



如图2.4-12所示,表面粗糙度是由加工设备和工具加工后形成的高度尺寸微小的波峰、波谷,且峰、谷之间的间距都较微小的微观不平加工痕迹。
表面粗糙度大小对零件在设备中运行的耐磨损性、与其配合后的配合性能、零件与其他零件的接触刚度、零件尺寸测量时测量误差、零件承受动载荷时的疲劳强度、耐环境腐蚀等性能都会造成很大影响,因此,零件除了要控制其尺寸精度外,还要控制其表面粗糙度,使粗糙度达到标准规定的范围,并标注在设计图样上。
4.1.1 表面粗糙度相关的术语、代号及说明与表面粗糙度、波纹度相关的术语、代号及说明见表2.4-43。
表2.4-43 表面轮廓参数术语及定义

(续)

4.1.2 表面粗糙度的参数值及取样长度
表面粗糙度的大小是采用粗糙度测量仪、在规定的测量长度内测出的工件表面微观不平高度来评定的。表面微不平的形状由测量仪测量记录呈现在记录纸或屏幕上的是高、低起伏的波峰、波谷,如图2.4-12所示。因此,评定表面粗糙度用微观不平峰谷的高度参数和测量此高度参数的取样长度两项规定值。高度参数表示微观不平高度的大小,而取样长度规定了统一的测量长度值,因测量基准长度不同,高度参数的测量数据平均值便有差异,测量值大小便无法比较。
