



1.3.1 钻、扩、铰孔加工刀具
(1)麻花钻 麻花钻主要用来在实料上钻较低精度和表面粗糙度值较大的孔,如钻铰削前的底孔、镗削前的底孔、螺纹底孔、铆钉孔、螺钉通孔等,有时也可作为扩孔钻用于扩孔。麻花钻有碳素钢制、高速钢制、硬质合金制等不同材质。碳素钢制造的麻花钻性能差,已很少使用。图2.6-5所示为麻花钻的结构及切削部的几何参数。
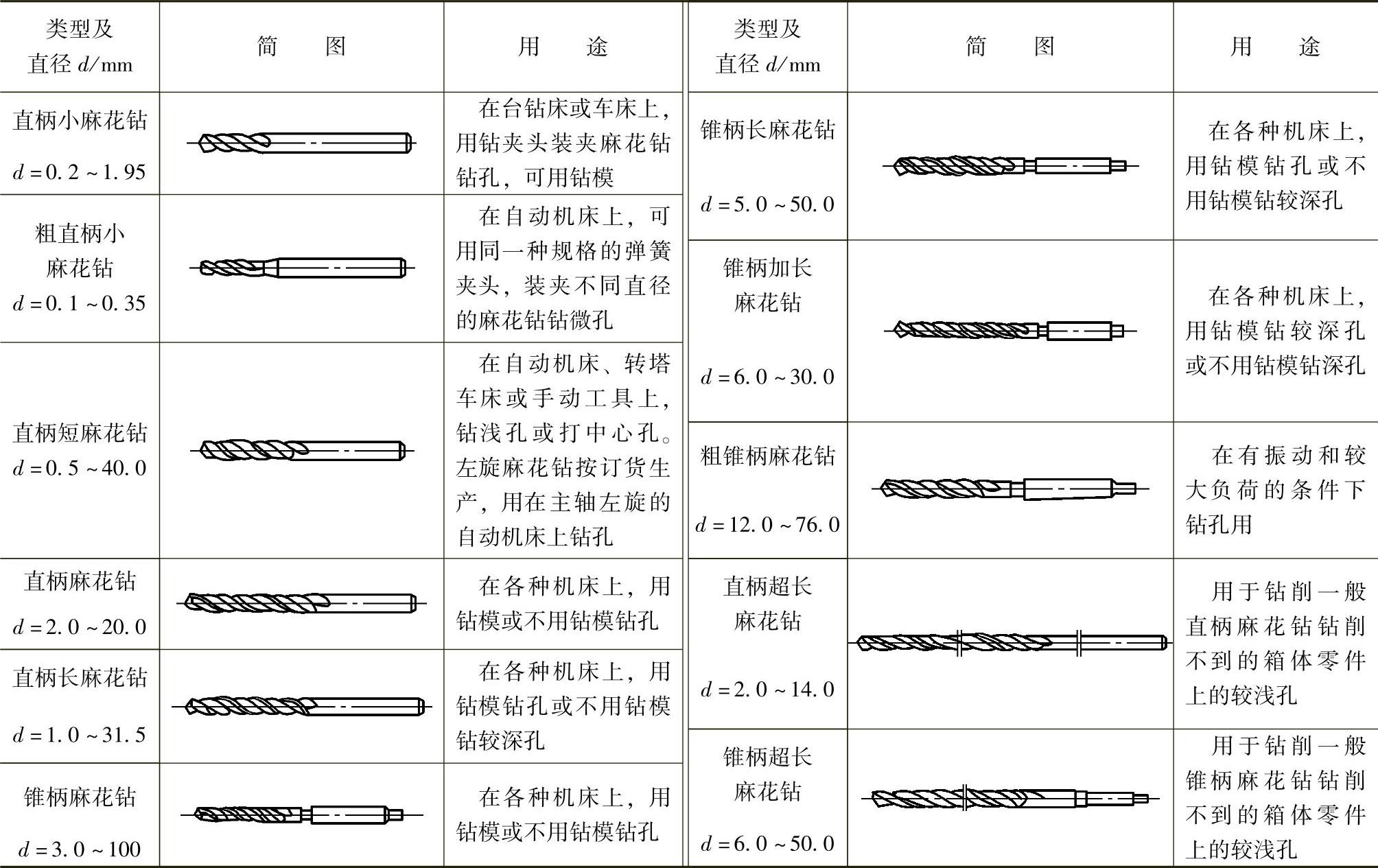
高速钢麻花钻的类型及用途见表2.6-5。
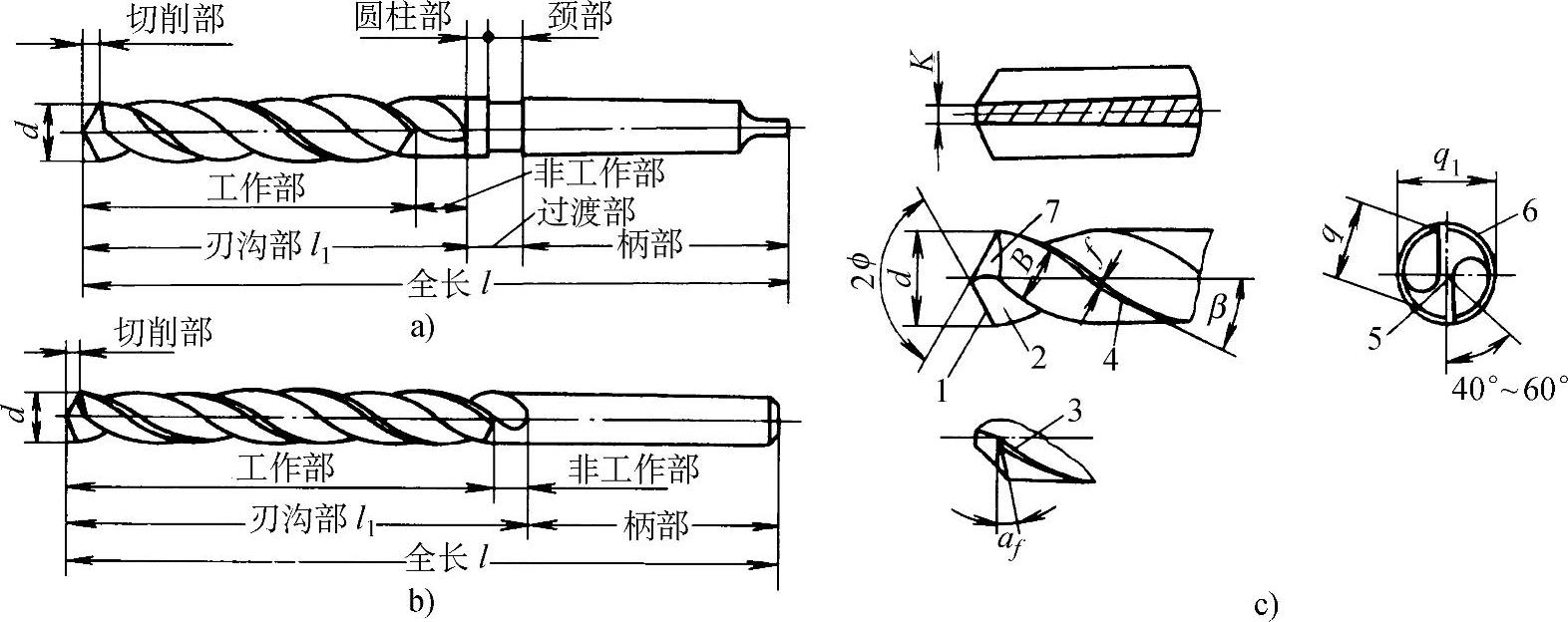
图2.6-5 麻花钻的结构和切削部的几何参数
a)锥柄麻花钻 b)直柄麻花钻 c)麻花钻切削部几何参数 1—主切削刃 2—前刀面 3—副切削刃 4—棱边 5—横刃 6—刃背 7—后刀面
表2.6-5 高速钢麻花钻的类型及用途
