



1.3.1 锥齿轮的加工原理
锥齿轮可采用展成法、成形法和仿形法加工。
展成法加工锥齿轮,其原理是假想一个产形轮与被加工的锥齿轮相啮合,在啮合过程中切出被加工锥齿轮的齿形。该产形轮的轴线就是切齿机床摇台的轴线,产形轮的轮齿其实是刀具切削刃相对于摇台的运动轨迹所形成的。在刀具切削刃运动轨迹形成轮齿的同时,切齿机床内的传动链传动可使产形轮与被加工锥齿轮进行啮合运动,在啮合运动中切出锥齿轮的轮齿。
用刨刀加工直齿锥齿轮时,直线形切削刃往复运动形成的运动轨迹(即产形齿轮的齿面)是平面;用铣刀盘加工弧齿锥齿轮时,刀盘旋转,其切削刃形成的产形齿轮齿面是圆锥面。
用展成法加工时,按照切削刀具与被加工锥齿轮的相对位置不同,可分为平面齿轮展成法、平顶齿轮展成法、共轭齿轮展成法。三种展成法加工锥齿轮的原理见表2.5-53。
表2.5-53 三种展成法加工锥齿轮的原理
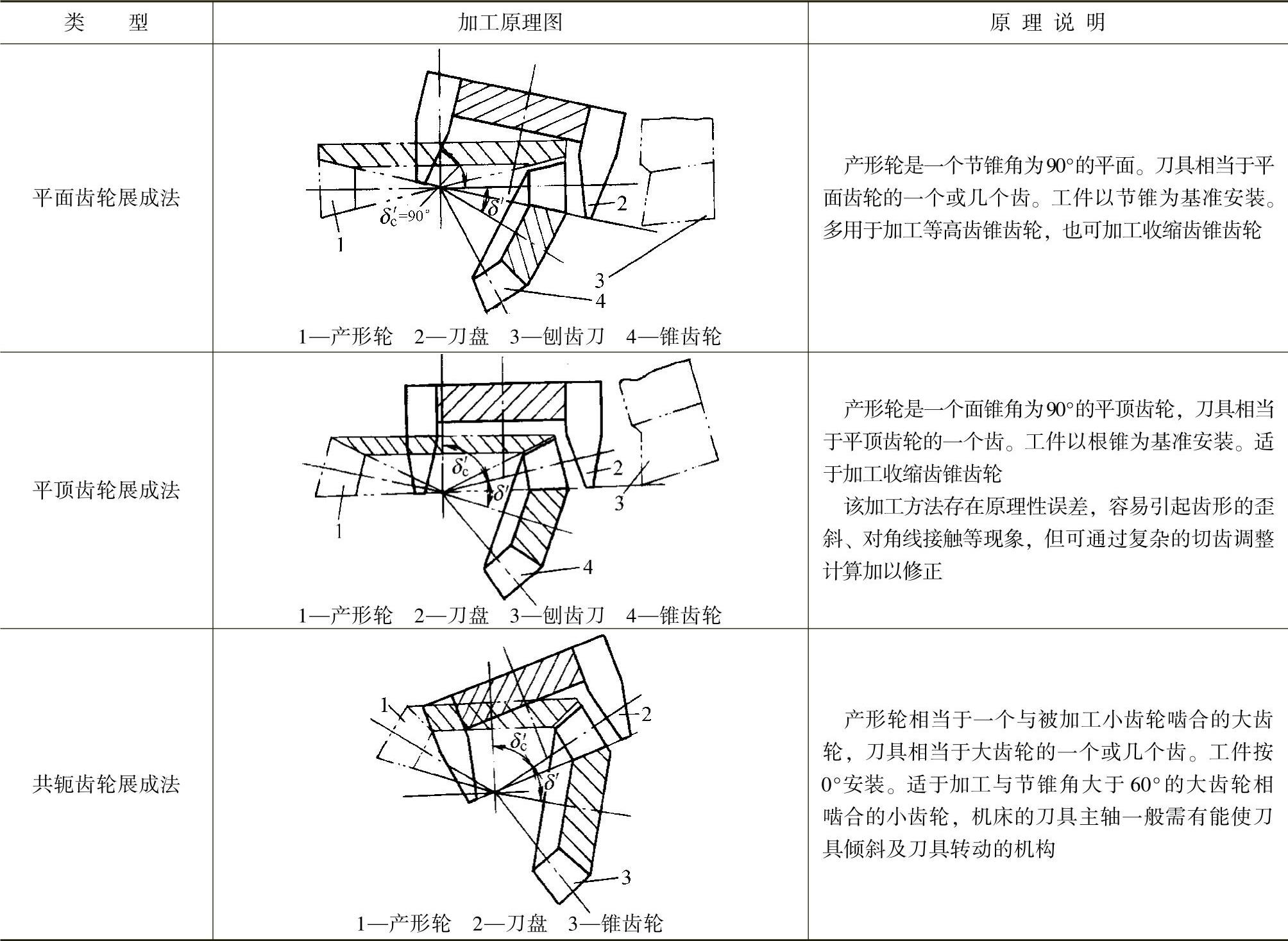
注:表图中,δc′—产形轮的节锥角;δ′—被加工齿轮的节锥角。
1.3.2 锥齿轮的加工工艺
