



1.6.1 电火花加工
(1)电火花加工的原理及加工设备 电火花加工就是利用工件和工件加工工具作为两个电极,在加工介质(工作液)中产生电火花放电时的电蚀效应,蚀除工件部分金属的加工方法。如图2.5-31所示,当自动进给调节装置3向下移动至工具4与工件1的距离达到某一小间隙时,脉冲电压使工具与工件表面的最接近处或绝缘强度最低处的介质击穿,发生火花放电,放电产生的瞬时高温使工件和工具熔化蚀除一小部分金属,在工件和工具放电处各形成一个小坑。由于脉冲电压按一定的频率连续不断地放电,工具电极不断进给,工具的形状最终复制在工件上,有如模具在工件上冲压出模坑一样,实现工件的电蚀加工。工件与工具最接近的表面最终布满无数小坑。
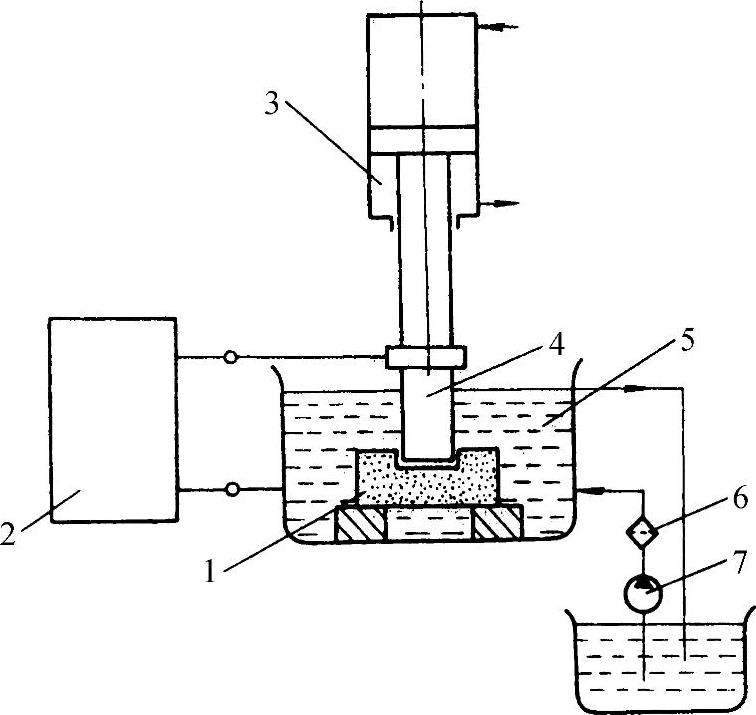
图2.5-31 电火花加工原理
1—工件 2—脉冲电源 3—自动进给调节装置 4—工具 5—工作液 6—过滤器 7—工作液泵
电火花加工的设备即电火花加工机床,由主机(床身、立柱)、脉冲电源(电源系统及控制柜)、自动进给调节系统(包括工具电极)、工作液循环过滤系统等组成。电火花加工机床有两种结构布局:一种是整体式电火花加工机床(图2.5-32),将各功能部件全部集中在机床内部,优点是结构紧凑、占地面积小,缺点是电机、液压泵的振动影响加工,散热条件差、安装、维修不方便;另一种是分离式电火花加工机床(图2.5-33),与整体式比较,占地面积小、安装维修方便,采用较多。
