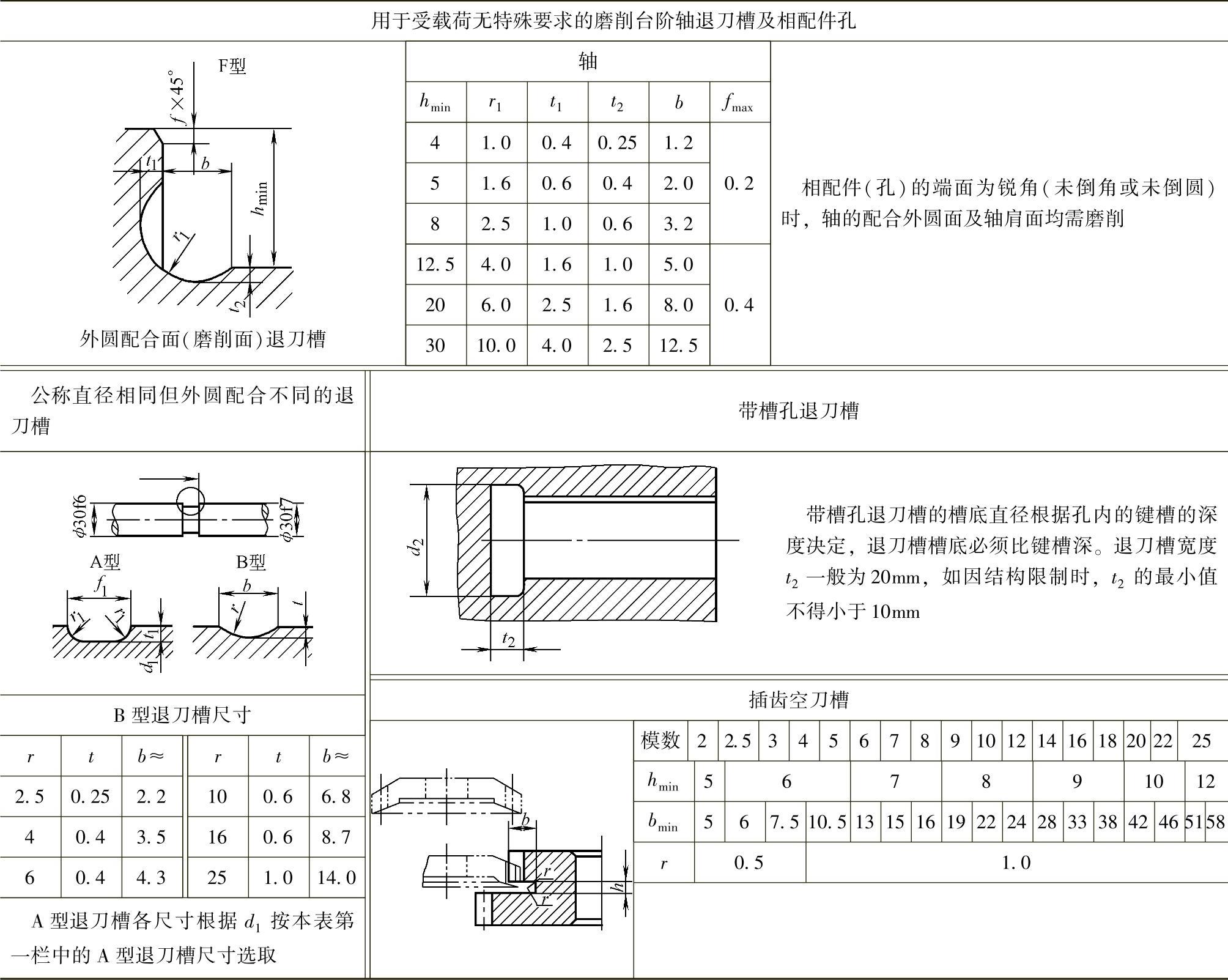
表2.6-27 砂轮磨削时的越程槽 (单位:mm)
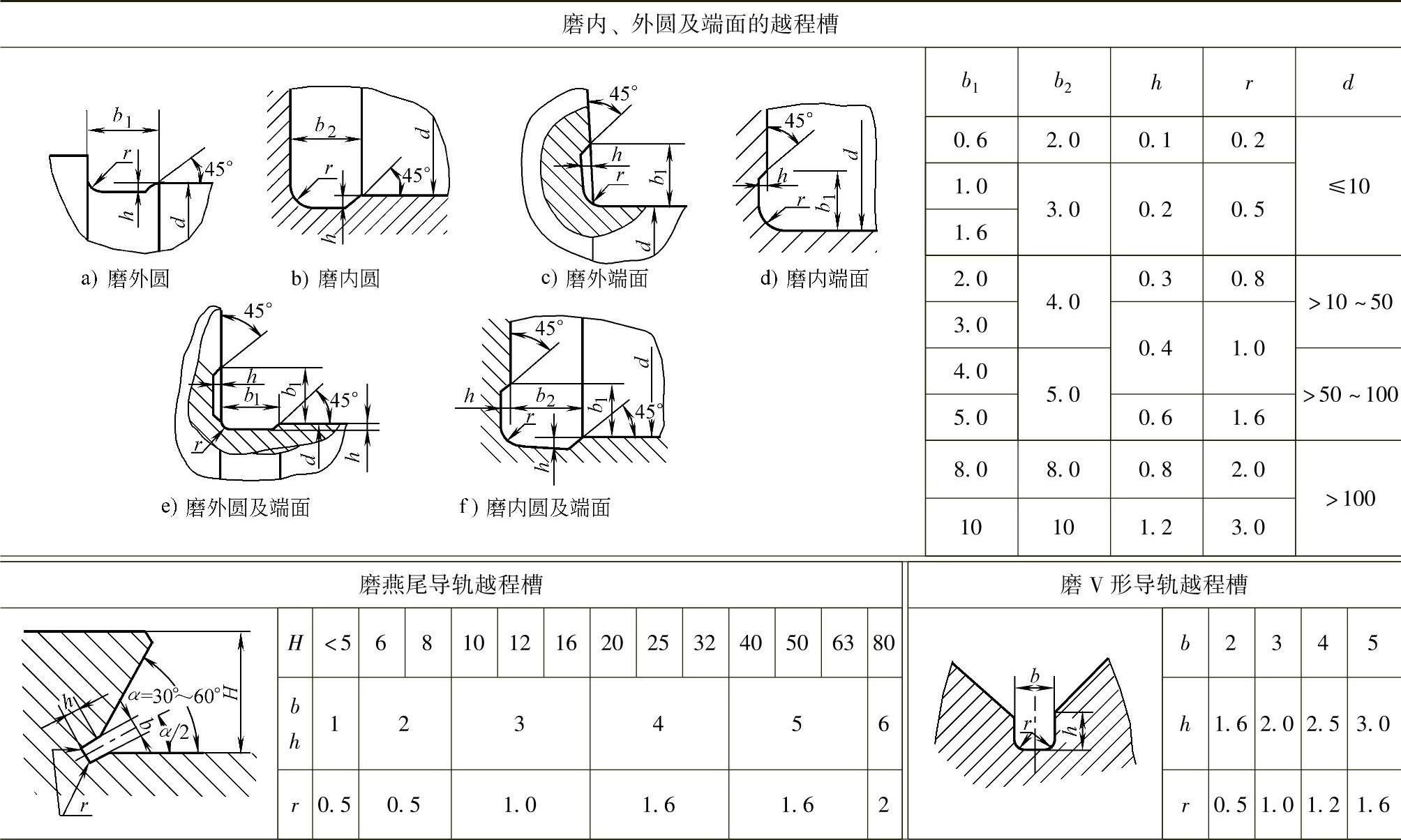
(续)
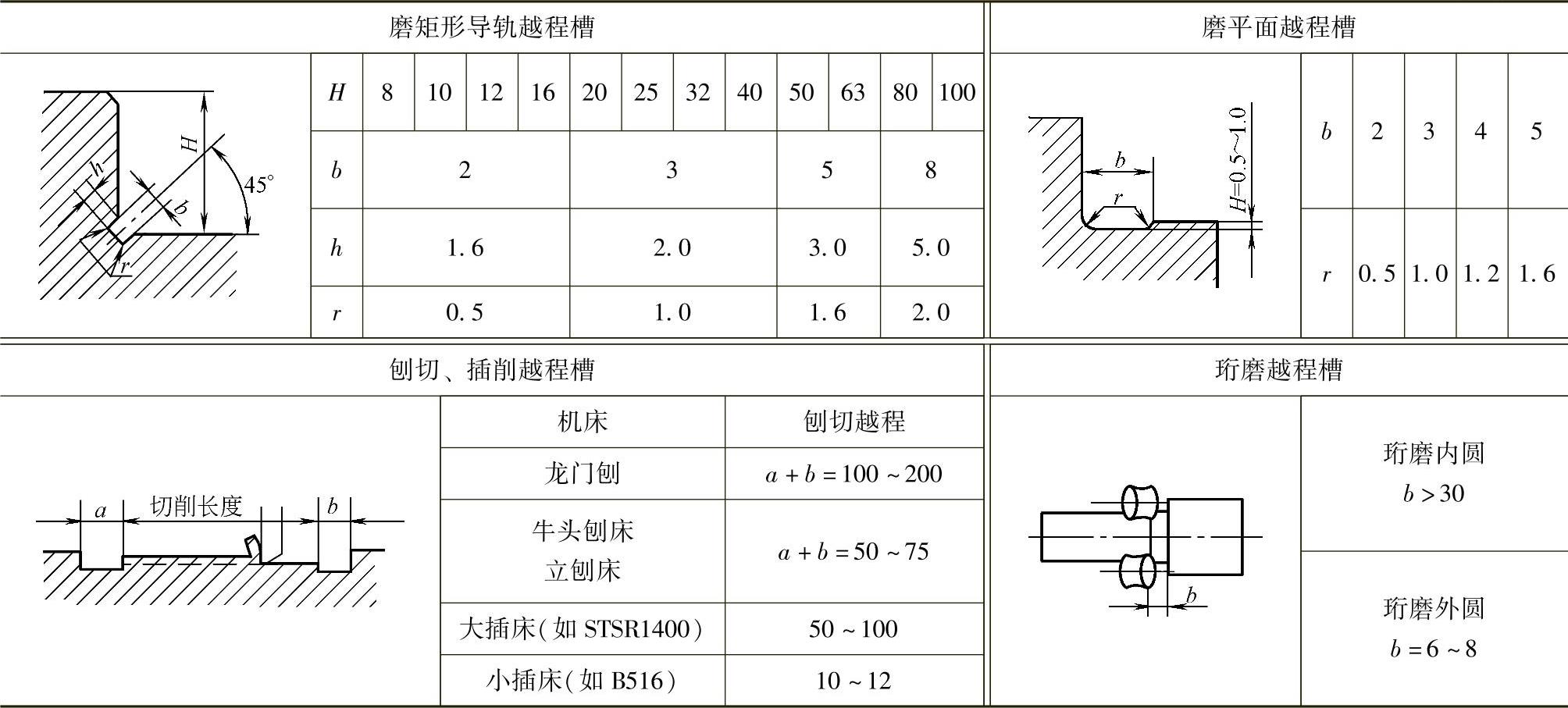
注:摘自GB/T 6403.5—2008。