(1)高度参数值 包括轮廓的算术平均偏差Ra和轮廓最大高度Rz的数值系列,两个参数值的图示见图2.4-13,两参数值的含义及计算见表2.4-43中的序号8、序号4栏内的内容。
算术平均偏差Ra和最大高度Rz的数值系列及相对应的取样长度见表2.4-44。
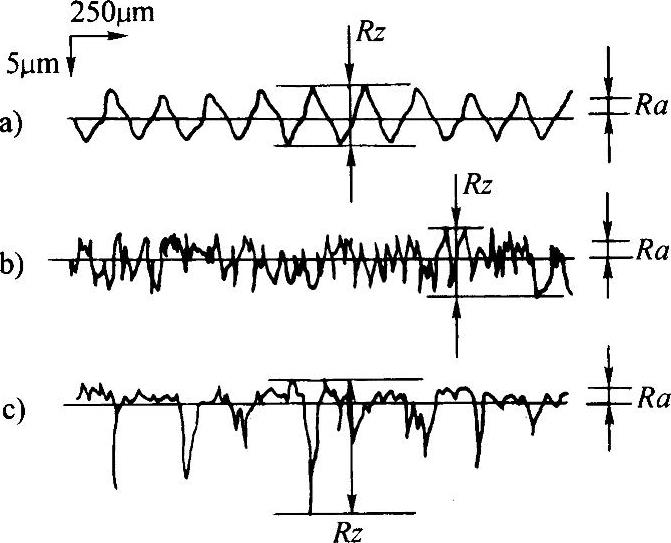
图2.4-13 Ra相同时,Rz的高度差别很大
表2.4-44 表面粗糙度的高度参数值及对应的取样长度
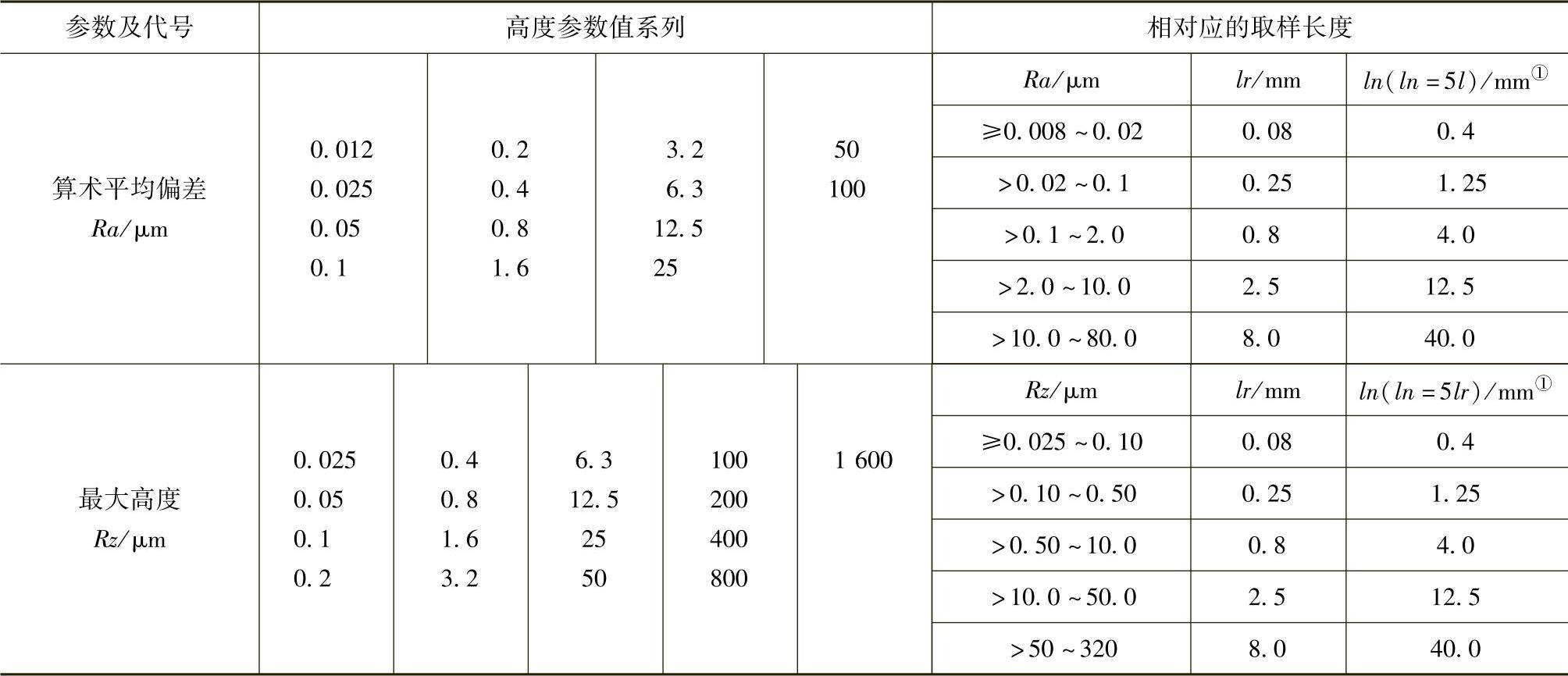
①此取样长度也是评定高度参数Ra、Rz的评定长度。在图样或技术要求中没有标示评定长度时,表示评定长度按表2.4-44取标准对应值。
(2)附加参数值 当用高度参数Ra和Rz不能准确评定表面粗糙度的实际状况或对表面有特殊功能要求时,可用附加参数Rsm(轮廓单元的平均宽度)和Rmr(c)(轮廓支承长度率),参数的含义见表2.4-43中的序号13、16。Rmr(c)是衡量零件表面耐磨性的参数,是同时控制微观不平度的高度和间距的综合参数,用此参数时必须同时标明计算Rmr(c)值所在的轮廓截面高度c的值,c可用高度微米(μm)值或用Rz的百分数,例如Rmr=70,c=50,表示在轮廓最大高度50%的截面位置上,该轮廓的支承长度率的最小允许值为70%。