锥齿轮的加工工艺根据锥齿轮的类型、精度要求、尺寸大小、热处理要求及生产批量等不同而有许多差别。现以典型结构的锥齿轮为例说明其加工过程。
锥齿轮的典型结构如图2.5-28所示。
锥齿轮的工艺基准(加工中装夹定位基准)一般与设计基准和装配基准一致,以中心孔(图2.5-28a、b中的ϕD)或齿轮中心轴外圆(图2.5-28c中的ϕD)和孔、轴一个端面(图2.5-28中的○A)为基准。
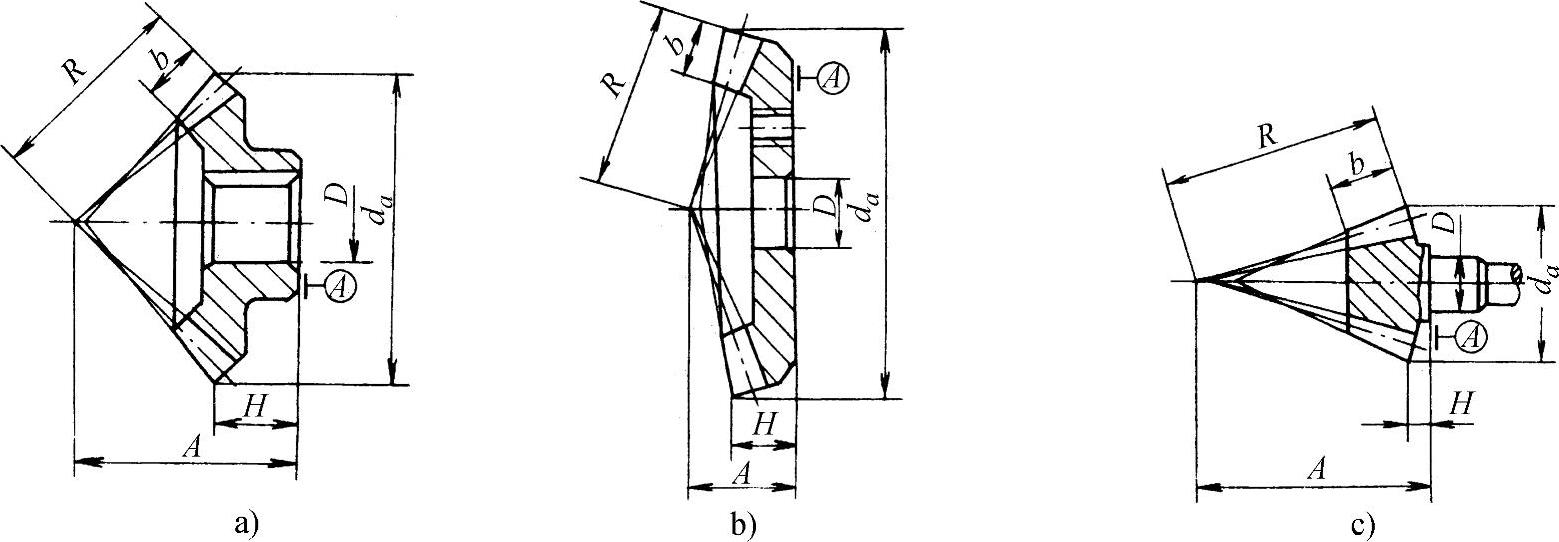