表2.6-28 滚花及球面半径尺寸系列(https://www.xing528.com)
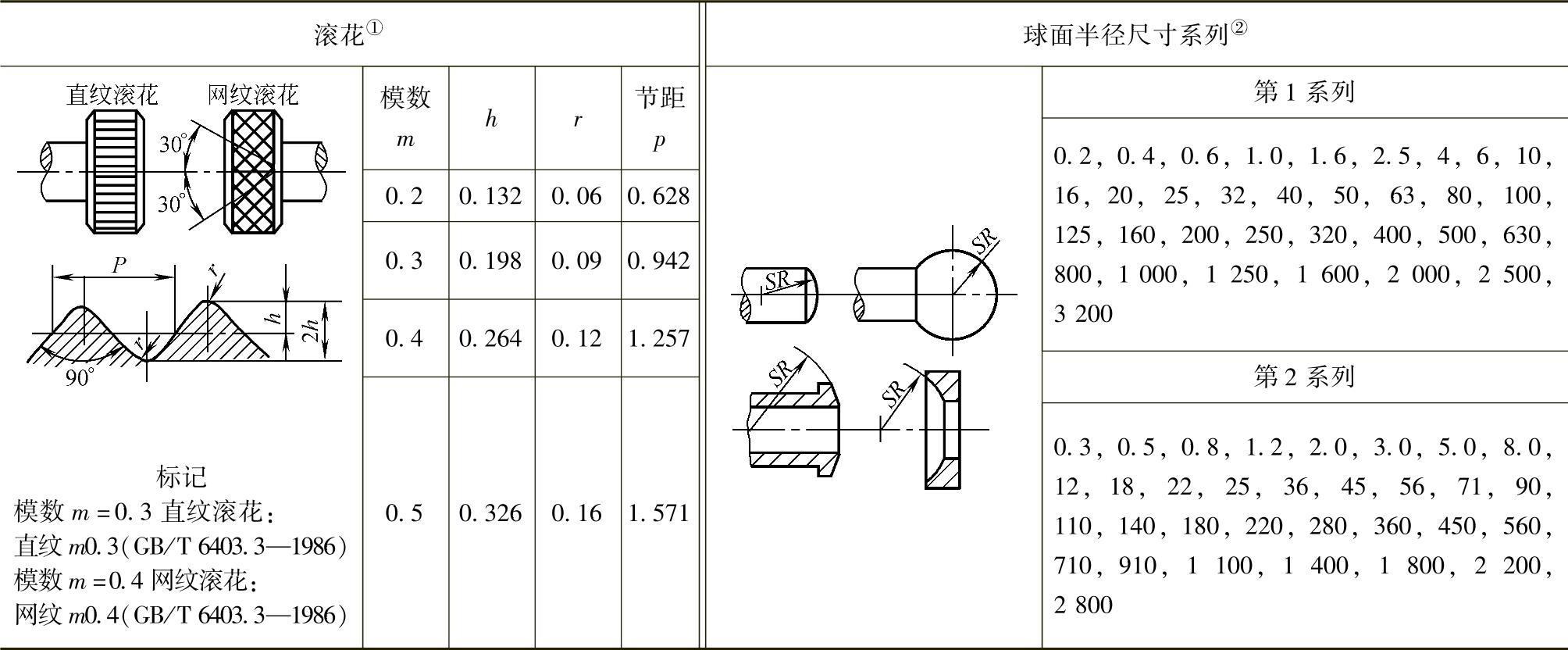
注:1.滚花表中h=0.785m-0.414r。
2.滚花前工件表面粗糙度不得超过Ra12.5μm。