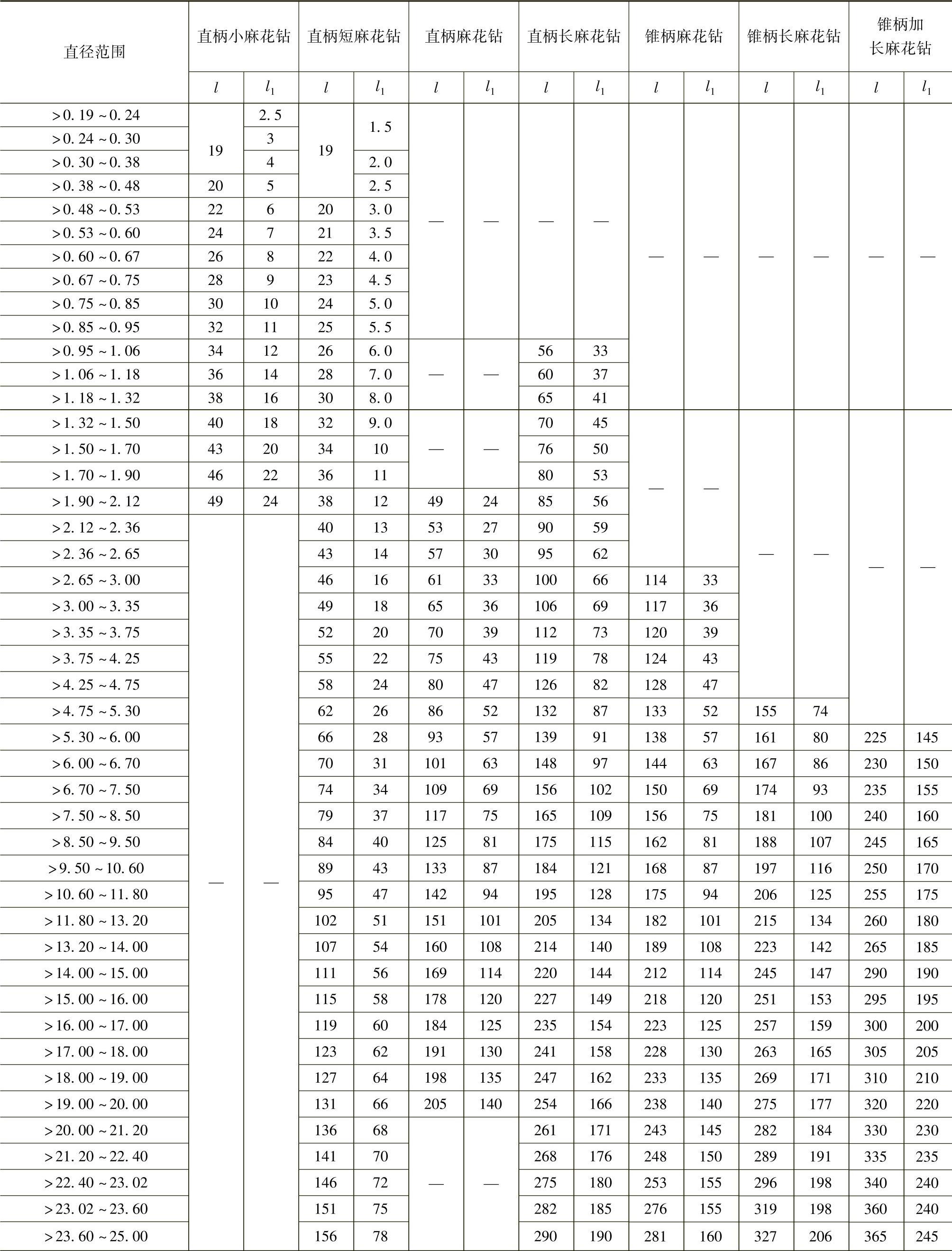
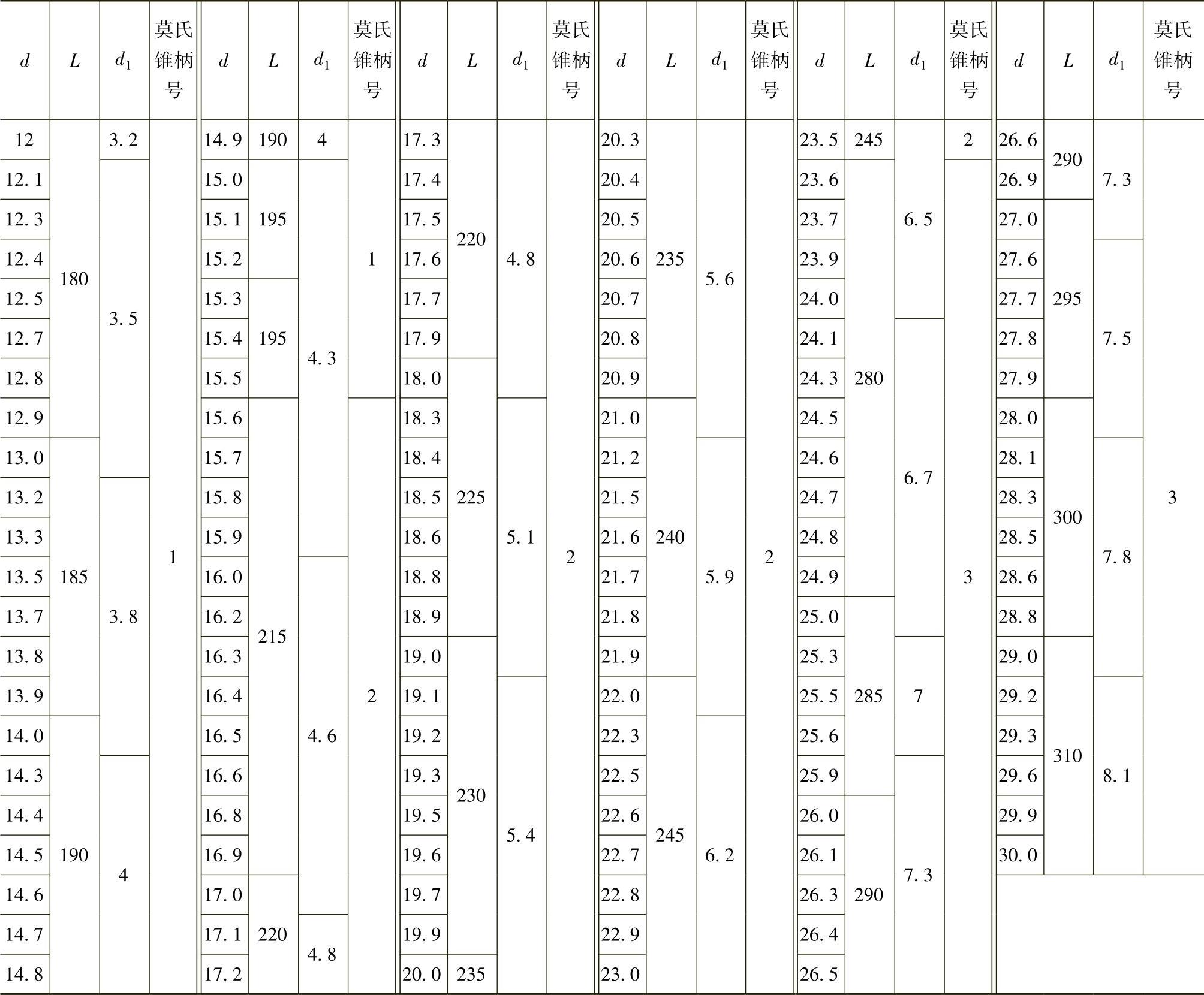
高速钢麻花钻的长度选择:选择高速钢麻花钻的长度时,除了应考虑实际孔深、孔的位置、是否采用钻模之外,还应考虑留有15~20mm的重磨量。钻头装夹时沟槽应露出夹头或钻套的外面。标准高速钢麻花钻的全长l和沟槽长度l1见表2.6-6。
硬质合金麻花钻的结构及尺寸见表2.6-7~表2.6-10。
表2.6-6 标准高速钢麻花钻的全长和沟槽长度 (单位:mm)
(续)
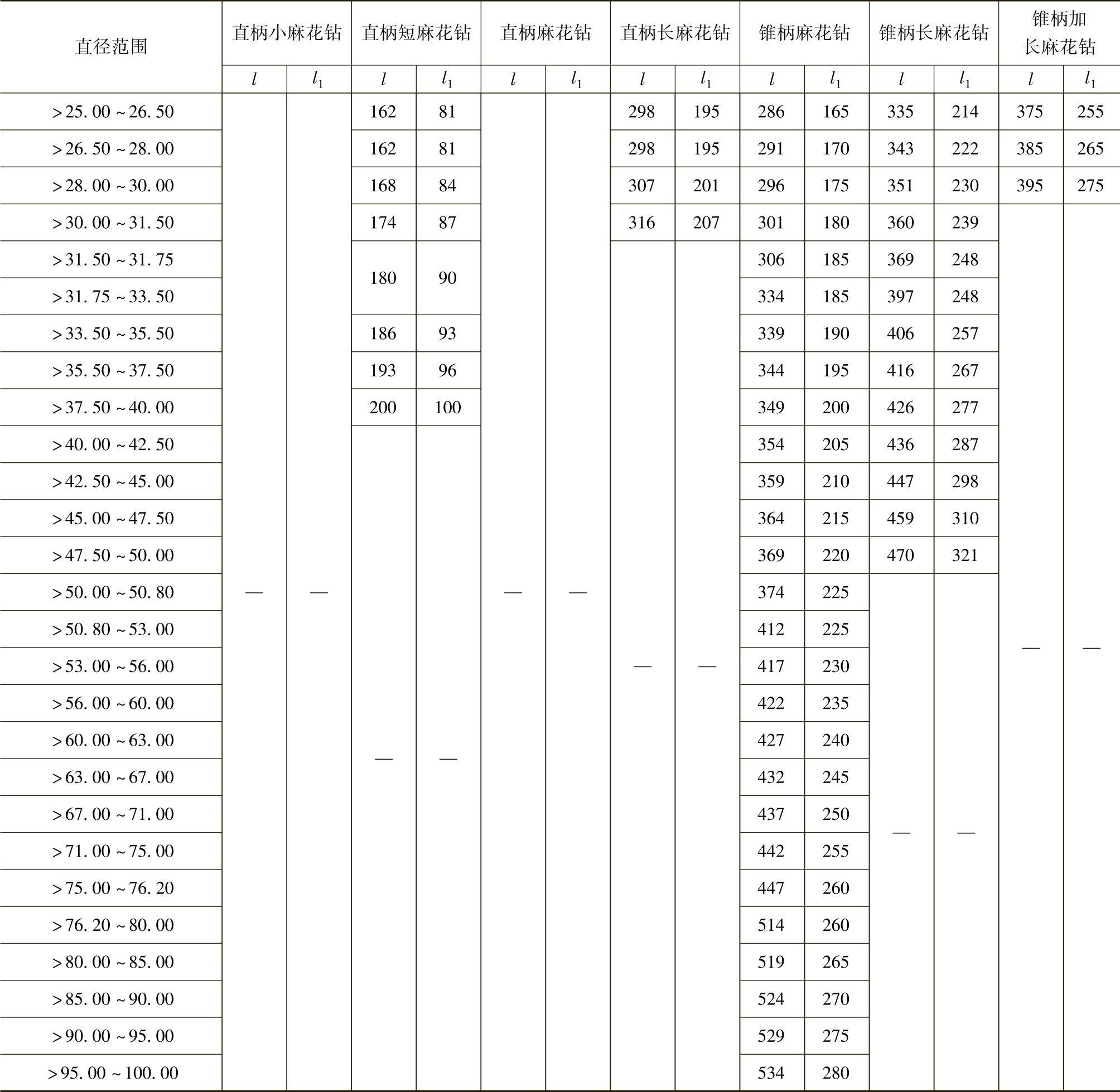
表2.6-7 整体硬质合金粗柄麻花钻尺寸 (单位:mm)
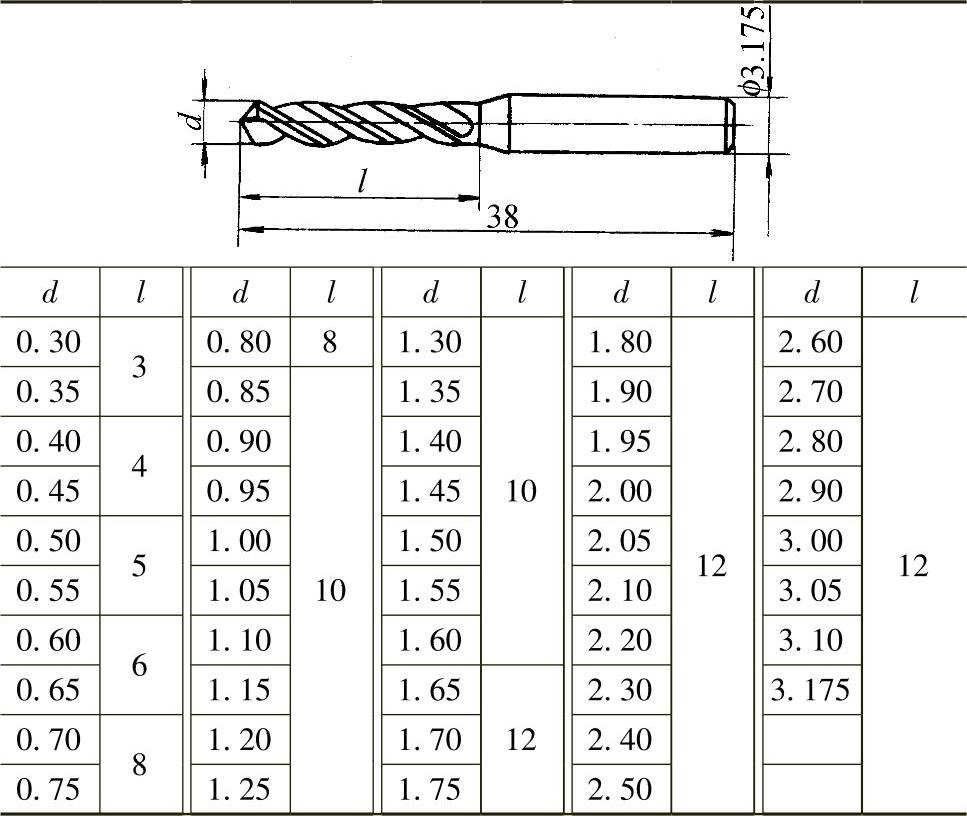
表2.6-8 整体硬质合金固定直径直柄麻花钻尺寸 (单位:mm)