图2.5-28 锥齿轮的典型结构(https://www.xing528.com)
a)块状结构 b)盘状结构 c)轴状结构
锥齿轮的齿坯在加工前经过锻造、热处理(正火或调质)、车削(有的还需磨削)等工序。齿坯加工需确保基准面、齿冠距和锥面的精度,其精度要求应按锥齿轮的加工精度标准(GB/T 11365—1989),根据模数、尺寸、精度等级等选取标准值。大多数锥齿轮对齿面硬度要求高,因而需进行淬火处理。除氮化处理的硬齿面齿轮外,淬火后需要对齿轮的基准面进行磨削。采用齿面高频淬火时,可采用挤孔或珩磨修整基准孔。外径定心的花键孔,可采用推孔或二次拉孔予以修整。定位心轴要确保精度、简化结构。
典型的锥齿轮加工工艺见表2.5-54(参考图2.5-28)。直齿锥齿轮和曲线齿锥齿轮的齿形切削方法及精度见表2.5-55及表2.5-56。
表2.5-54 锥齿轮的典型加工工艺过程
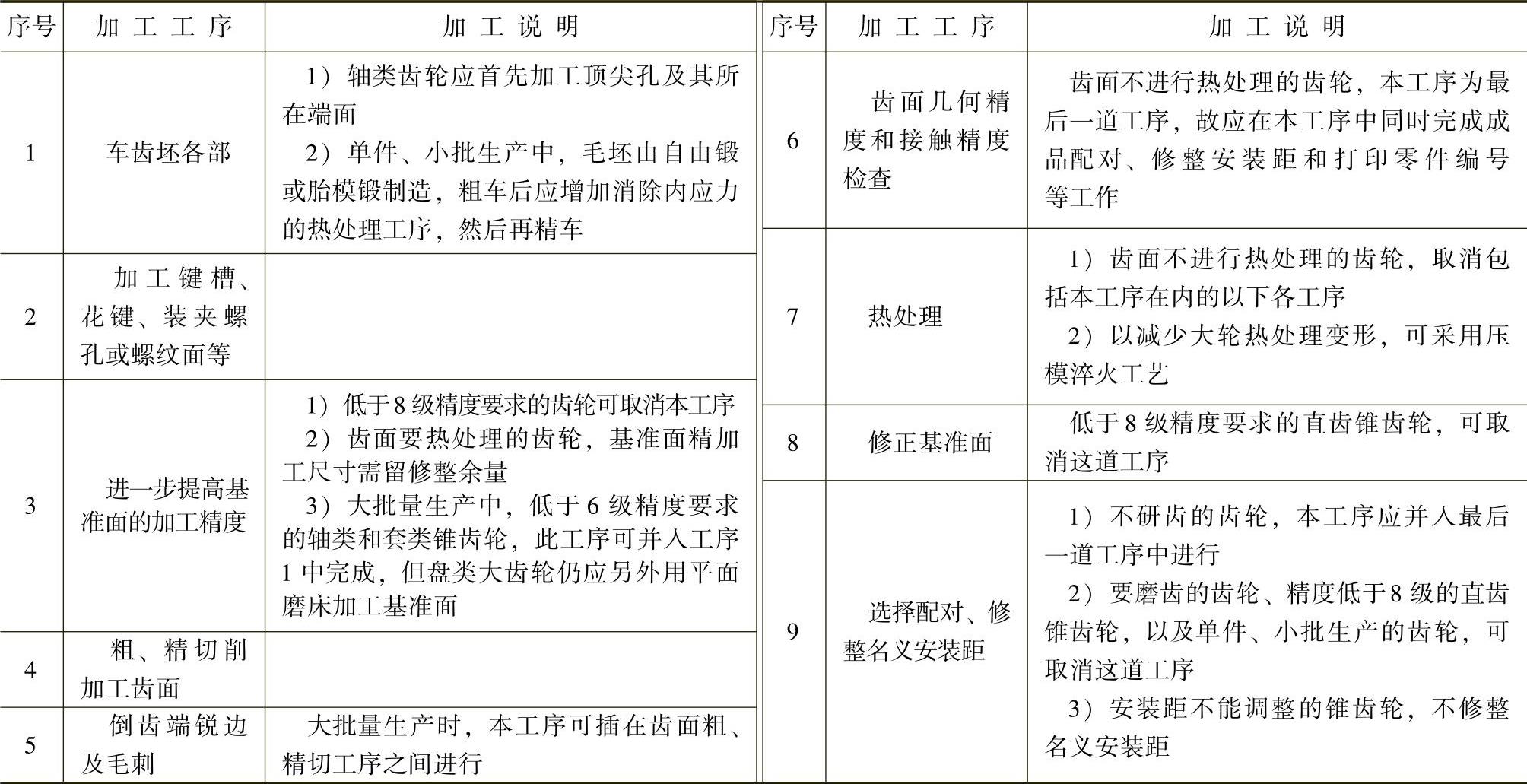
表2.5-55 直齿锥齿轮齿形切削方法及加工精度
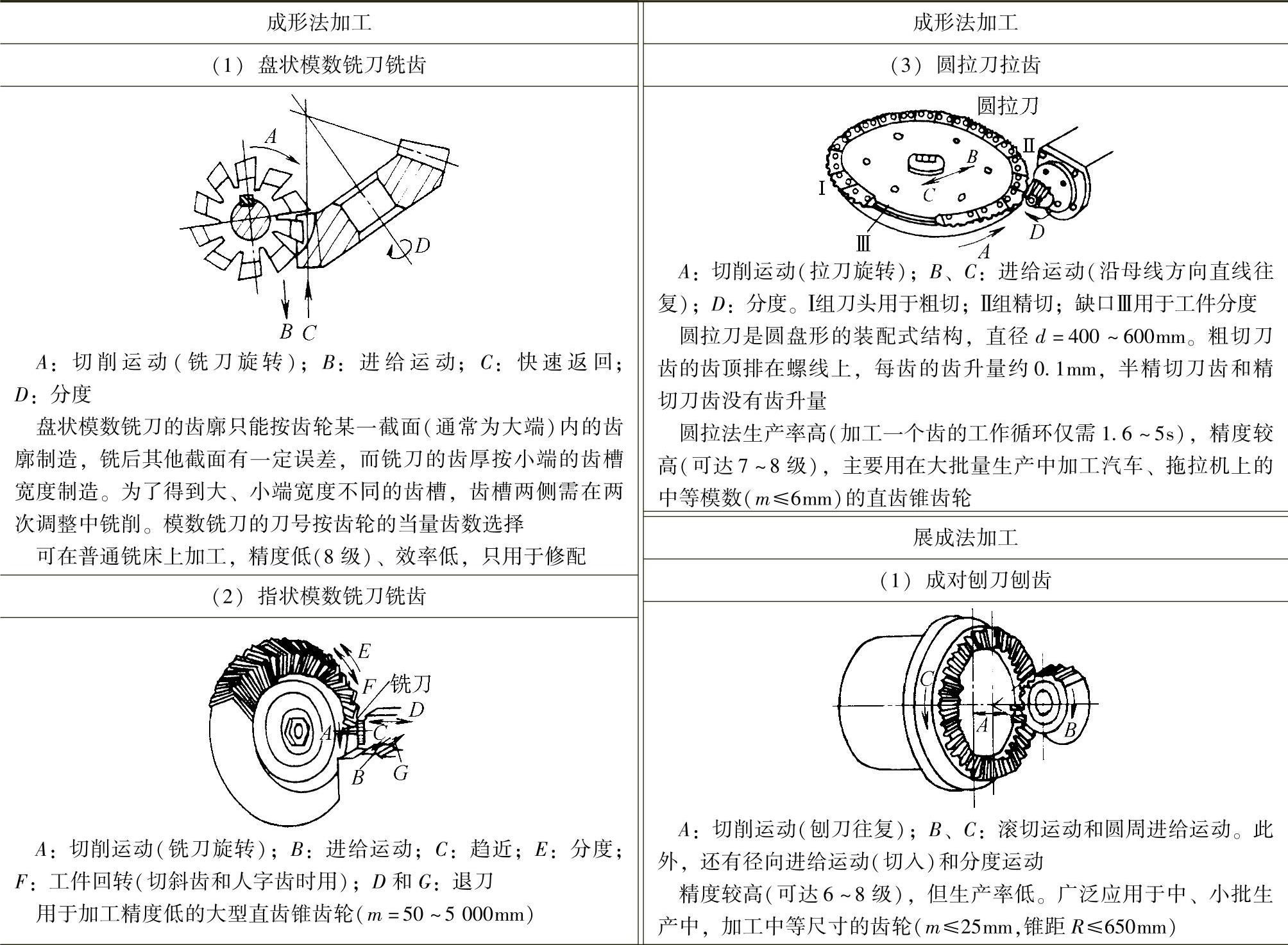