3.滚花后的工件滚花部分直径大于滚花前的工件直径,增大值Δ≈(0.8~1.6)m。
①摘自GB/T 6403.3—2008。
②摘自GB/T 6403.1—2008。
表2.6-29 T形槽及槽用螺钉、螺母尺寸(单位:mm)
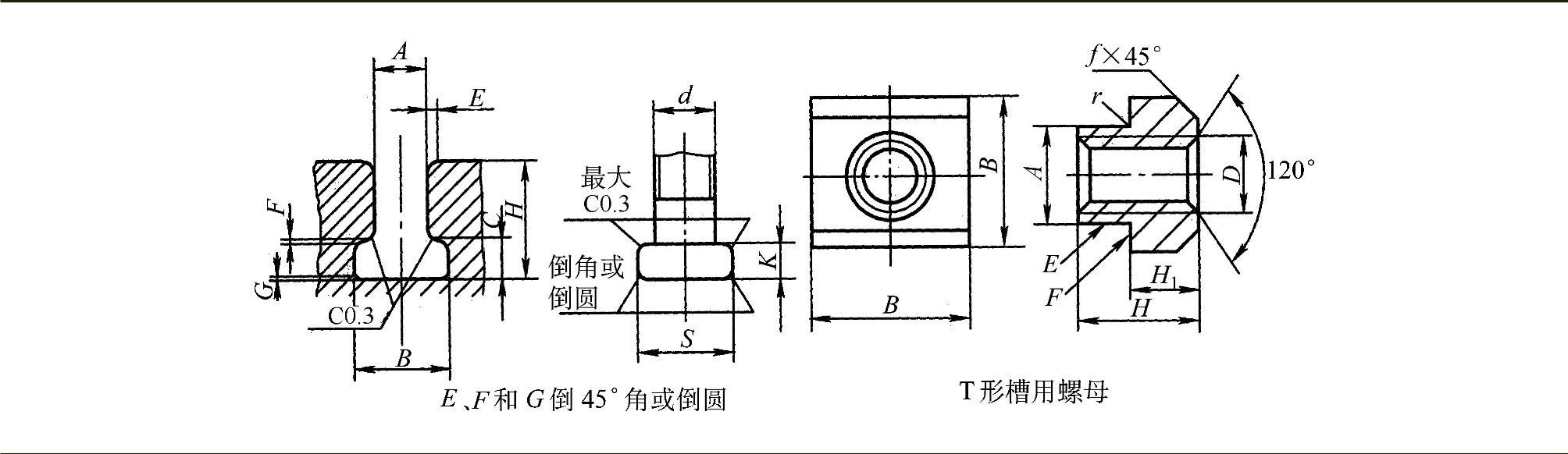
(续)
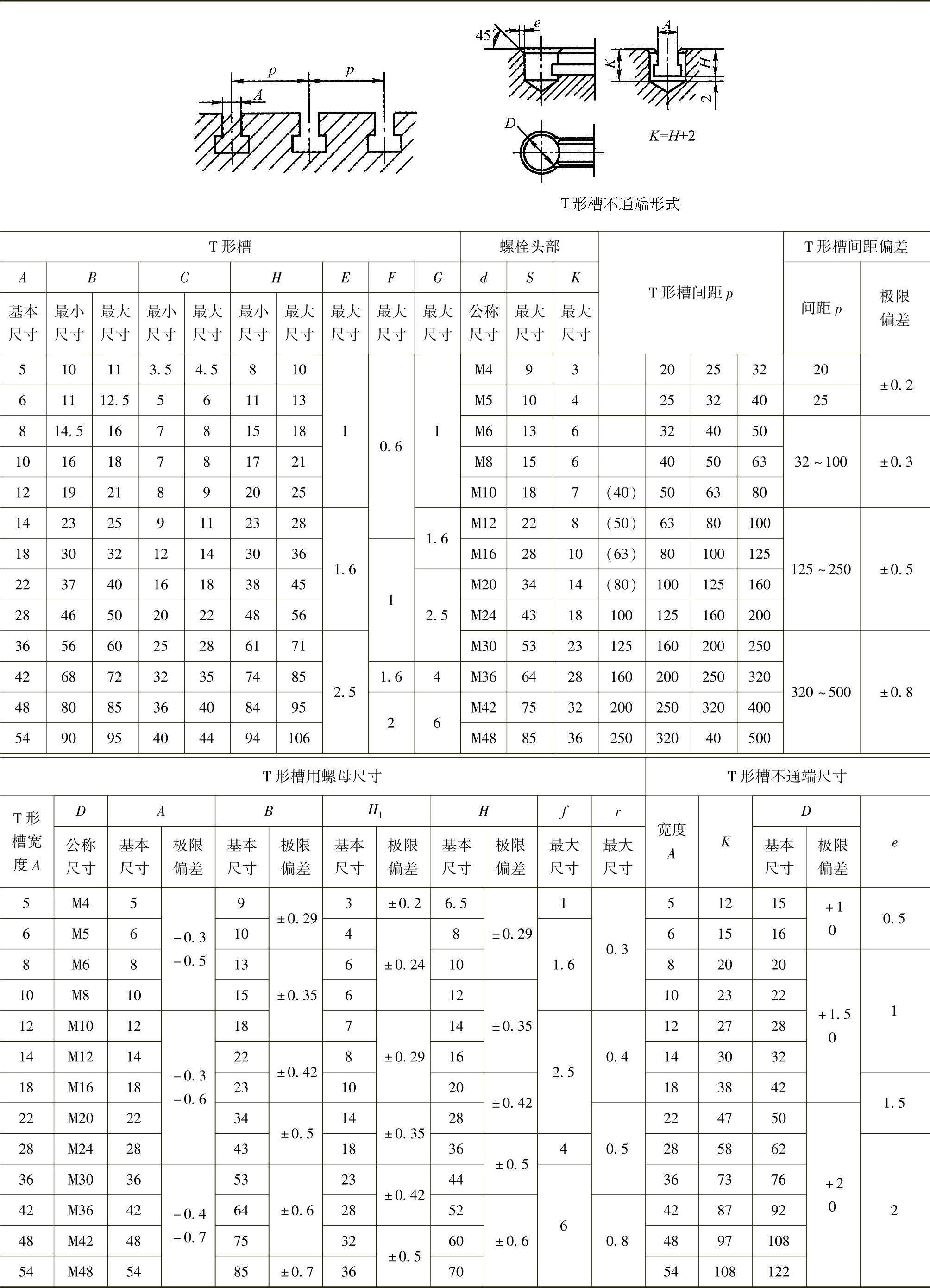