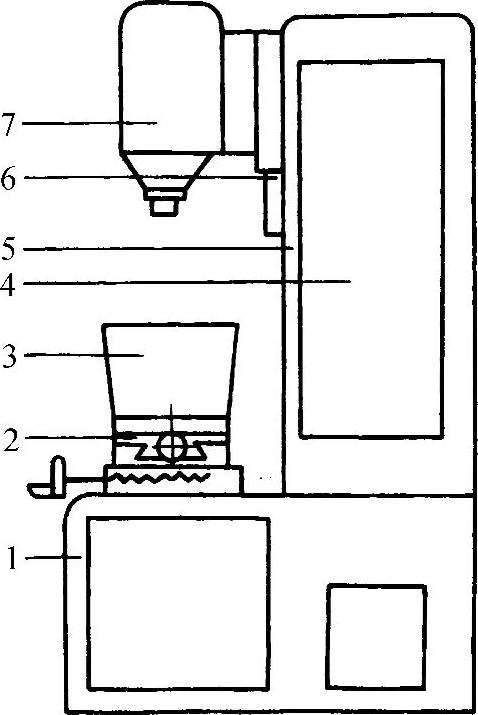
图2.5-32 整体式电火花加工机床
1—床身 2—坐标工作台 3—工作液箱 4—操纵面板 5—立柱 6—立柱导轨 7—主轴头
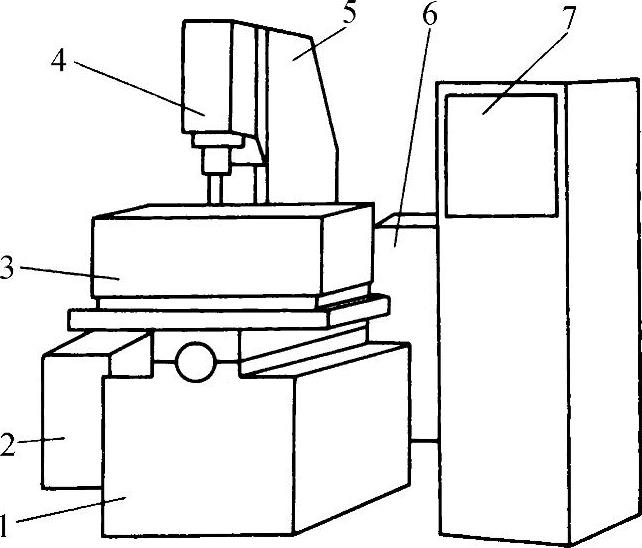
图2.5-33 分离式电火花加工机床
1—床身 2—液压油箱 3—工作液箱 4—主轴头 5—立柱 6—循环过滤装置 7—电器箱
电火花加工机床的规格,按照工作台纵(横)行程、工具主轴行程、加工的最大工件质量、脉冲电源最大功率、最大生产率等指标,划分为许多不同型号规格。不同规格机床的工作台的纵(横)行程范围为160mm×80mm~1000mm×700mm;工具主轴行程范围为100~300(350)mm;脉冲电源的最大功率范围为2.5~50kW;最大加工生产率范围:6~3000mm3/min。
(2)电火花加工的工具电极 电火花加工是一种仿形加工,因此工具电极的形状及尺寸应根据工件加工部位的形状及尺寸确定,工具电极与工件加工部位必须有放电间隙,如果工具电极有平行移动,还应考虑平移量。
工具电极的形状、尺寸包括高度方向和截面水平方向的形状尺寸。工具电极的高度尺寸计算如图2.5-34所示,计算式为:
H=h+h1+h2
式中 h——电极垂直方向的有效加工尺寸;
h1——电极伸入型腔部分的高度;