(续)
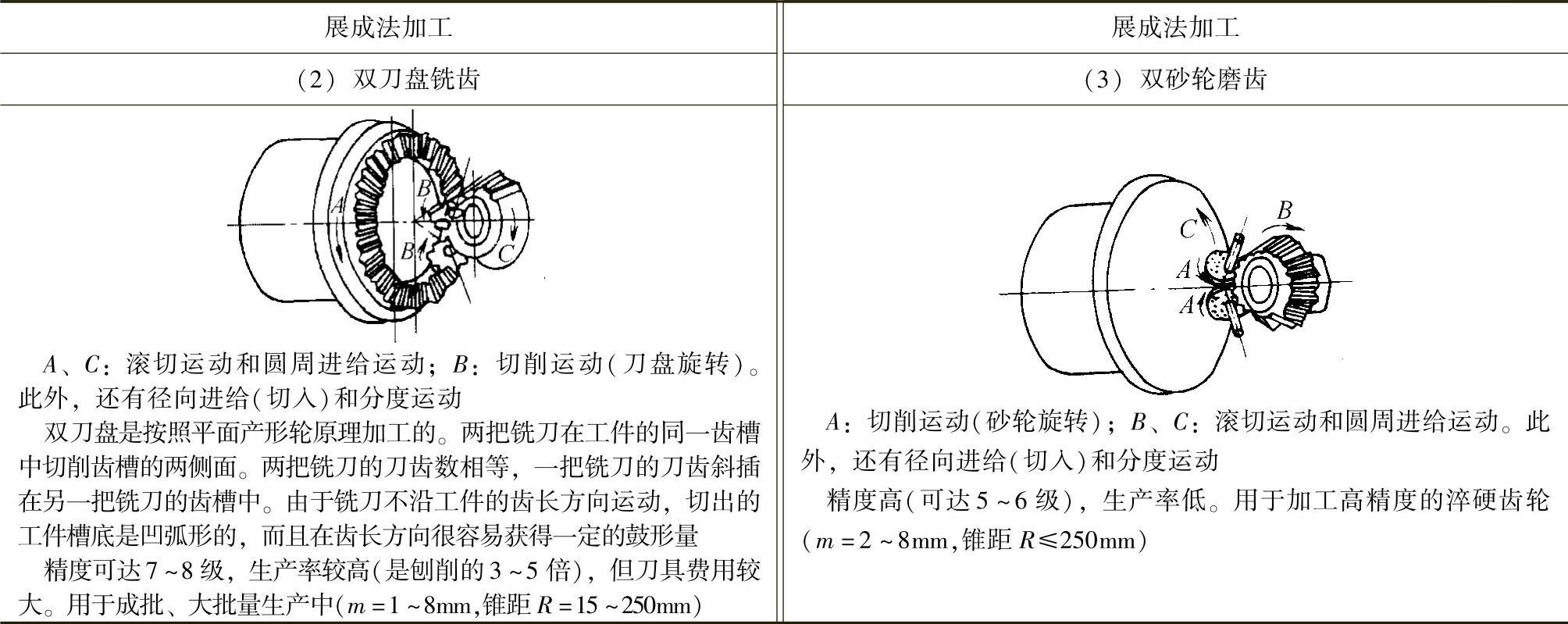
表2.5-56 曲线齿锥齿轮齿形切削法及加工精度
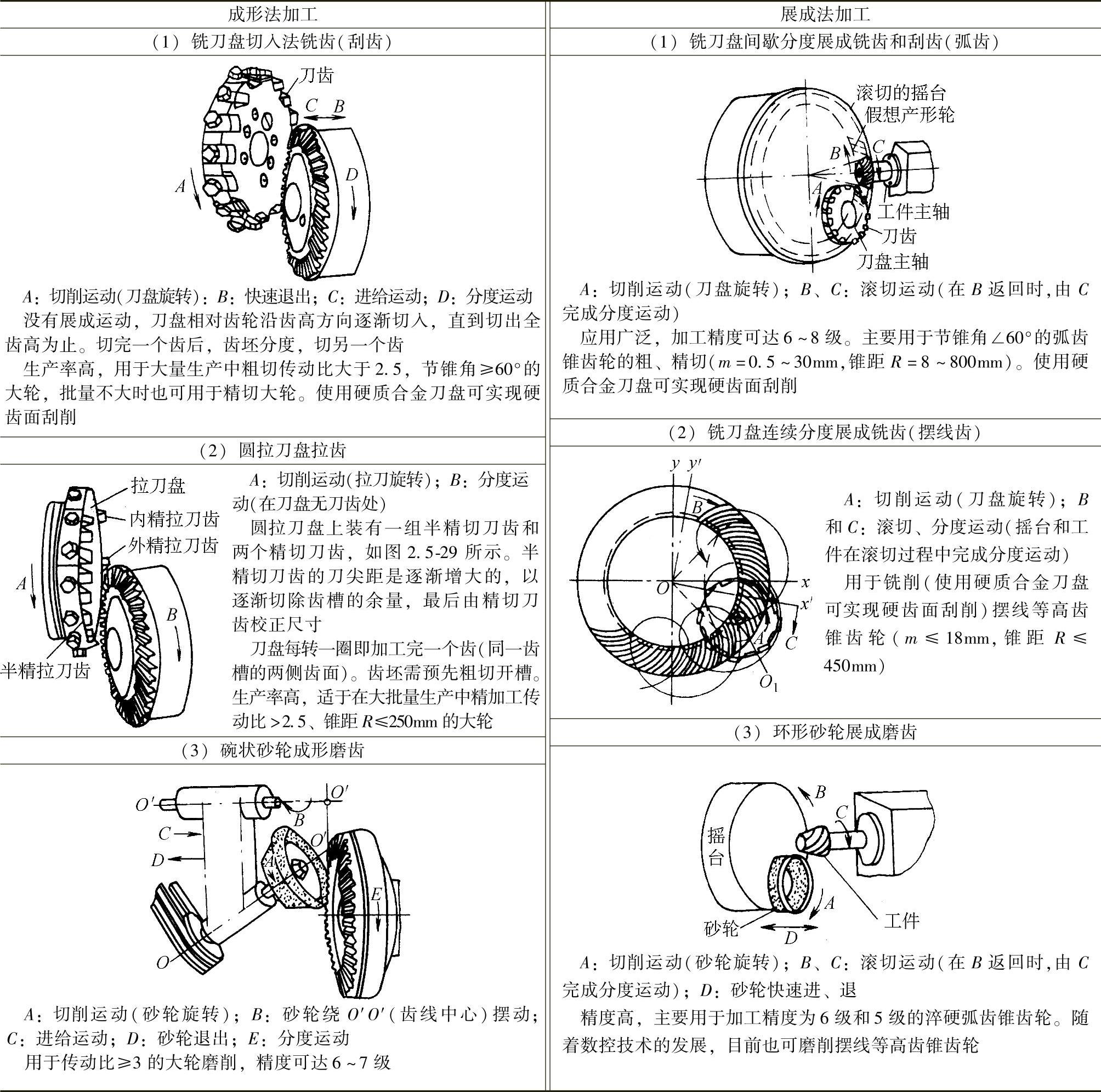
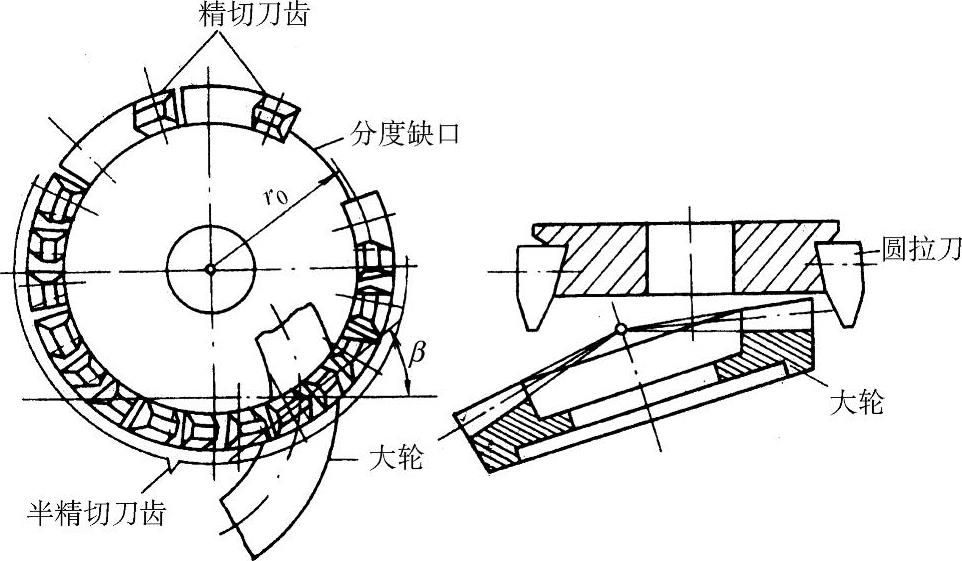
图2.5-29 用圆拉刀盘作单循环圆拉
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。