注:1.螺母材料为45钢。螺母表面粗糙度(按GB1031)最大允许值,基准槽用螺母的E面和F面为3.2μm;其余为6.3μm。螺母进行热处理,硬度为35HRC,并发蓝。
2.摘自GB/T 158—1996。
表2.6-30 燕尾槽 (单位:mm)
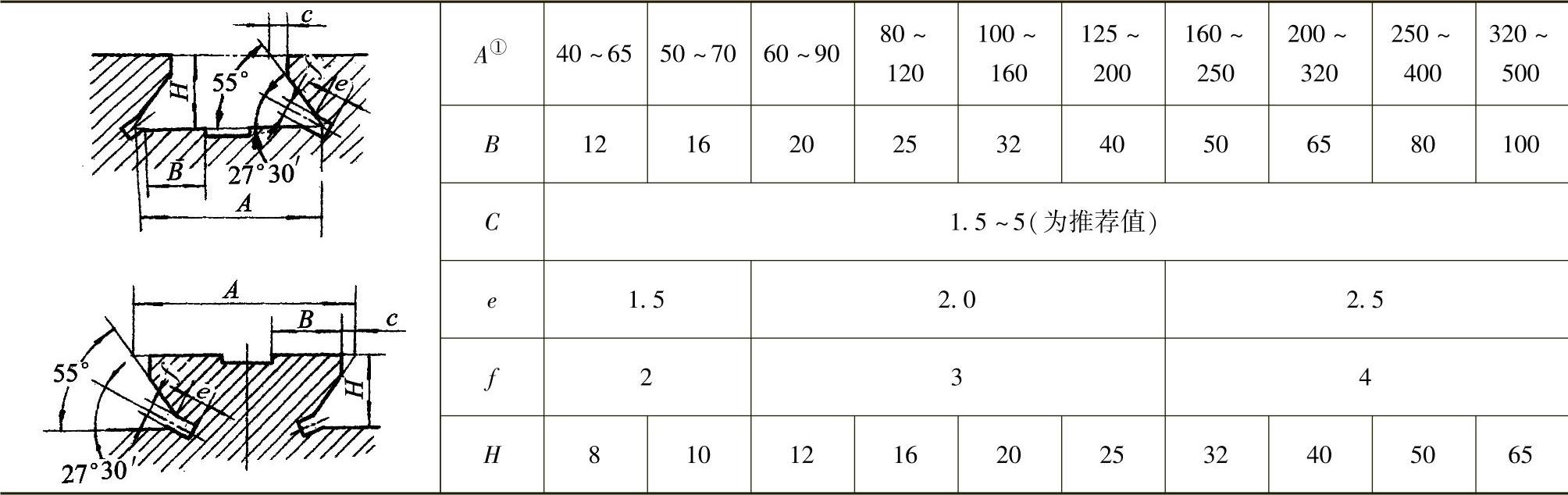