h2——考虑电极伸入型腔最底部,及电极加工多次往复放电损耗后不致与工件相碰时需加长的部分,一般取h2=5~20mm。
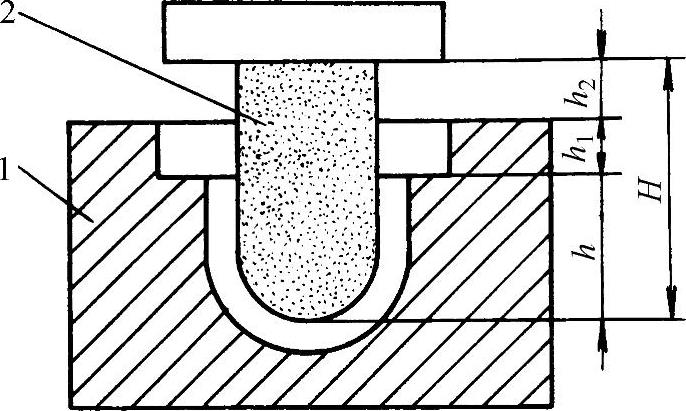
图2.5-34 电极总高度计算示意图
1—工件 2—工具电极
电极的垂直方向有效加工尺寸h=l+l1+l2,l为工件垂直方向的基本尺寸,l1、l2为粗、精加工时的电极损耗量,l1=l×2%,l2=h′×40%,h′为精加工时的修磨深度,一般h′=0.4mm。
电极的出模斜度可按5°设计。电极水平截面尺寸的计算示例见表2.5-64。
电极的水平截面尺寸计算式为
d=D±kδ
式中 d——电极水平截面尺寸;
D——型腔水平尺寸;
k——与型腔尺寸注法有关的系数;
δ——单边放电间隙及平动量。
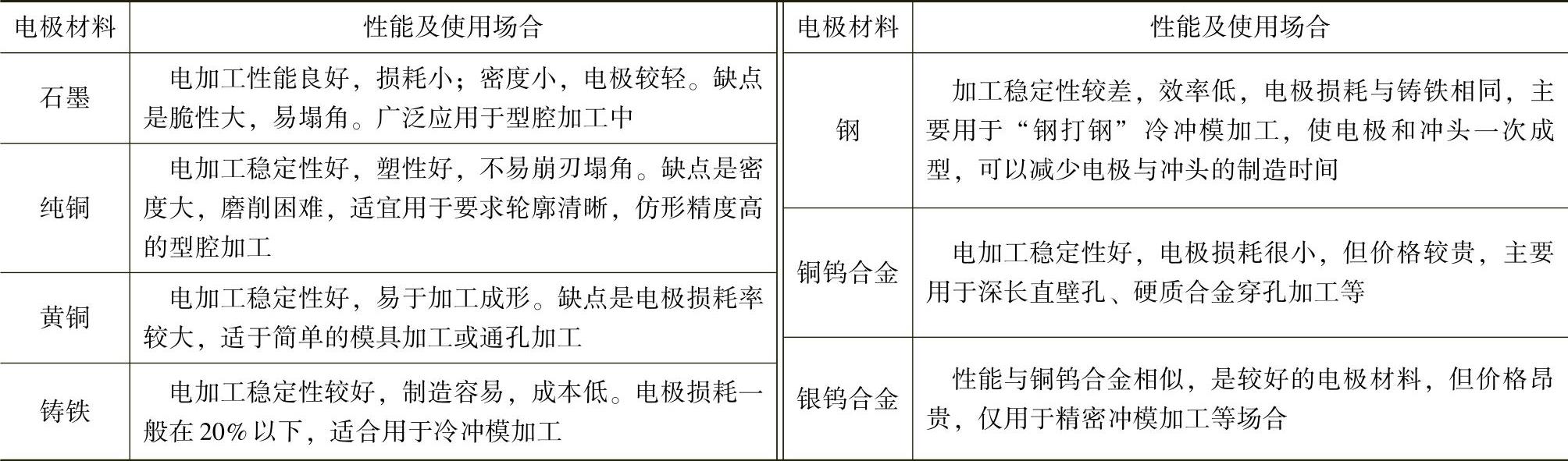
电火花加工常用电极材料的性能及使用场合见表2.5-65。
表2.5-64 电极水平截面尺寸计算示例
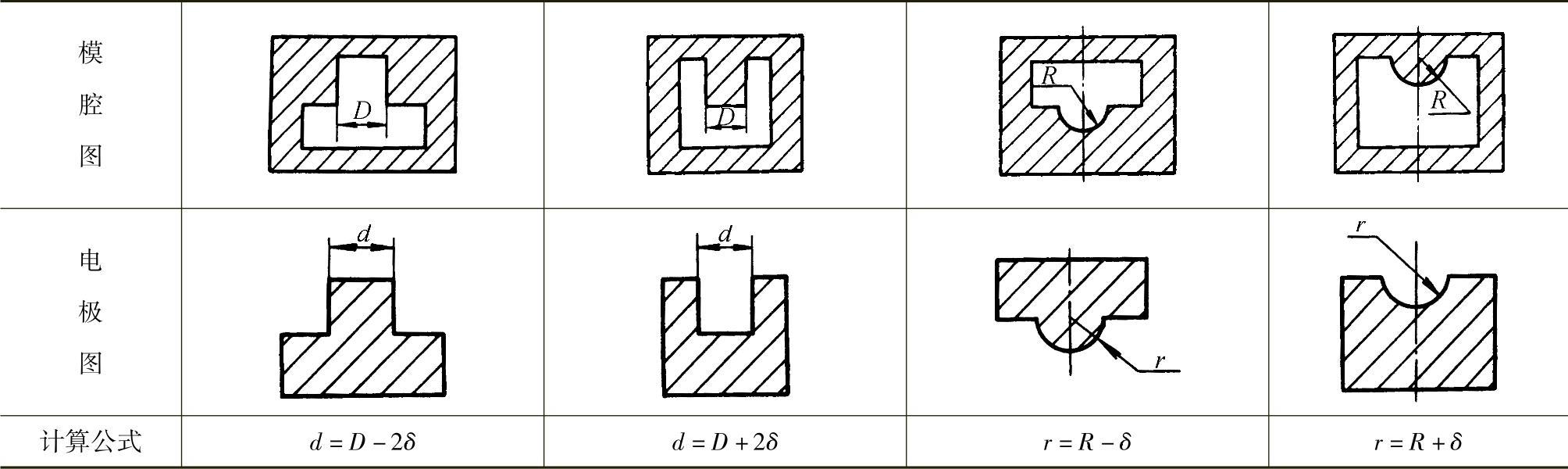
表2.5-65 电火花加工常用电极材料的性能及使用场合
(3)电火花加工的对象
1)电火花成形加工。①电火花可用于冲模的成形加工,因冲模硬度很高,用机械加工的方法难予加工出凹模,可在模具淬火后进行电火花加工;②用于压铸模、锻模、塑料模的型腔加工,这类模具属于不通孔加工,加工难度较大,加工方法与加工冲模不同,工具电极材料也不同。