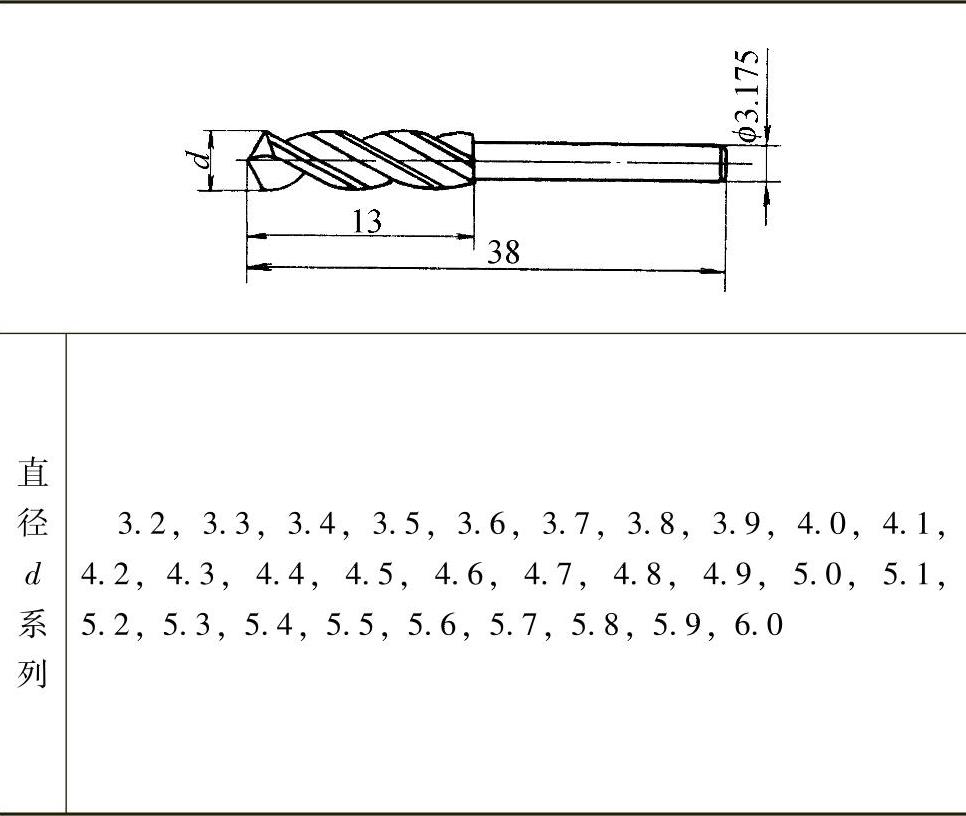
表2.6-9 整体硬质合金直柄麻花钻尺寸 (单位:mm)
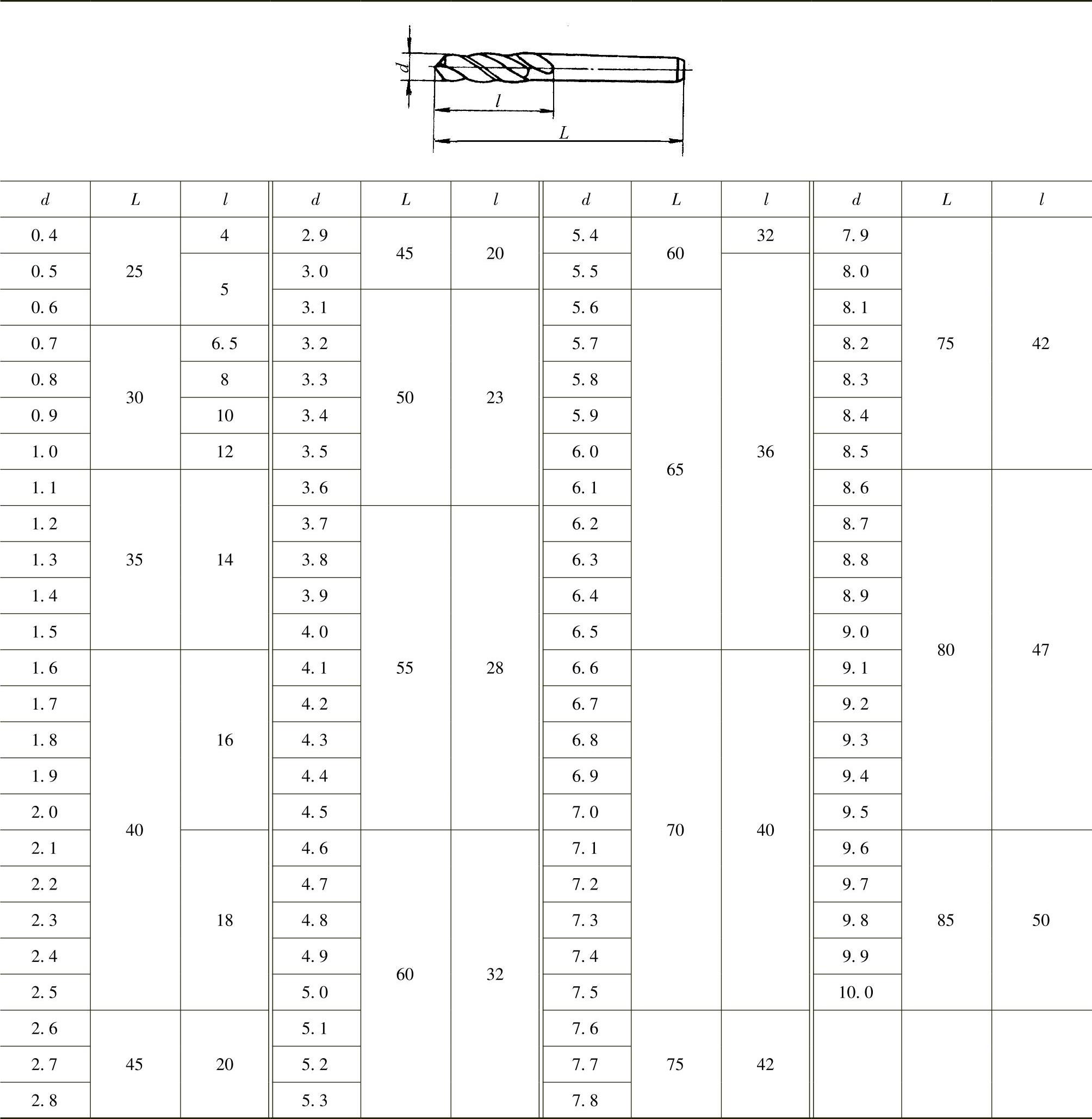
表2.6-10 镶片硬质合金锥柄麻花钻的尺寸 (单位:mm)
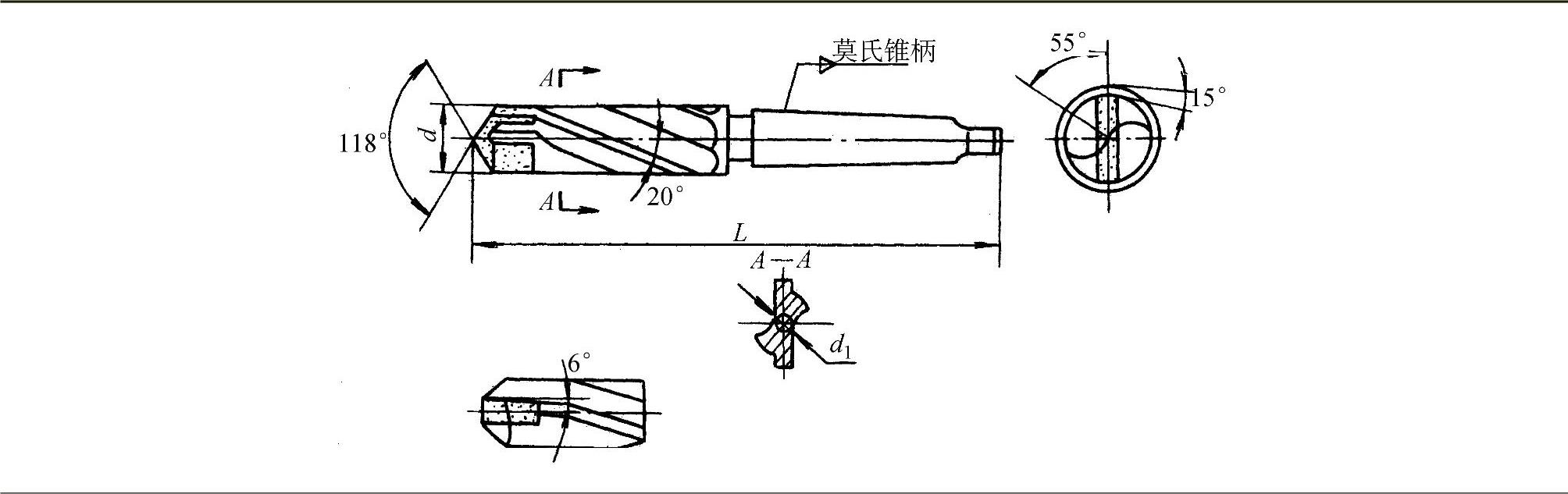
(续)
(2)扩孔钻和锪钻 扩孔钻是用来扩大原有的钻削孔、铸锻孔或冲压孔的直径、提高尺寸精度,及减小孔的表面粗糙度(使之达到Ra3.2μm)。直径3~50mm的扩孔钻制成带柄整体式,直径25~100mm的扩孔钻制成套装式。扩孔钻有高速钢和硬质合金的。单件或小批量生产时,可用麻花钻修磨钻尖的方法代替扩孔钻使用。
图2.6-6和图2.6-7所示为高速钢扩孔钻和硬质合金整体式扩孔钻。