附加参数的轮廓单元平均宽度Rsm的数值系列和轮廓支承长度率Rmr(c)的数值系列见表2.4-45。
表2.4-45 附加参数值的数值系列

(3)取样长度 测量测量表面粗糙度时,被测工件取样长度(测量长度)的大小,应根据加工种类所产生的刀痕均匀性确定,加工后工件表面刀痕间距较大、均匀性差时,应取大些的取样长度进行测量,此时,取样长度可在表2.4-44中的lr和ln之间选择,也可用比ln大的测量长度。
在设计图上只标注粗糙度参数值而没有标注取样长度时,表示取样长度按表2.4-44的标准对应值,不必标注(即“默认值”)。
4.1.3 表面粗糙度参数值的选用及应用举例
(1)表面粗糙度参数值的选用 表面粗糙度应根据零件加工面的使用功能、使用寿命和尺寸精度要求合理选择,毫无道理地提高零件的表面粗糙度,不会提高零件的使用性能,只会增加零件的加工成本,而零件的粗糙度要求过低,又降低了零件的使用性能,缩短其使用寿命。因此,零件的表面粗糙度应考虑多种因素,不能随意标注。
选择零件的表面粗糙度参数值可考虑下列各因素:
1)一般情况下,表面粗糙度应与零件配合面(与其他零件配合的表面)的尺寸精度大小相适应。配合面的尺寸精度高时,其表面粗糙度要小,尺寸精度低时,配合面的粗糙度可大些。
2)同一零件上工作面的表面粗糙度参数值应小于非工作面的参数值。
3)工作过程中摩擦表面粗糙度参数值应小于非摩擦表面参数值;滚动摩擦表面的表面粗糙度参数值应小于滑动摩擦表面参数值。(https://www.xing528.com)
4)运动精度要求高的表面,应选取较小的表面粗糙度参数值。
5)接触刚度要求较高的表面,应选取较小的表面粗糙度参数值。
6)受交变载荷作用的零件,在易引起应力集中的部位,表面粗糙度参数值要求较小。
7)在腐蚀环境中工作的零件,应选取较小的表面粗糙度参数值。
8)配合性质和公差等级相同的零件、基本尺寸较小时,应选取较小的表面粗糙度参数值。
9)要求配合稳定可靠的零件表面,其表面粗糙度参数值应选取较小的值。
10)在间隙配合中,配合间隙越小,表面粗糙度参数值也应相应的小;在条件相同时,间隙配合表面的粗糙度参数值应比过盈配合表面小;在过盈配合中,为了保证连接强度,应选取较小的表面粗糙度参数值。
11)操作手柄、食品用具及卫生设备等特殊用途的零件表面,一般尺寸精度要求都较低,但为保证零件表面(不论需要或不需要电镀)外观,应选择较小的粗糙度参数值。