2)电火花磨削。可用电火花进行小孔磨削和镗磨加工,磨出的小孔圆度可达0.003~0.005mm,表面粗糙度Ra可达0.32μm,常用于磨削小孔径的硬质合金钻套、粉末冶金压模及小型镶硬质合金弹簧夹头、微型轴承的内环、冷挤压模的深孔、液压件深孔等。加工时,工具电极与工件之间有较高的相对转动速度。电火花磨削还可用于刃磨硬质合金刀具的前、后刀面,进行成形磨削,或用电火花切割淬硬钢、高速钢、不锈钢、硬质合金等。
3)小孔、细微孔和深小孔加工。一般称直径在0.3~3mm范围的孔为小孔,直径小于ϕ0.2mm的孔为细微孔,此类孔的孔深与直径之比在(5~20)∶1之内,如果此类小孔的孔深与直径之比大于20∶1,甚至达到100∶1,则称为深小孔。加工小孔、微细孔时,由于电极丝的截面小、易变形,加工过程中不易散热、排屑难,电极丝损耗大,因此常用损耗小的钼丝或钨丝,为防止电极丝弯曲还设有电极丝导向装置。加工时采用电磁或超声波振动头使工具电极丝作高频轴向振动,可大幅提高生产率。深小孔采用高速电火花工艺加工,使用中空细铜管作为电极丝,用4~6MPa压力的去离子水作为冷却介质,用导向器对电极丝导向。
4)电火花同步回转加工。工件与工具电极同步旋转,工件作径向进给,可用于加工精密的内(外)螺纹、螺纹环规、螺纹轧辊、内变位模数齿轮等。
5)电火花表面强化。通过电火花放电,可把一种导电材料涂覆到另一种导电材料的表面。例如,可把硬质合金材料涂覆到合金钢制的工具或模具表面,以提高其硬度和耐磨性。