锪钻有外锥面锪钻(用于孔口倒角或去毛刺)、内锥面锪钻(用于螺栓倒角)、平面锪钻(用于锪沉孔或平面)三种,如图2.6-8~图2.6-12所示。
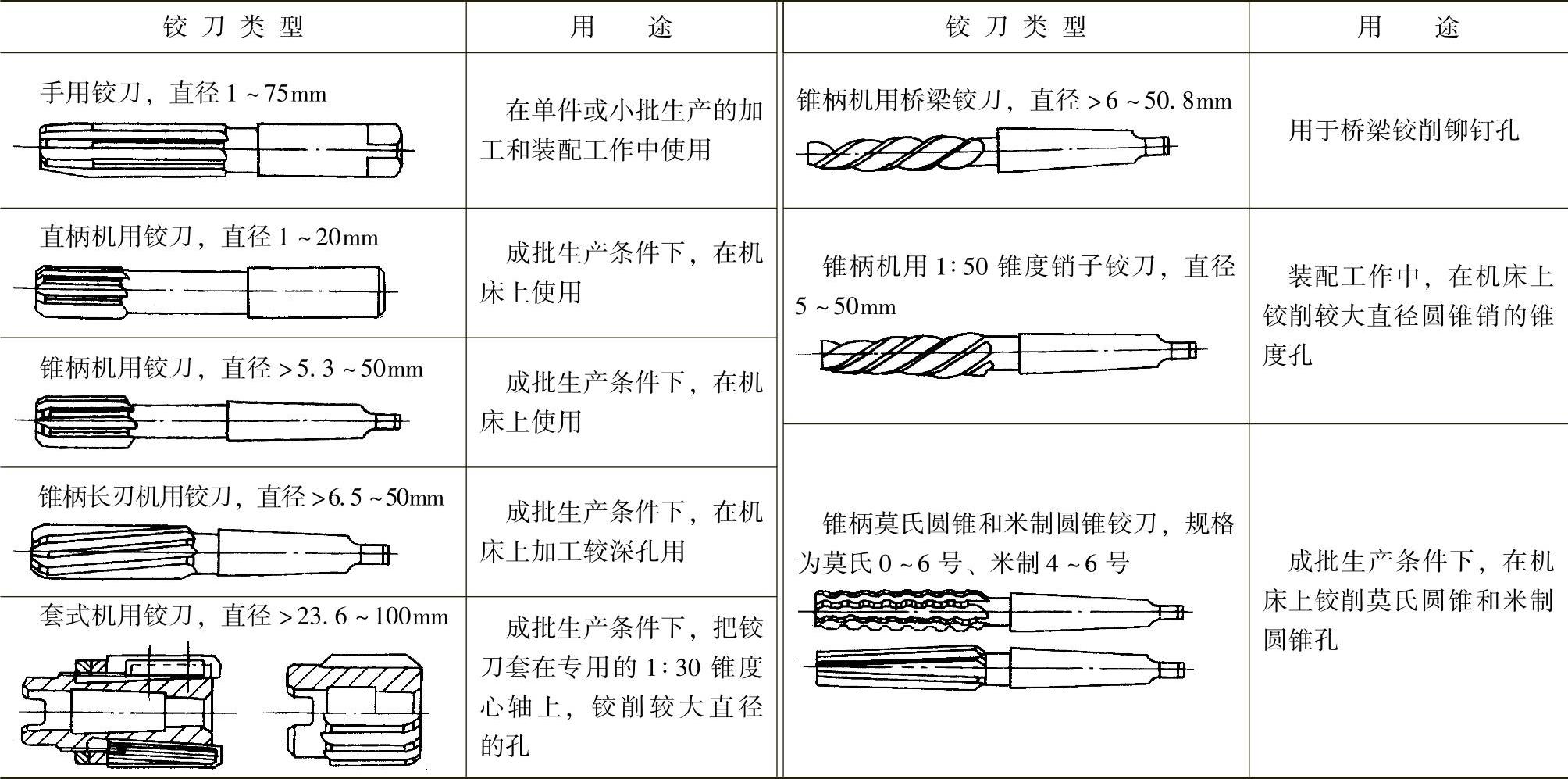
(3)铰刀 铰刀可用来铰削已钻削的孔表面,提高孔的直径尺寸精度。铰孔可使孔径精度达到H5~H10级,表面粗糙度Ra达到0.2~1.6μm。铰刀有高速钢制的和硬质合金制的。铰刀的结构如图2.6-13所示。铰刀的类型和用途见表2.6-11。
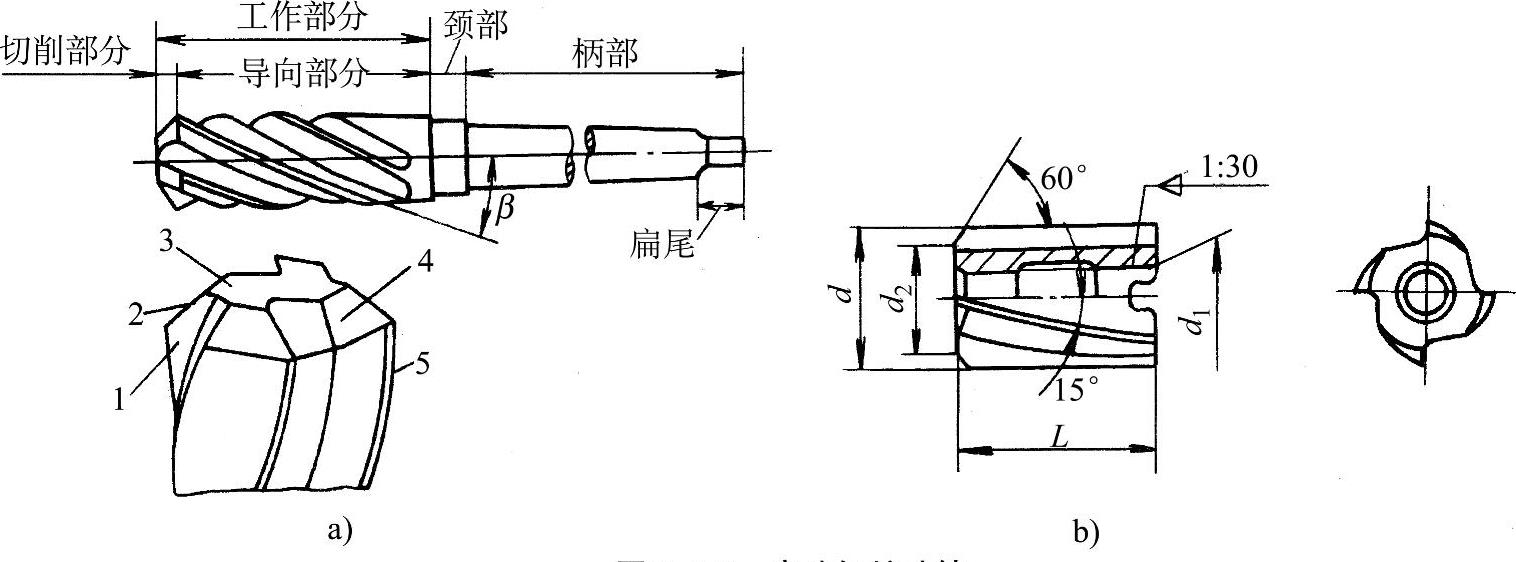
图2.6-6 高速钢扩孔钻
a)整体式(直柄、锥柄) 1—前刀面 2—主切削刃 3—钻心 4—后刀面 5—棱边 b)套装式
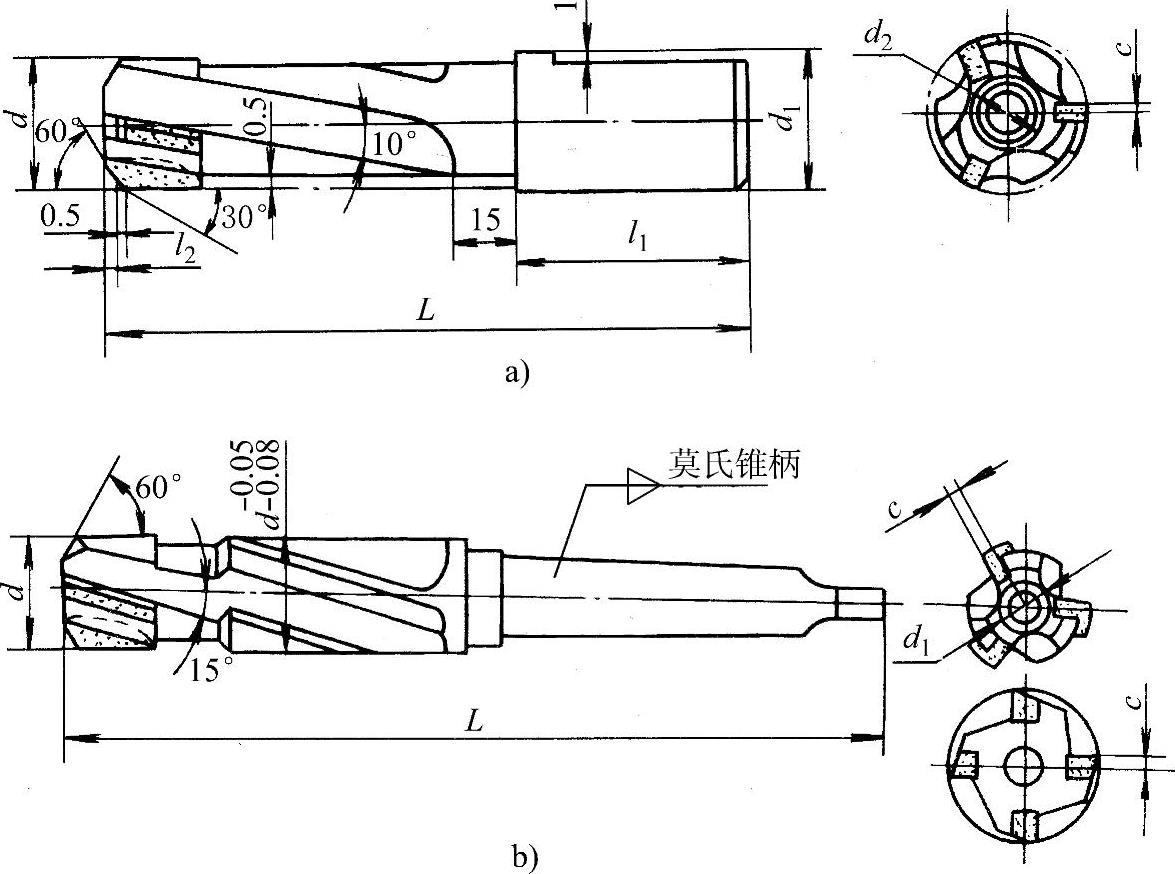
图2.6-7 硬质合金整体式扩孔钻
a)直柄 b)锥柄