① “A”的系列为40mm、45mm、50mm、55mm、60mm、65mm、70mm、80mm、90mm、100mm、110mm、125mm、140mm、160mm、180mm、200mm、225mm、250mm、280mm、320mm、360mm、400mm、450mm、500mm。
表2.6-31 分度盘和标尺刻度(单位:mm)
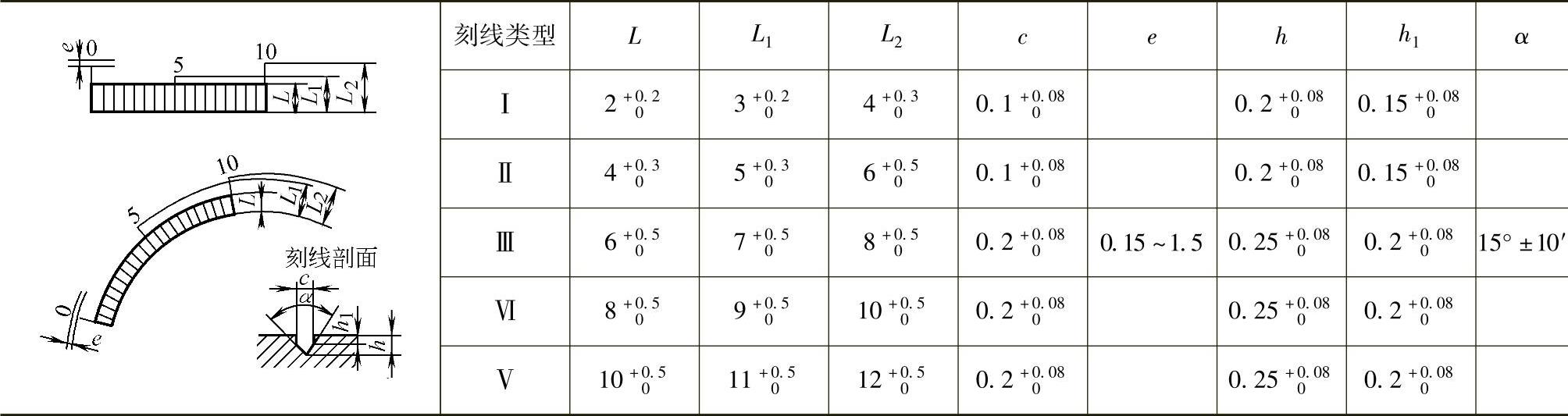
注:1.数字可按打印字头型号选用。
2.尺寸h1在工作图上不必注出。
3.尺寸e的数值可在0.15~1.5mm中选取,但在一个零件中的位置应相等。
表2.6-32 莫氏和米制锥度(附斜度对照)