1.6.2 电火花线切割
(1)电火花线切割原理及加工对象
图2.5-35所示是电火花线切割原理图。电极丝4作往复移动(贮丝筒7来回转动产生移动),电极丝4与脉冲电源3的负极连接,工件与脉冲电源3的正极连接,电极丝与工件接触处连续喷注工作介质液,工件安装在工作台上,工作台可按预编程序作x,y坐标方向的移动,电极丝与工件孔壁间产生电火花放电而不断蚀除工件材料,从而切割出所需形状。(https://www.xing528.com)
电火花线切割可加工微小的异形孔、窄缝和复杂形状的工件,最小切缝可达0.04mm,最小内角半径可为R0.02mm。由于电极丝在加工过程中不断移动,电极丝的损耗小,因而加工精度高,可达到±2μm。电火花线切割可用于模具、成形刀具、难切削材料及精密复杂零件的加工。在工件中间切割圆孔或其他异形孔时,需预先在切割的起点位置附近钻一个小通孔,以便电极丝穿过工件的上、下面。
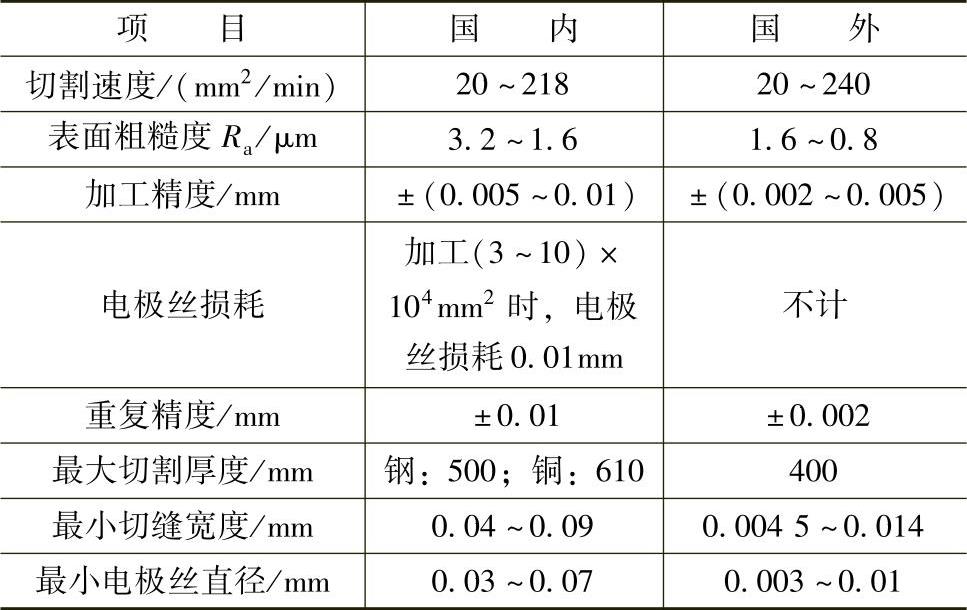
电火花线切割的加工对象及范围包括:一般金属、超硬合金、人造金刚石、导电性陶瓷、半导体材料等;除一般精密加工外,还可进行超精密度加工;不仅可加工二维轮廓工件,还可加工锥度及上、下面形状不同的三维直纹曲面。国内、外电火花线切割加工的综合技术水平见表2.5-66。
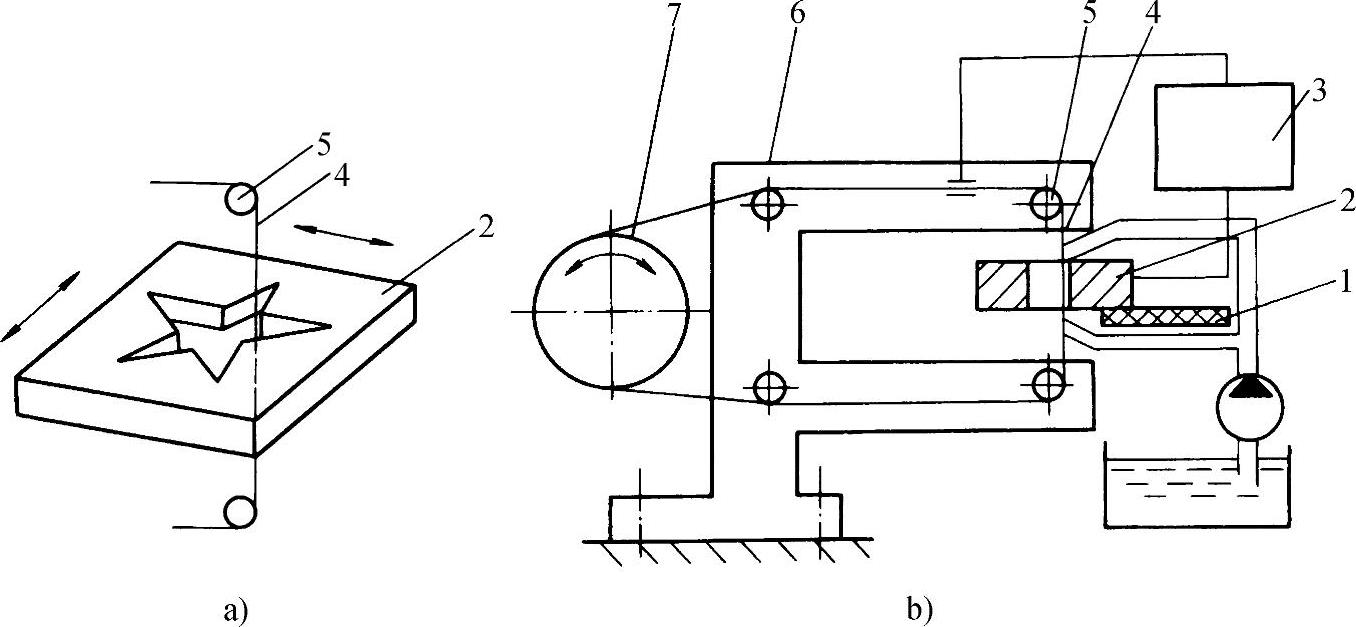
图2.5-35 电火花线切割原理