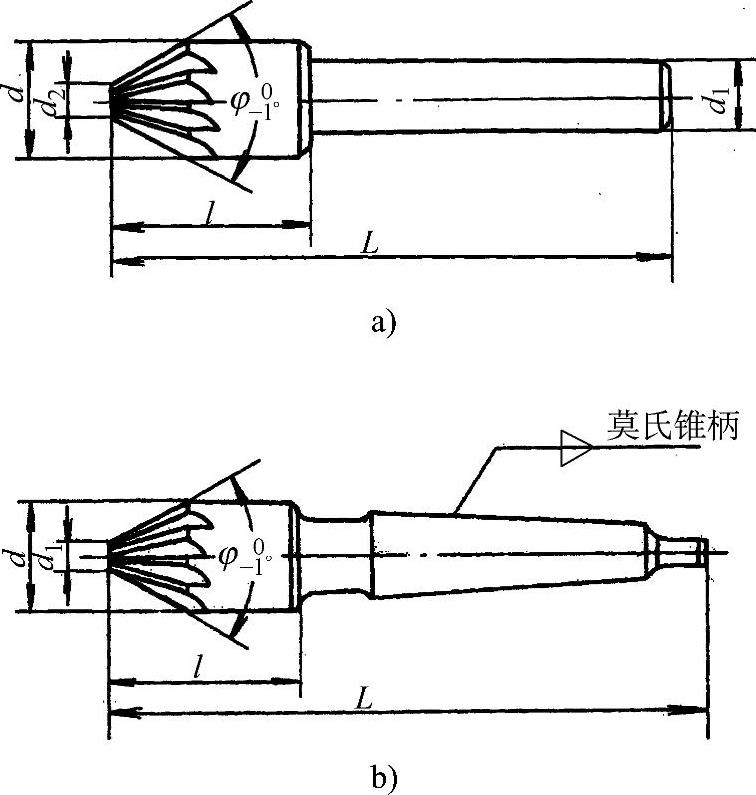
图2.6-8 60°、90°、120°锥面锪钻(https://www.xing528.com)
a)直柄 b)锥柄
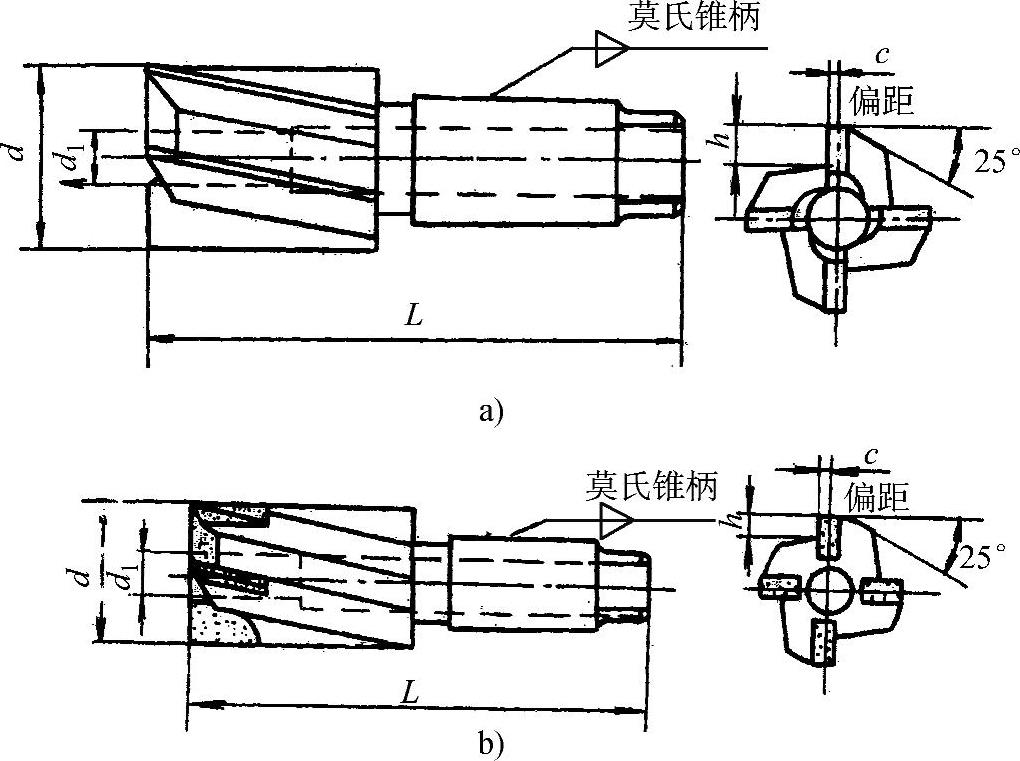
图2.6-9 硬质合金平底锪钻
a)高速钢莫氏短锥柄 b)硬质合金莫氏短锥柄
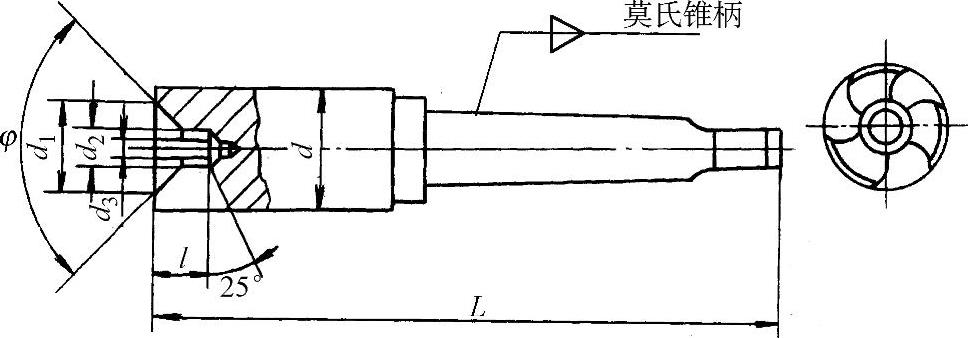
图2.6-10 内锥面锪钻
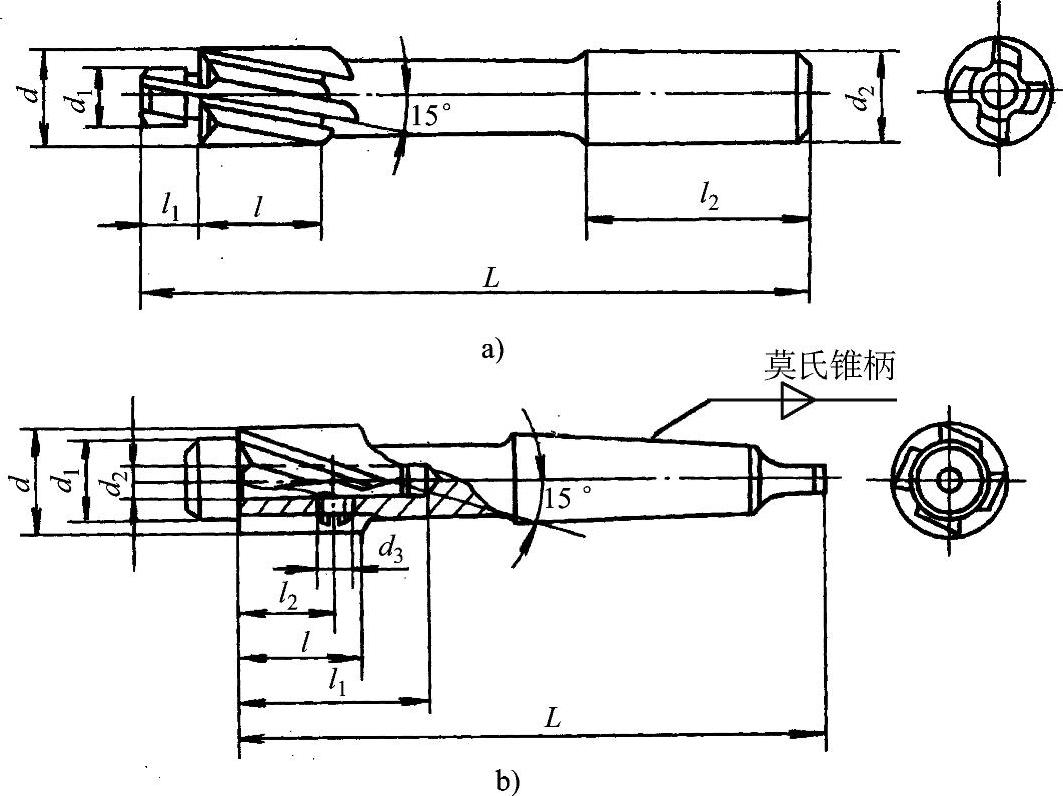
图2.6-11 带导柱平底锪钻
a)直柄 b)带可换导柱锥柄
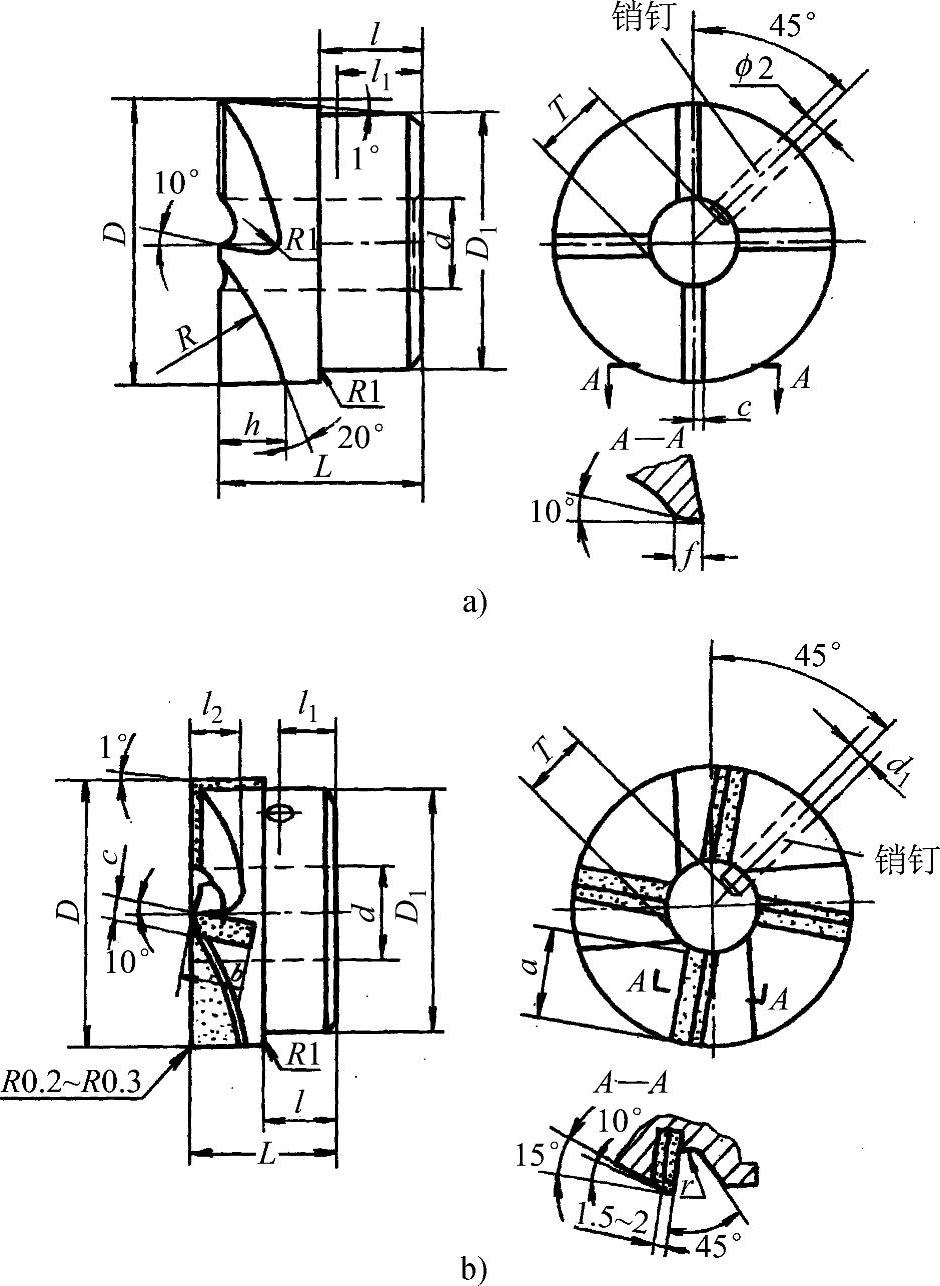
图2.6-12 端面锪钻
a)小直径端面锪钻 b)大直径端面锪钻