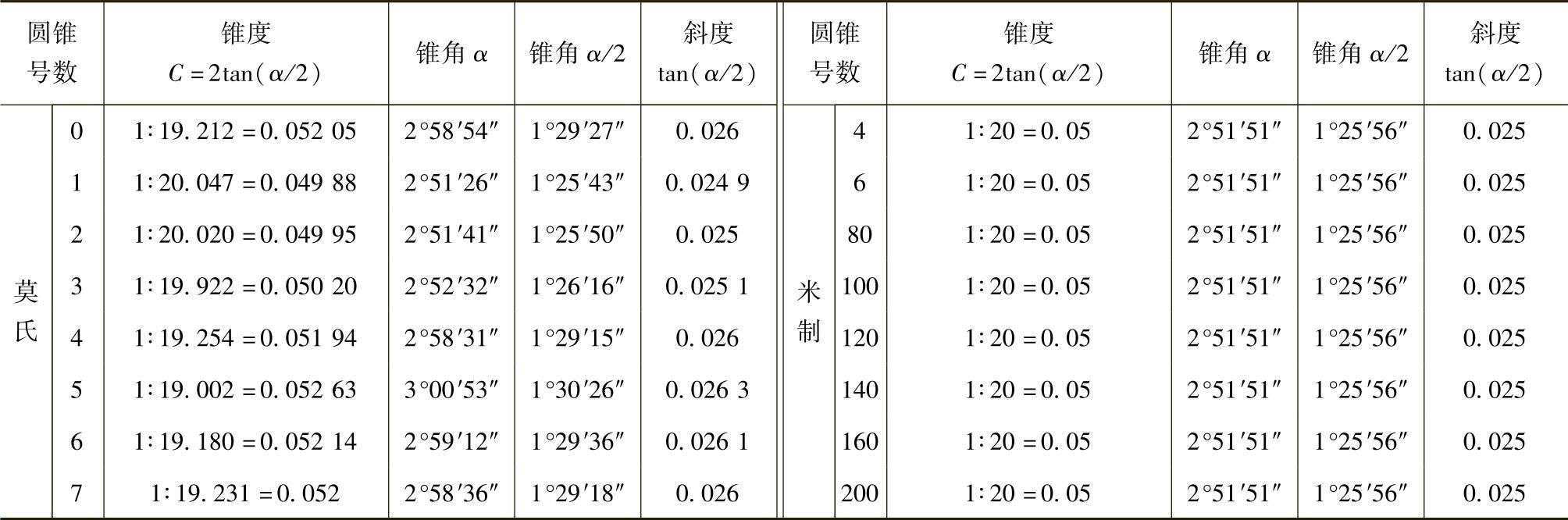
注:1.米制圆锥号数表示圆锥的大端直径,如80号米制圆锥,它的大端直径即为80mm。
2.莫氏锥度目前在钻头及铰刀的锥柄、车床零件等应用较多。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。