a)工件及其运动方向 b)电火花线切割加工装置原理图 1—绝缘底板 2—工件 3—脉冲电源 4—电极丝(钼丝) 5—导向轮 6—支架 7—贮丝筒
表2.5-66 国内、外电火花线切割的综合技术水平
(2)电火花线切割机床 图2.5-36所示为电火花线切割机床。电火花线切割机床由床身、坐标工作台、走丝机构、工作液箱、丝架、锥度切割装置等附件和夹具组成。图2.5-37、图2.5-38所示分别为坐标工作台和低速走丝运丝机构。
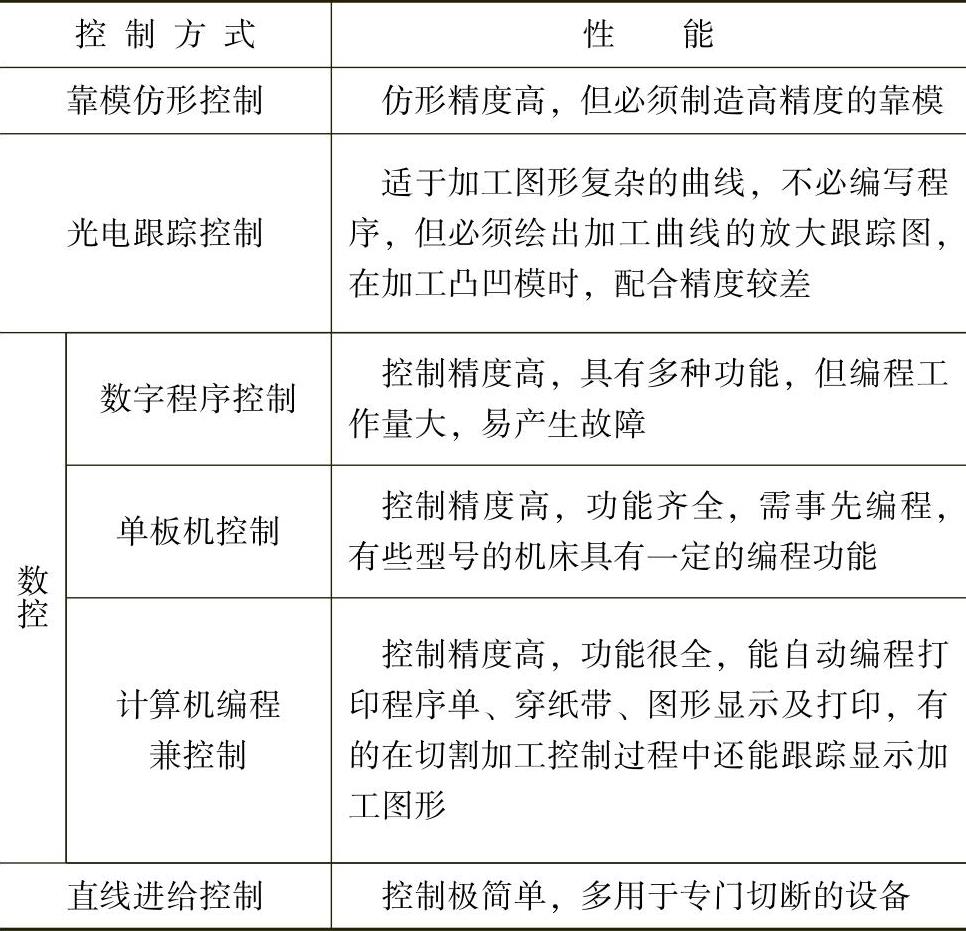
电火花线切割机床可按加工时电极丝切割金属的控制方式进行分类。电火花线切割机床的类型见表2.5-67。
电火花线切割机床的加工,必须根据工件的设计图上的尺寸数据,经分析计算,编写出加工的控制程序,由机床的数控装置按工件的加工程序进行自动控制。编制程序可用自动编程和人工编程两种方式进行。
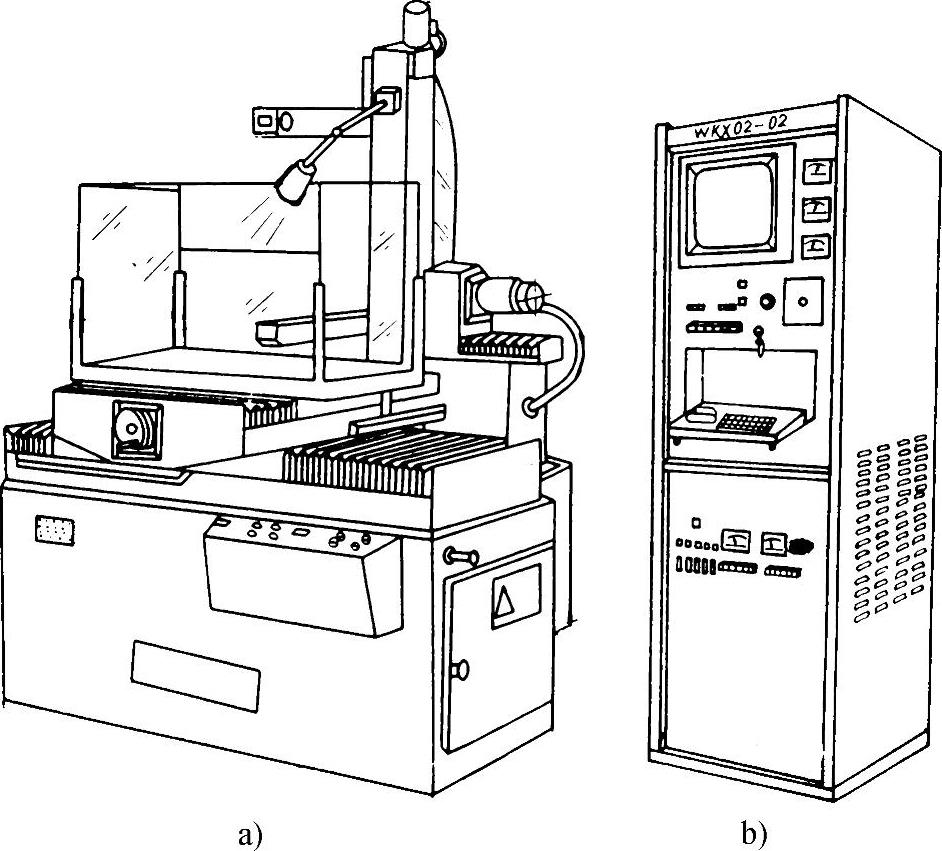
图2.5-36 电火花线切割机床
a)主机 b)控制柜
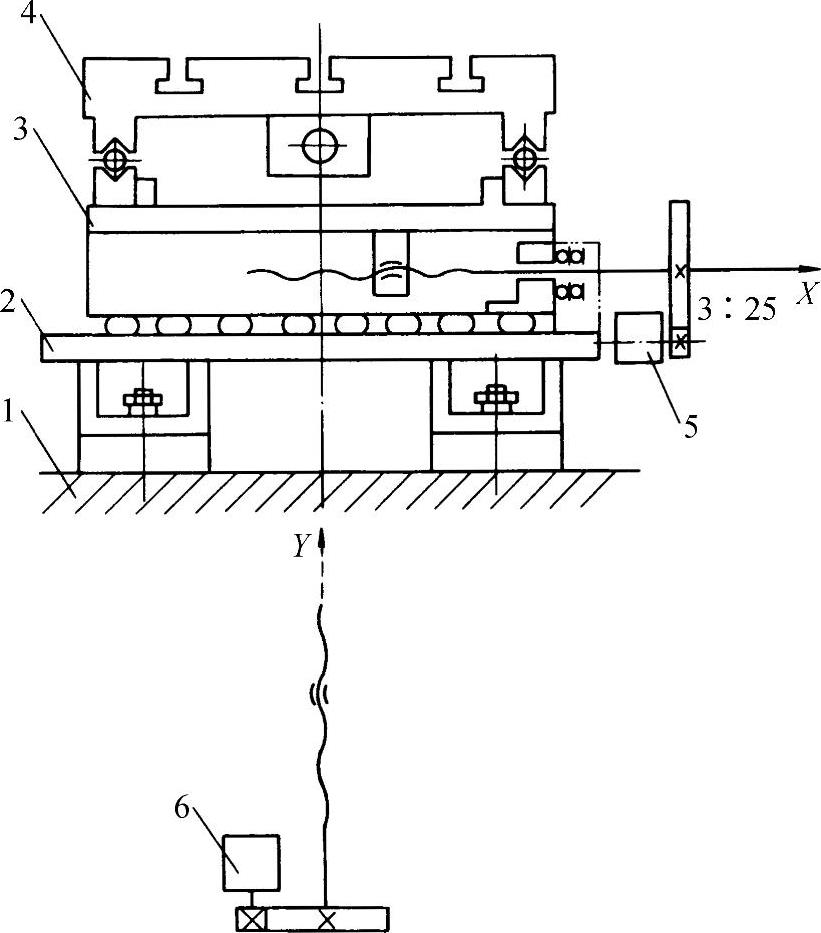
图2.5-37 坐标工作台
1—床身 2—下溜板 3—上溜板 4—滑板 5、6—步进电动机
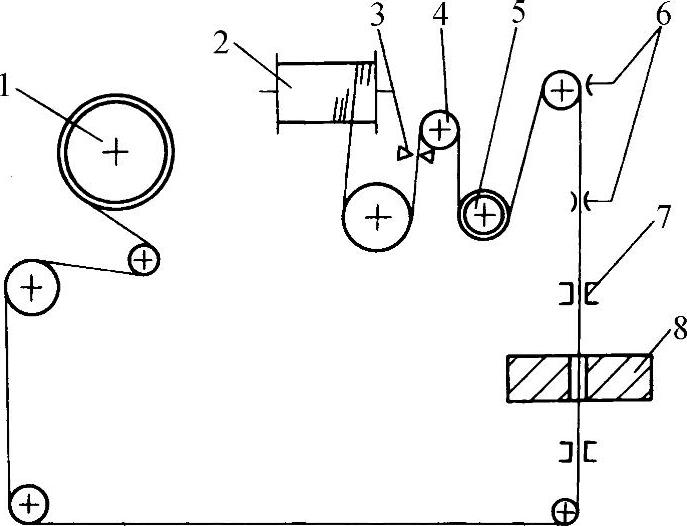
图2.5-38 低速走丝运丝机构