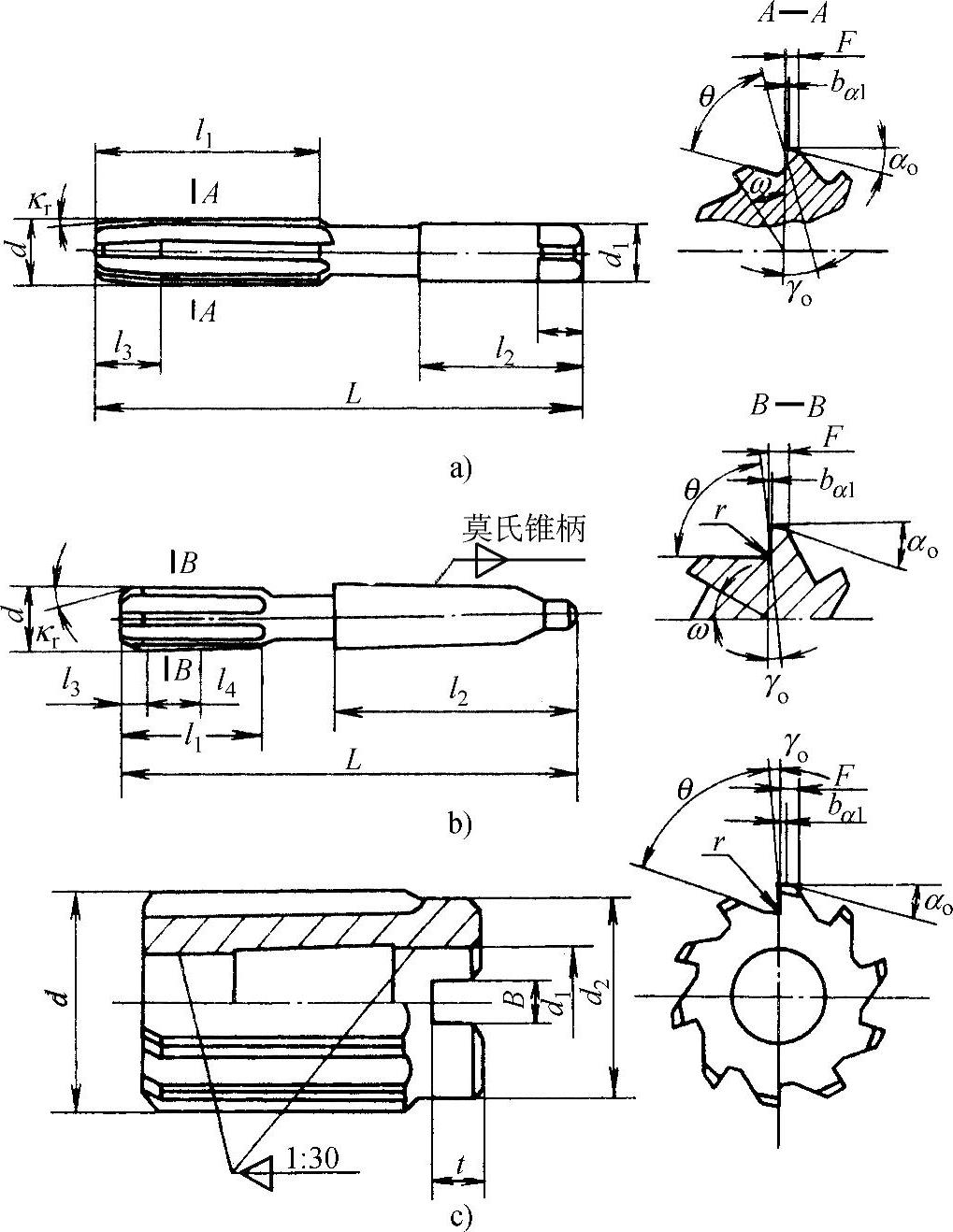
图2.6-13 铰刀的结构
a)直柄手用铰刀 b)锥柄机用铰刀 c)套式机用铰刀 d—铰刀直径 L—总长 l1—工作部分 l2—柄部 l3—切削部分 l4—圆柱校准部分 θ—齿槽截形夹角 кr—主偏角 γO—前角 αO—后角 ω—齿间夹角 bα1—棱边 F—齿背宽度
表2.6-11 铰刀的类型和用途
1.3.2 中心钻及深孔钻
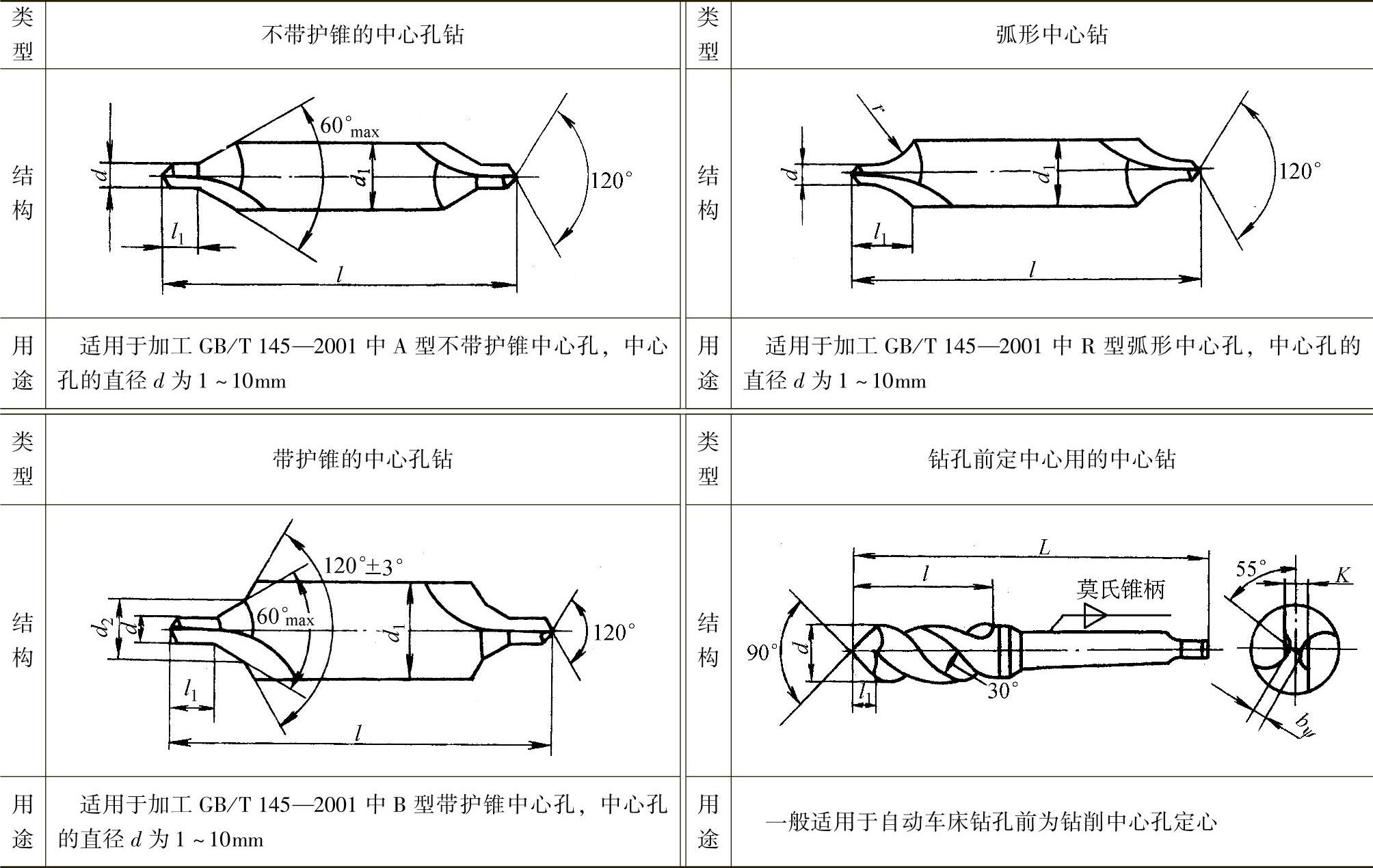
(1)中心钻 中心钻用于在实心料端钻中心孔或钻孔前为钻削中心孔定心,中心钻的类型、结构及用途见表2.6-12。
表2.6-12 中心钻的类型、结构及用途
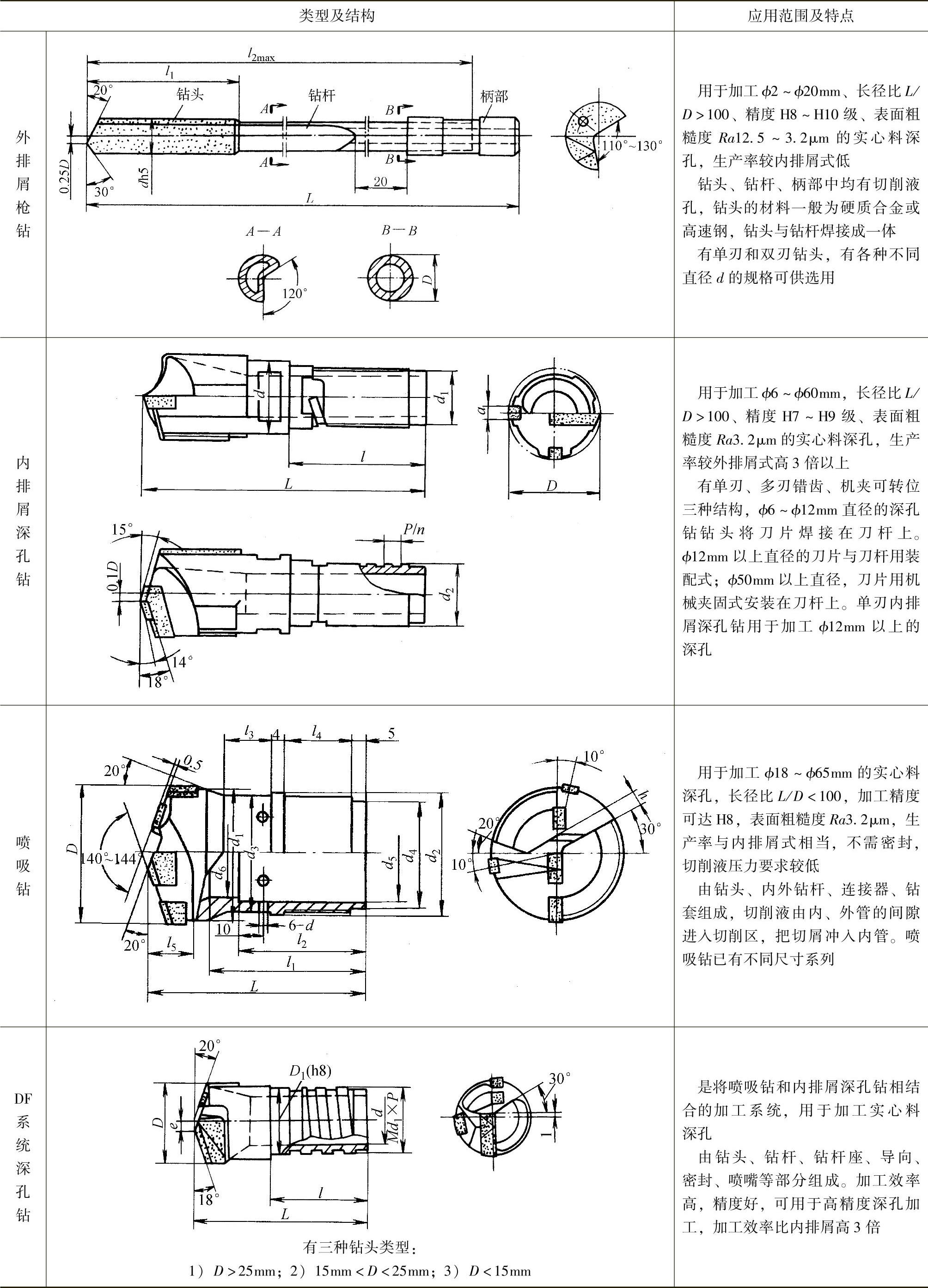