(2)表面粗糙度参数值的应用举例 粗糙度参数值的应用见表2.4-46~表2.4-50。
表2.4-46 Ra的应用范围

注:1.上表中只列举了Ra参数值所适应的零件表面的示例,如由于客观条件的限制或某些特殊的要求,只能测出Rz参数值时,可根据Ra和Rz之间的大致对应比值关系,换算出Rz的参数值。
2.对应关系比值为Rz=(4~15)Ra(由于较大轮廓出现的随机性较大,因此其发散范围也较大,一般处于中间部位)。
表2.4-47 与常用、优先公差带相适应的表面粗糙度Ra
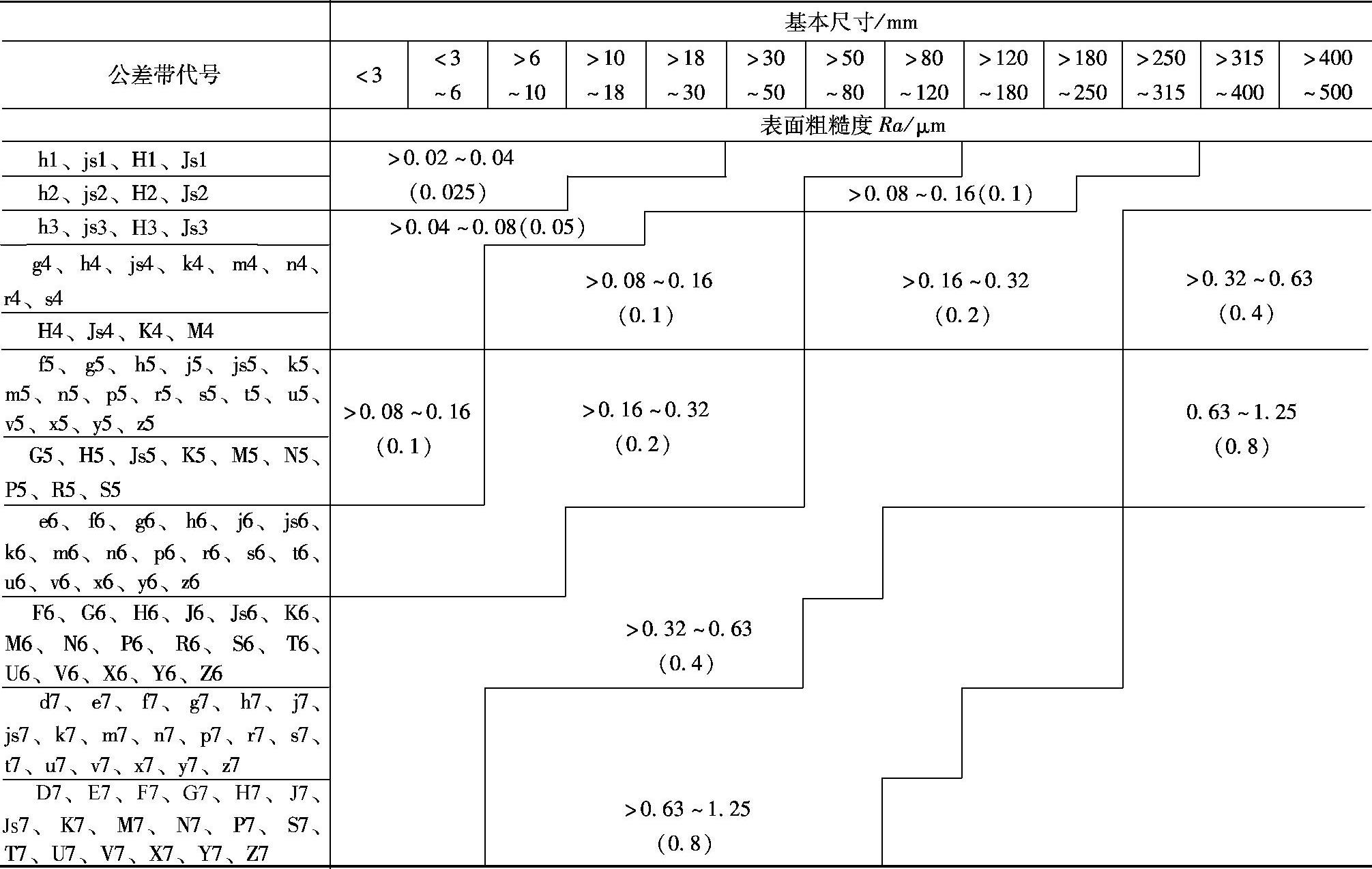
表2.4-48 典型零件表面的Ra和Rmr(c)值
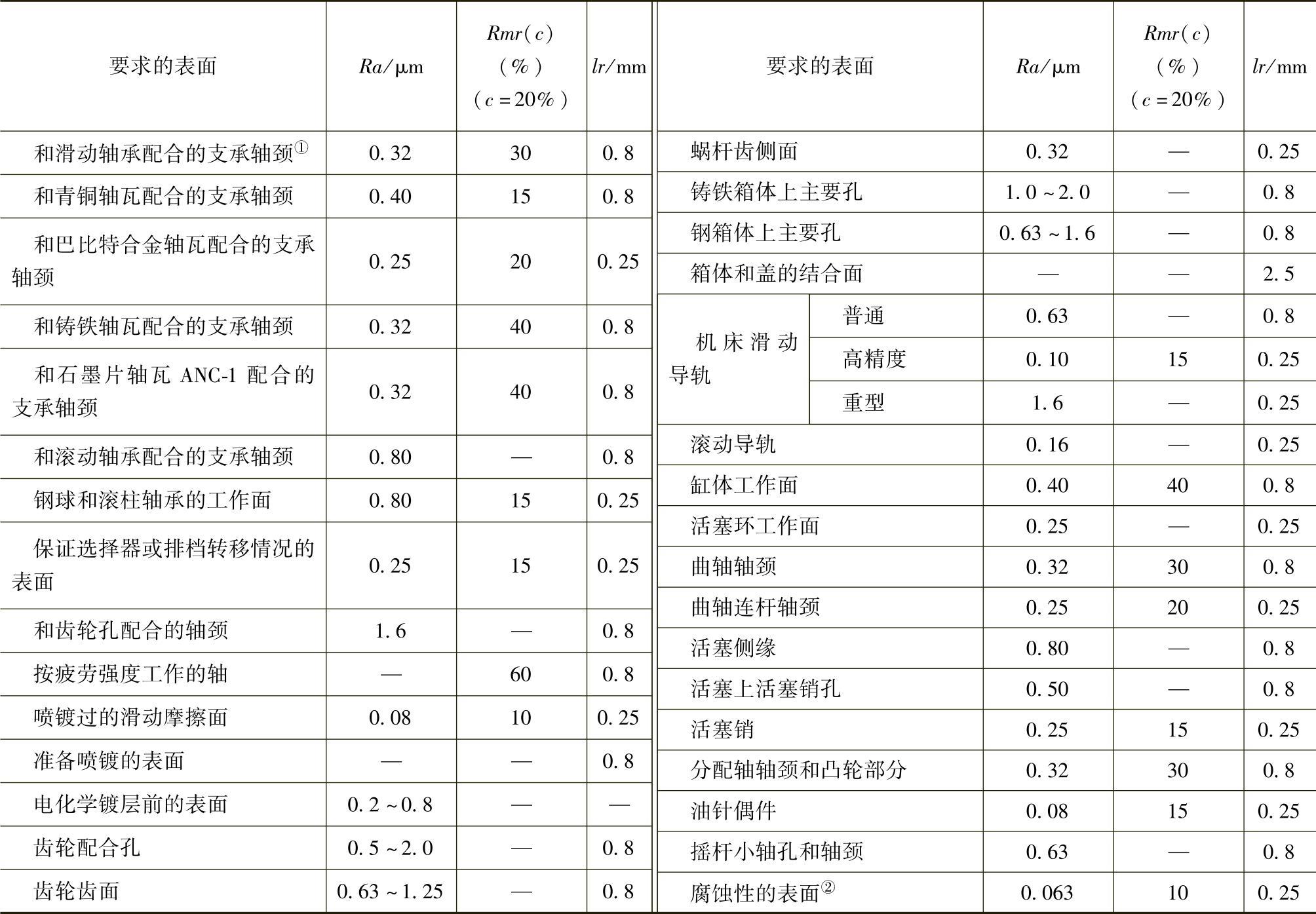
① Rz=1μm。
② Rmr(c)=0.032mm。
表2.4-49 常用零件表面的表面粗糙度参数值

(续)
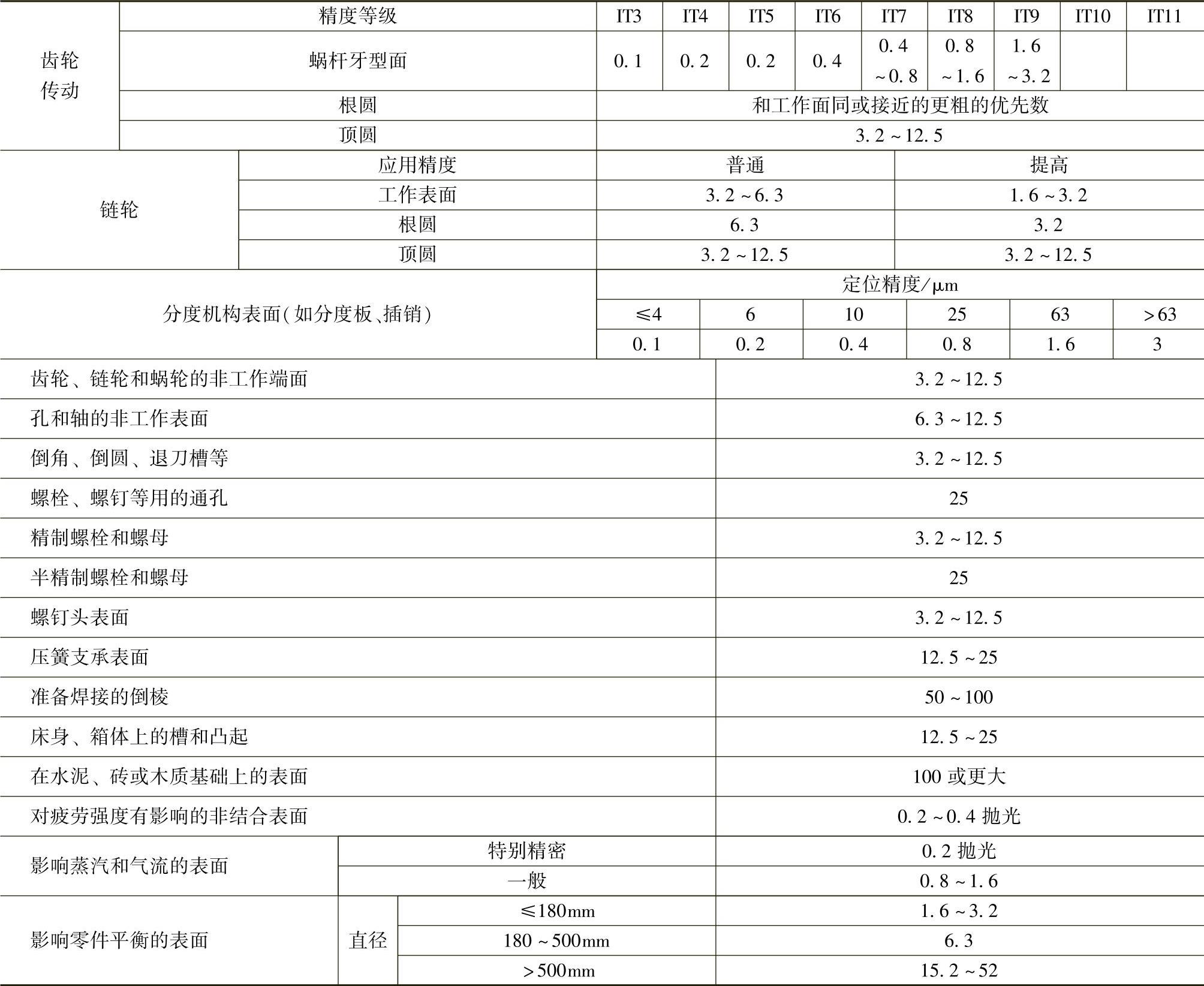
表2.4-50 各种加工方法能达到的Ra值

(续)

免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。