



机械设备装配后,一些相关的部位要达到某一要求的最终尺寸,而这个最终尺寸,是由一系列零件的尺寸累加或叠合后形成的,或者说,是由多个零件(或部件)的尺寸组合(加减)之后形成的尺寸链得到的。由于各零件都有加工误差,要使零件装配后完全达到要求的最终尺寸几乎是不可能的。因此,其安装尺寸链必须有调整环节。
图2.5-75所示为轴及轴承在箱体中的安装尺寸调整。箱体宽度L3有加工尺寸误差,轴的台阶尺寸L1及轴承宽度b也都有加工尺寸误差,两边端盖的配合深度为a。要使两边端盖压紧在箱体的两侧,则需L3=L1+2b+2a。安装装配时,加工尺寸L1及轴承宽度b是不可能调整的,唯一的调整尺寸是a。配磨尺寸a,即可达到安装尺寸。为了防止机构发热时轴承因轴的热胀伸长而卡死,尺寸a与轴承外环端面应保留一定的间隙,此间隙量视轴的伸长窜动对轴上安装件的影响程度而定,一般可在0.05~0.3mm之间。为了调整时配磨方便,可在一个端盖和轴承间加上一调整垫,调整时只需配磨调整垫的厚度a2。

图2.5-75 轴及轴承在箱体中的安装尺寸调整
图2.5-76所示为车床主轴轴线和尾座顶尖套轴线对床身导轨的等高度装配关系,主轴轴线与尾座顶尖套轴线各自相对于床身导轨的相对高度必须一致,尾座顶尖套轴线必须略高于主轴轴线0.06mm(考虑尾座在使用中经常反复移动的磨损),而且对两条轴线在水平面和垂直面内相对导轨面均有平行度要求。假设床身导轨为一基准面,则主轴轴线的高度尺寸由床头箱1的主轴轴承孔的中心高、轴承2的直径尺寸、主轴3的轴径尺寸决定。由于上述三者均有尺寸误差,故其误差的代数和将集中反映在主轴轴线的高度尺寸误差上,而主轴轴线对导轨面在两个方向上的平行度,主要取决于箱体主轴轴承孔中心线相对于箱体与导轨安装接触面的平行度。尾座顶尖套轴线的高度尺寸,是由尾座5的中心孔高度、尾座顶尖套4的直径尺寸、尾座底板6的高度尺寸决定的,三者的尺寸误差,决定了尾座顶尖套轴线高度,而轴线对导轨面在两个方向上的平行度,则主要取决于尾座底板上导轨面与床身导轨面的平行度。要达到主轴轴线与尾座顶尖套轴线的高度差要求,靠配磨尾座底板6的上表面解决(制造时,尾座底板6在高度方向留有配磨的加工余量),而床头箱1与尾座5和床身导轨的平行度,用配刮床头箱1及尾座底板6底面的导轨的方法解决。(https://www.xing528.com)
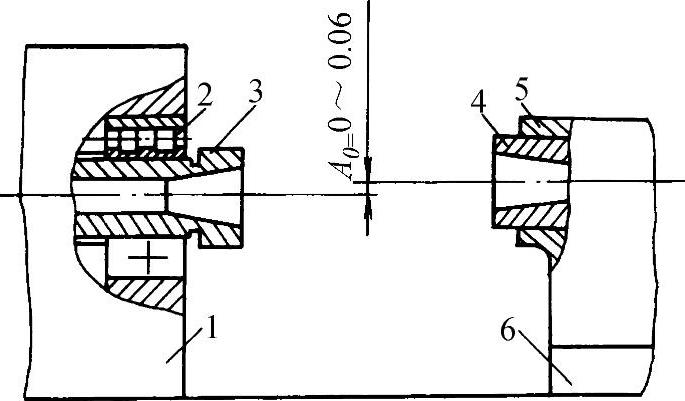
图2.5-76 车床主轴轴线与尾座顶尖套轴线对床身导轨的等高度装配关系
1—床头箱 2—轴承 3—主轴 4—尾座顶尖套 5—尾座 6—尾座底板
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。