(2)深孔钻 孔深(长)与孔直径之比L/D>5的孔称为深孔。用麻花钻很难加工出合格的深孔。因为长而细的麻花钻刚性差,排屑槽长而难以排屑,钻削过程中很难将切削液注入冷却,因而不能得到要求的孔径精度,故必须采用具有特殊功能的深孔钻。深孔钻有钻孔、扩孔、套料三种钻头,又有单刃钻和多刃钻、外排屑和内排屑等不同结构。深孔钻的工作原理如图2.6-14所示,在实心料上钻孔的深孔钻的类型及应用范围见表2.6-13。
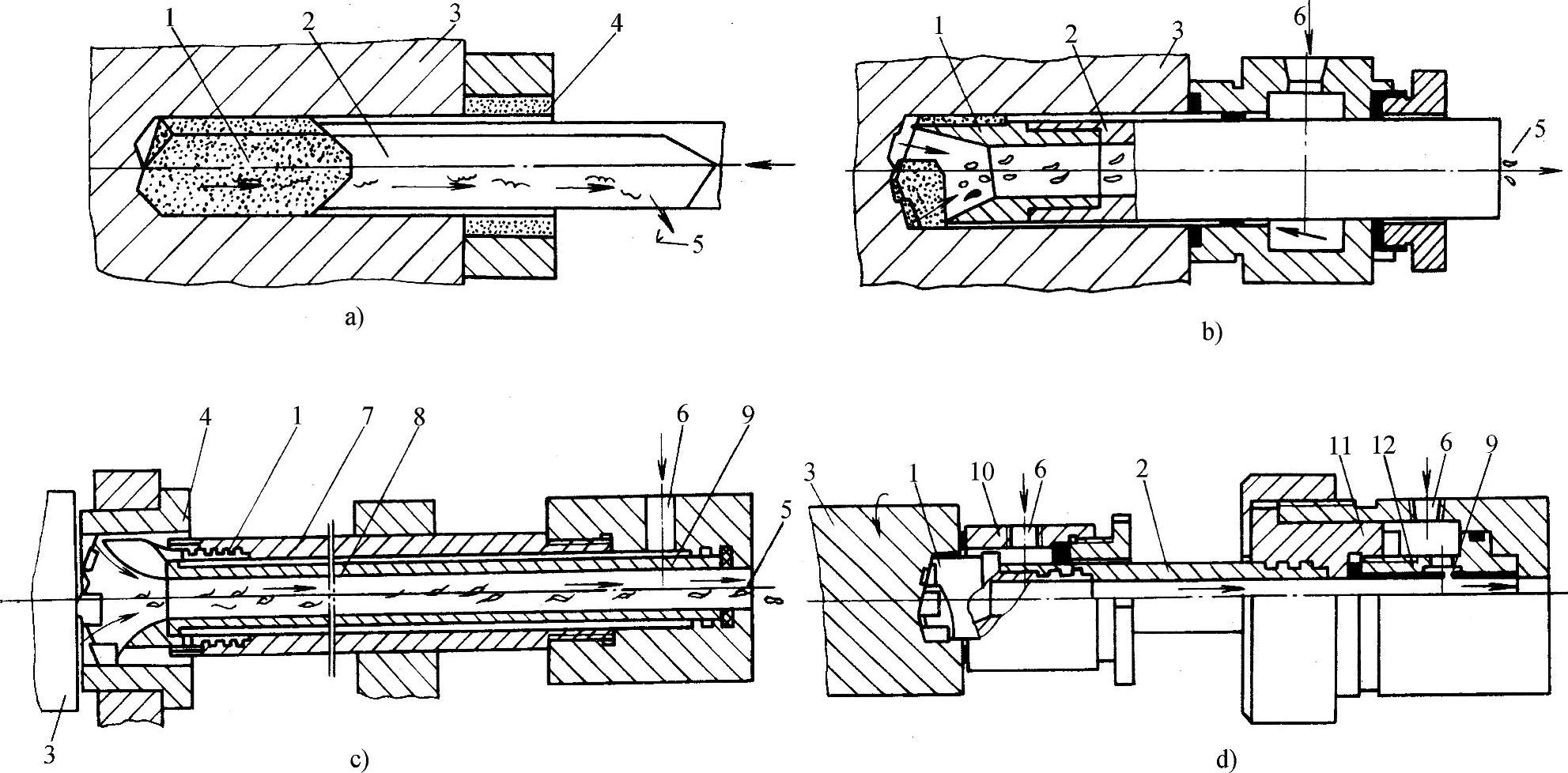
图2.6-14 深孔钻的工作原理
a)外排屑深孔钻(枪钻) b)BTA内排屑深孔钻 c)喷吸钻 d)DF内排屑深孔钻 1—钻头 2—钻杆 3—工件 4—导套 5—切屑 6—进油口 7—外管 8—内管 9—喷嘴 10—引导装置 11—钻杆座 12—密封套
表2.6-13 深孔钻的类型及应用范围
1.3.3 镗刀
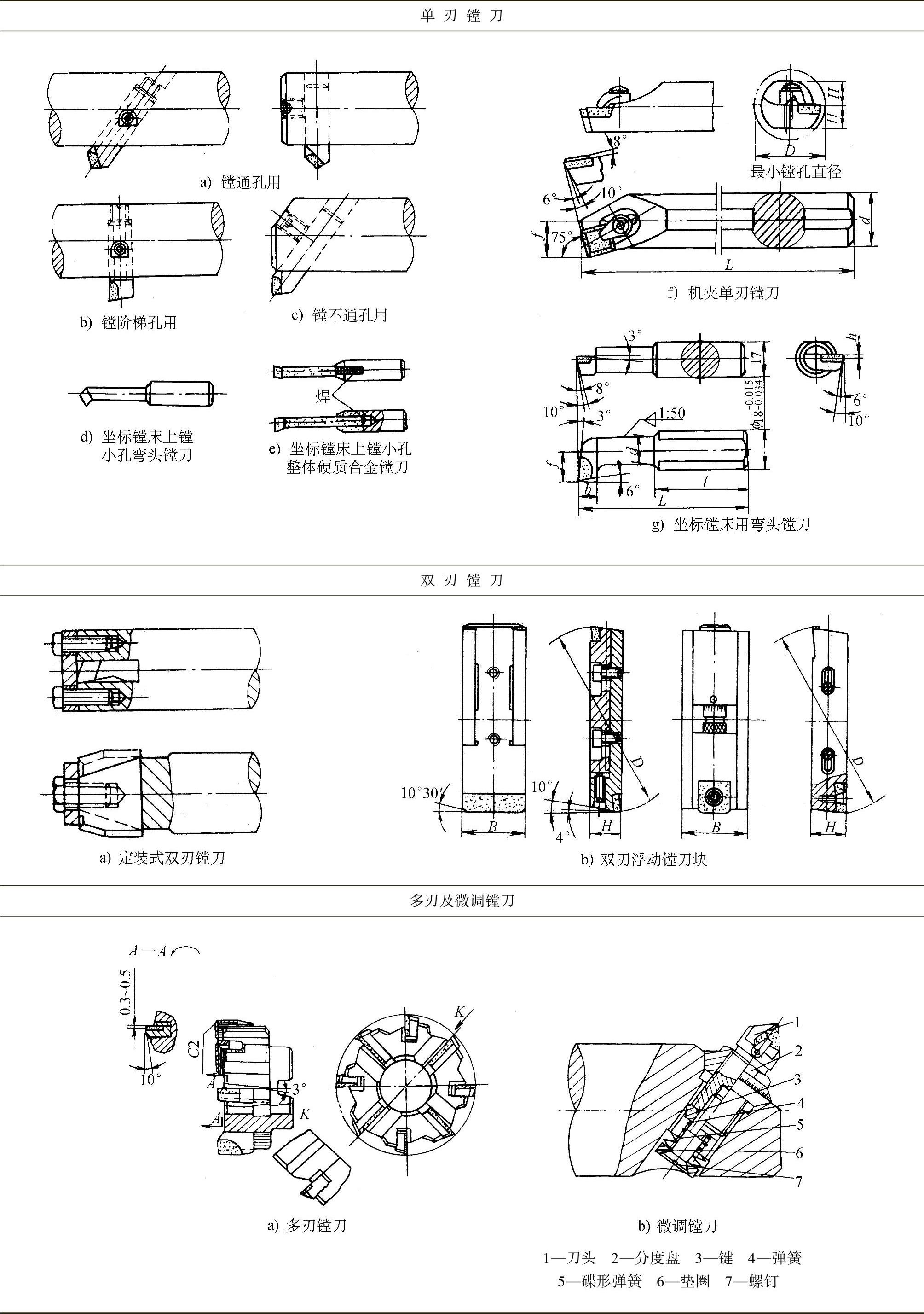