1—卷丝轮 2—未使用的金属丝 3—拉丝模 4—张力电动机 5—电极丝张力调节轴 6—退火装置 7—导向装置 8—工件
表2.5-67 电火花线切割机床的类型
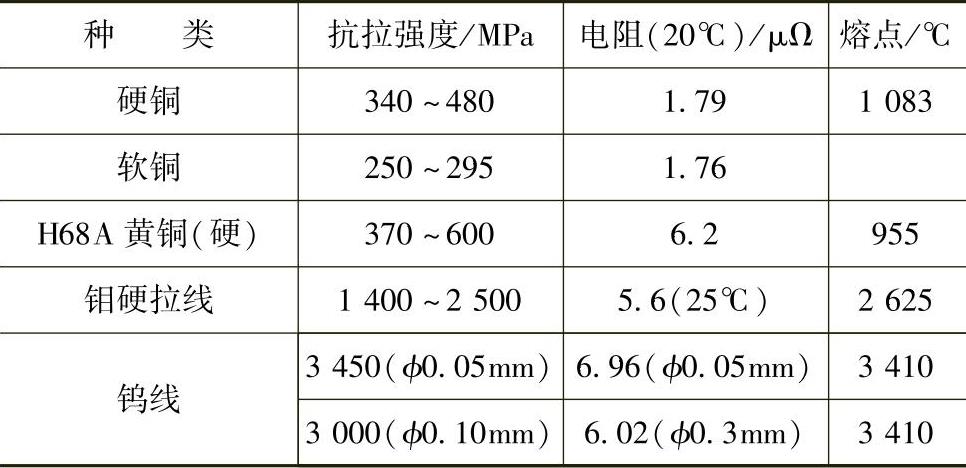
电火花线切割用电极丝的材料性能见表2.5-68。
表2.5-68 电火花线切割用电极丝的材料性能
1.6.3 电解加工
(1)电解加工的原理及应用范围 电解加工的原理如图2.5-39所示。其原理是:将工件和加工工具作为直流电源的两极,置于流动的电解液中;当接通电源时,作为阳极的工件表面在靠近工具阴极表面处迅速溶解(电解),溶解的金属由流动的电解液带走;工具阴极不断缓慢地向工件进给,工件上的金属将按工具的形状溶解,最终达到加工尺寸和形状。
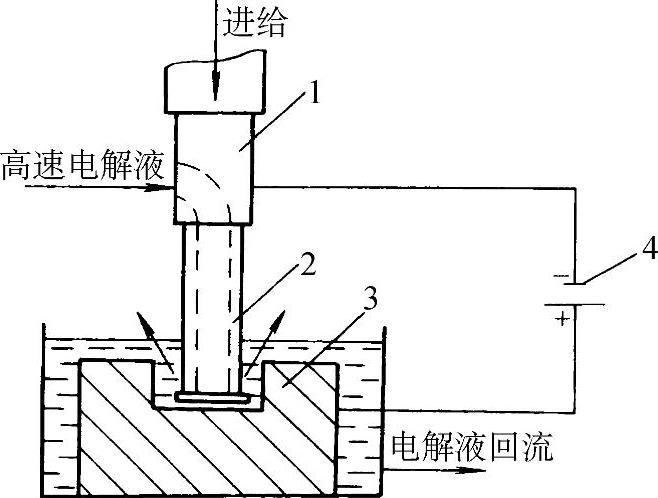
图2.5-39 电解加工原理图
1—主轴 2—工具阴极 3—工件 4—直流电源
电解加工的对象是所有导电材料,不受其硬度、强度、韧性等特性的限制。例如,硬质合金、淬火钢、高温耐热合金等难切削材料,均可电解加工。
电解加工适合加工各种复杂形状、薄壁件,加工零件的尺寸精度可达±0.1mm,表面粗糙度Ra可达0.16~1.25μm。电解加工的生产率比电火花加工、机械切削加工高,但阴极的设计、制造工作量大,工具形状需根据实际加工情况修正,周期较长,附属设备多、占地大,价格较高。
电解加工主要用于加工型孔、型腔、复杂型面、深小孔、枪械膛线,以及去毛刺、刻印等,例如用来加工炮管的内孔及膛线、花键孔、整体叶轮、内齿轮、链轮和各种异形零件、锻模的型腔等。
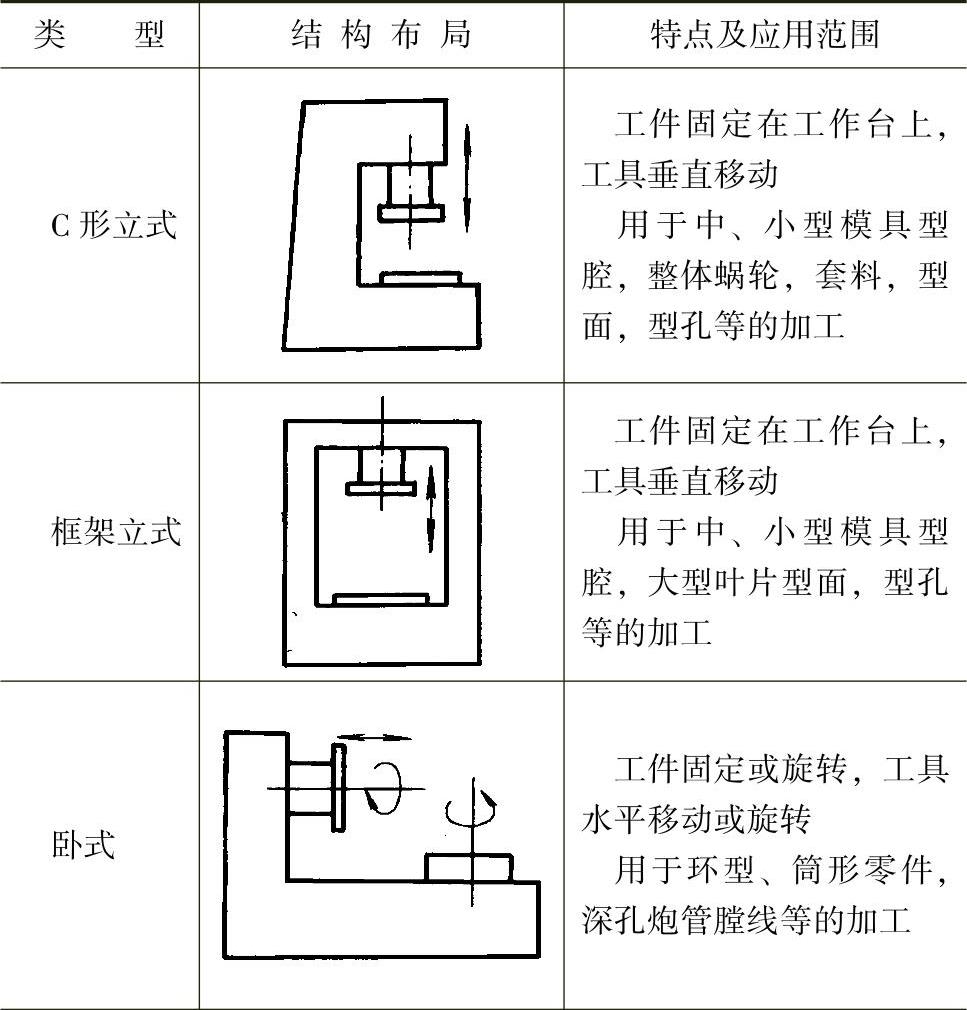
(2)电解加工机床 电解加工机床是电解加工的设备,由机床本体、电源和电解液系统三大主要部分组成,其结构原理如图2.5-40所示。其主要功能是安装夹具、工件和工具电极,使工件和工具电极实现相对移动,提供直流电及电解液的输送及回流。电解加工机床的结构布局及应用见表2.5-69。
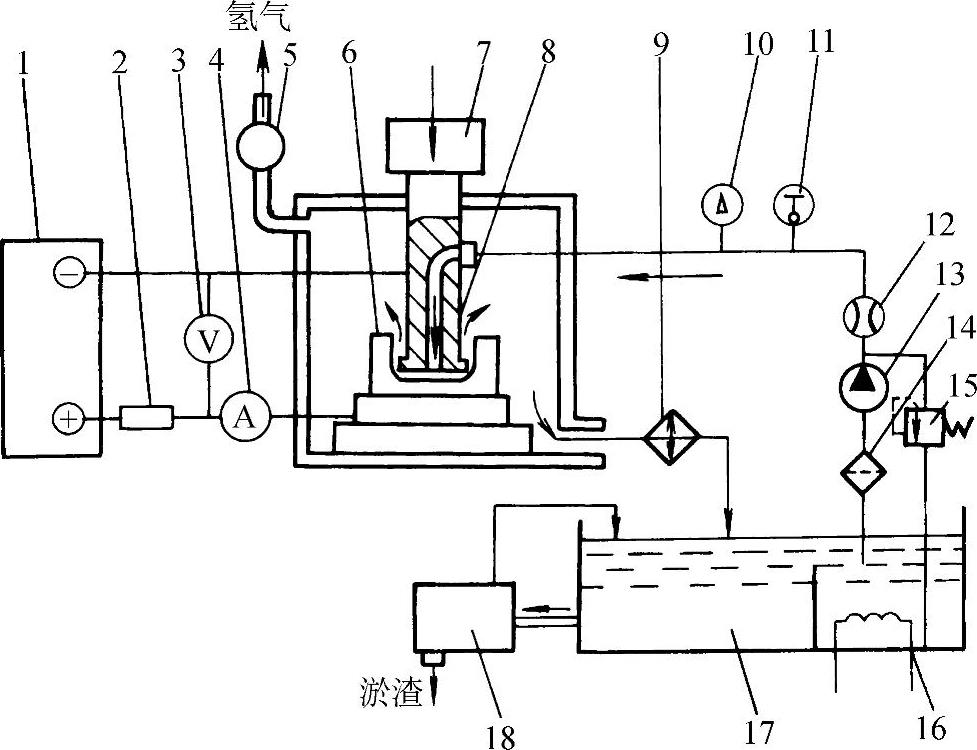
图2.5-40 电解加工机床组成原理图
1—直流稳压电源 2—短路保护装置 3—电压表 4—电流表 5—排气扇 6—工件 7—主轴进给机构 8—阴极 9—冷却器 10—压力计 11—温度计 12—流量计 13—液压泵 14—过滤器 15—溢流阀 16—加热器 17—电解液槽 18—沉淀离心分离器
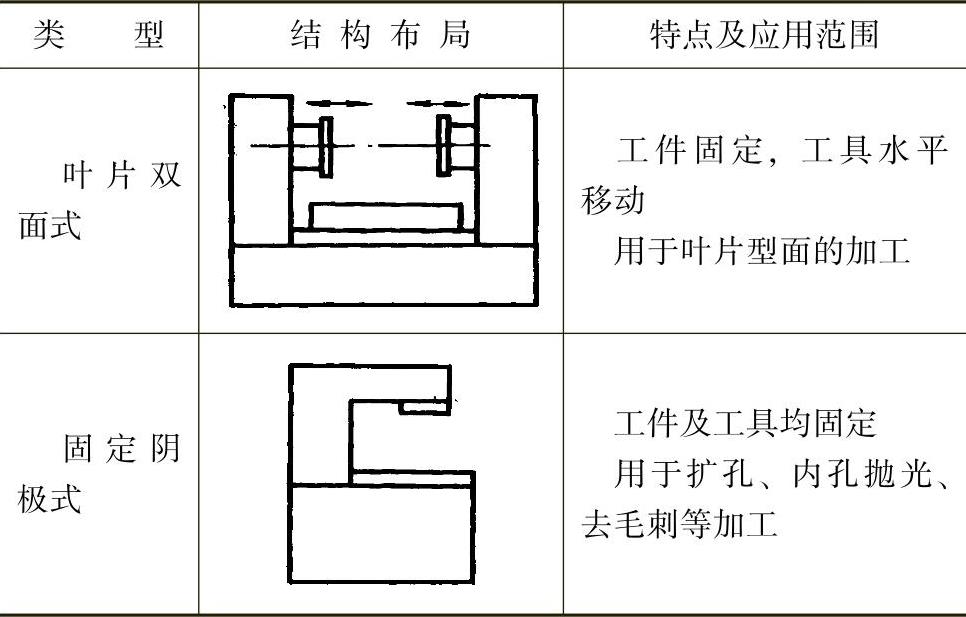
表2.5-69 电解加工机床的结构布局及应用
(续)
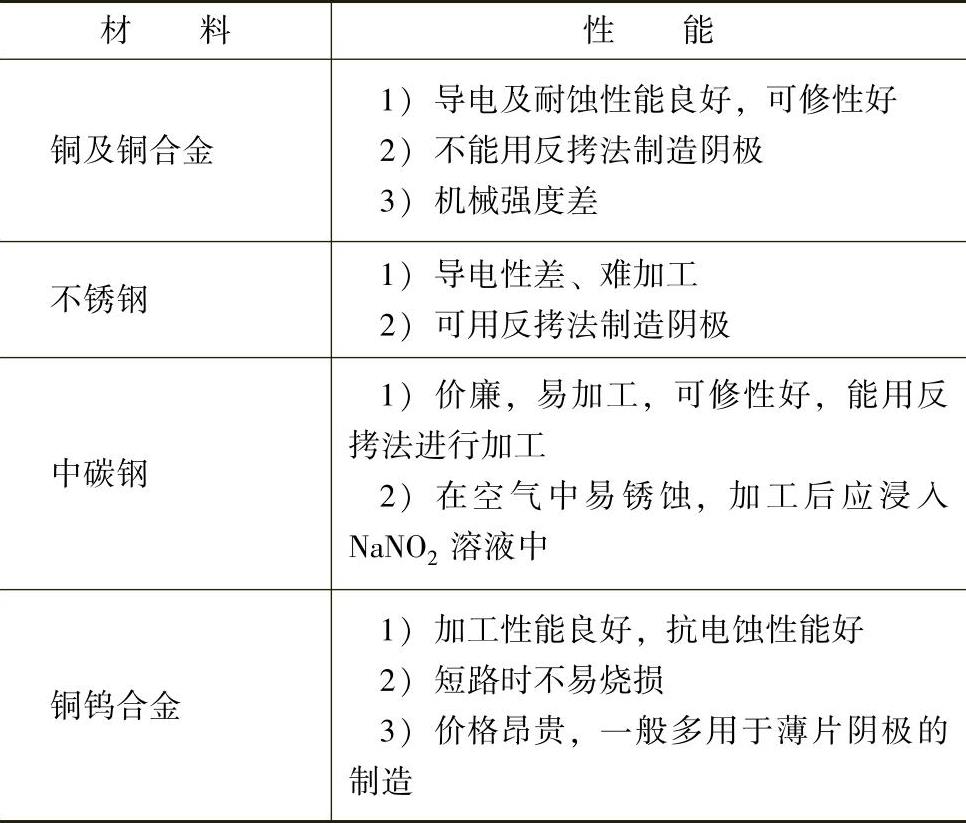
电解加工常用的阴极工具材料及性能见表2.5-70。
表2.5-70 常用的阴极材料及性能
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。