镗刀,按切削刃的多少,分为单刃、双刃及多刃镗刀;按刀具的结构,分为整体式、装夹式、可调式(微调、差动)。各种镗刀的结构见表2.6-14。
表2.6-14 各种镗刀的结构
1.3.4 孔加工复合刀具
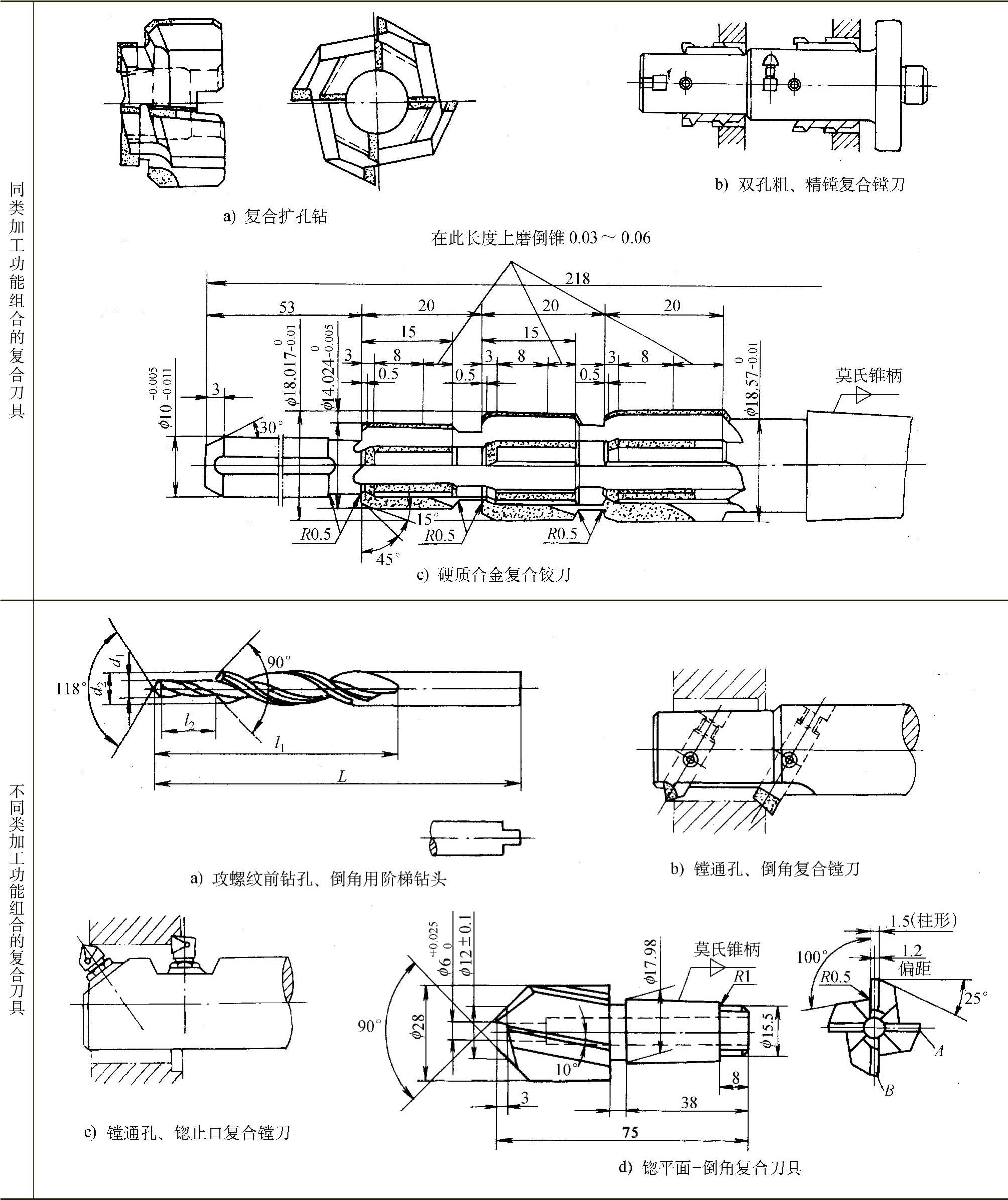
孔加工复合刀具就是将两种以上功能的孔加工刀具组合成一体的刀具,主要用于大批量生产。孔加工复合刀具可分为:同类加工功能组合的复合刀具(复合钻、复合扩孔钻、复合铰刀等)和不同类加工功能组合的复合刀具(钻—扩、钻—铰、钻—攻螺纹复合刀具)。孔加工复合刀具按结构还可分为整体式和装配式。不同加工功能组合的孔加工复合刀具见表2.6-15。
表2.6-15 不同加工功能组合的孔加工复合刀具
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。