



2.4.1 公差与配合的选择顺序
公差与配合的选择顺序一般是:
1)首先确定配合制(基孔制或基轴制)。一般情况下选用基孔制。这是因为:
①基孔制用代号H表示,基本偏差为下偏差,其值为0,易于按间隙、过盈、过渡配合的需要,选择与之相配的轴的基本偏差种类(如选h、m、k等),特别是设备零件及相配轴、孔的量多时,省时省力。
②许多在车间使用的通用刀具及通用量规等量具,都按基孔制制造,不必因基轴制的需要专门制造所需刀具、量具,降低制造成本。
当轴因某种功能要求,需要以轴为基准,或者同一直径的轴上同时需与几个不同配合要求的孔相配时,或者孔需与标准件或外购件的轴面相配时(如与滚动轴承外环相配的外壳孔),应采用以轴为基准的基轴制。
2)选择公差等级。在基孔制或基轴制确定之后,应先选择基准孔或基准轴的公差等级。基孔制的孔(基本偏差为H)的公差等级的选择,要根据设计零件功能、性能的需要,同时考虑加工条件(如本单位的设备条件、外协加工可能性等)及制造成本。公差(精度)等级越高,对设备精密度的要求越高,加工成本越高。
基准孔的公差等级确定后,相配轴的公差等级一般选择比孔的公差等级高一级的精度。这样做不仅因为可减小制造后孔、轴配合的尺寸偏差范围(如间隙配合,可减少实际加工后间隙量的变动范围),而且因为轴加工时其公差较孔的公差更易达到。
基轴制的轴公差等级一般已经确定,孔的公差按照比轴公差等级低一级(精度低一级)选择公差等级。
表2.4-12~表2.4-14列出了公差等级应用及所用加工方法和加工成本比较,实际加工精度及所用设备和加工方法,可参照本篇第5章。
表2.4-12 公差等级的应用
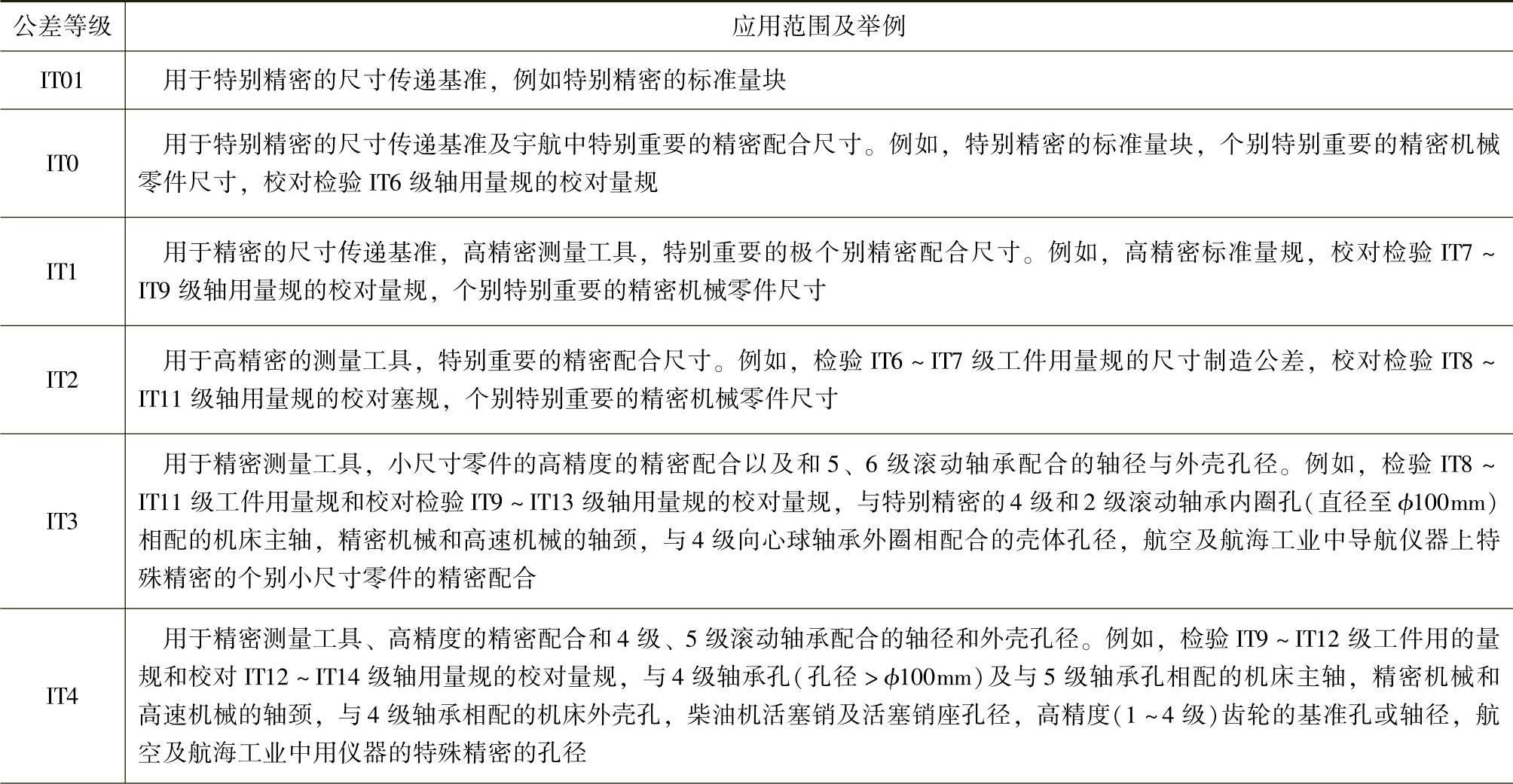
(续)
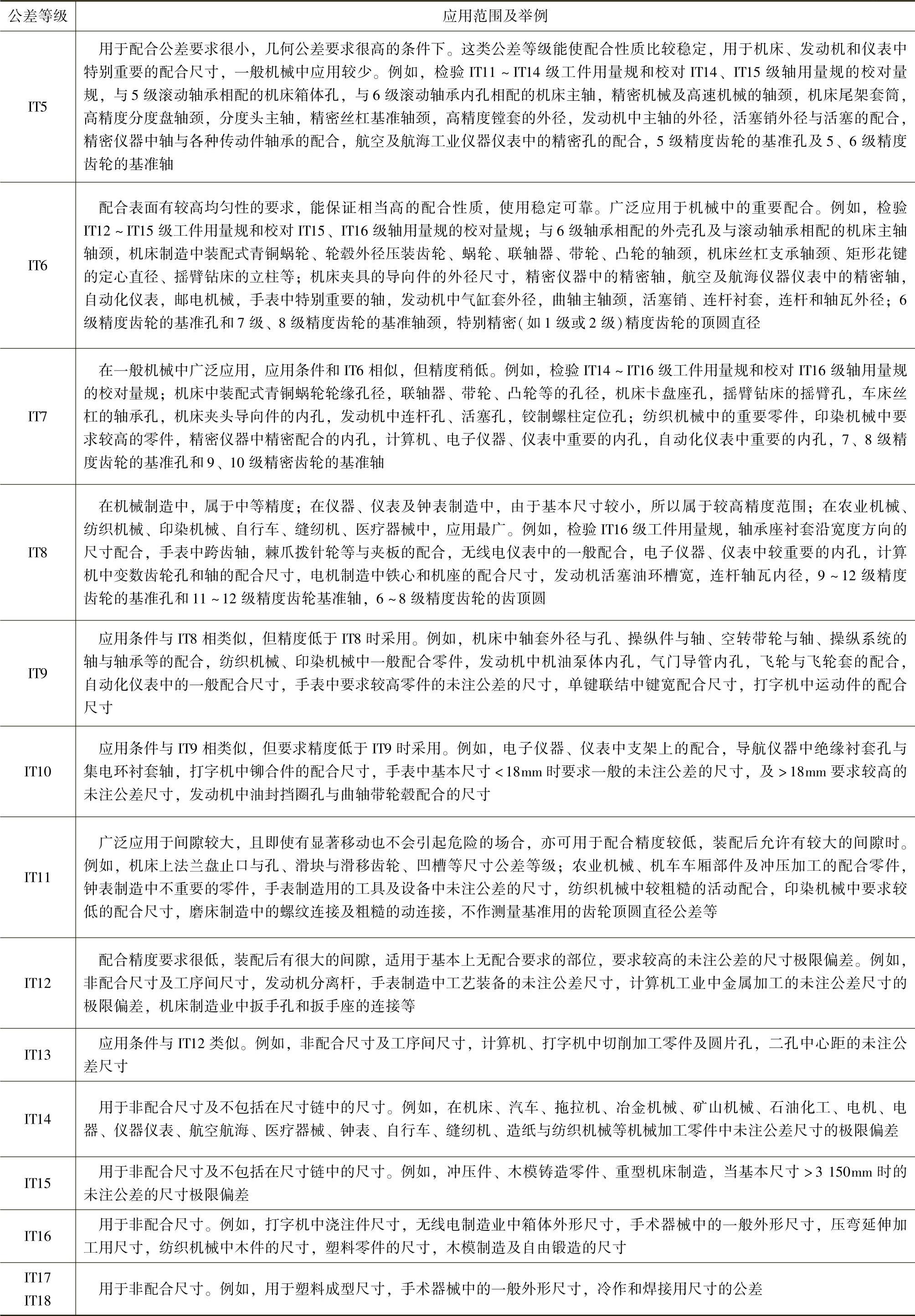
表2.4-13 各公差等级所用的经济加工方法
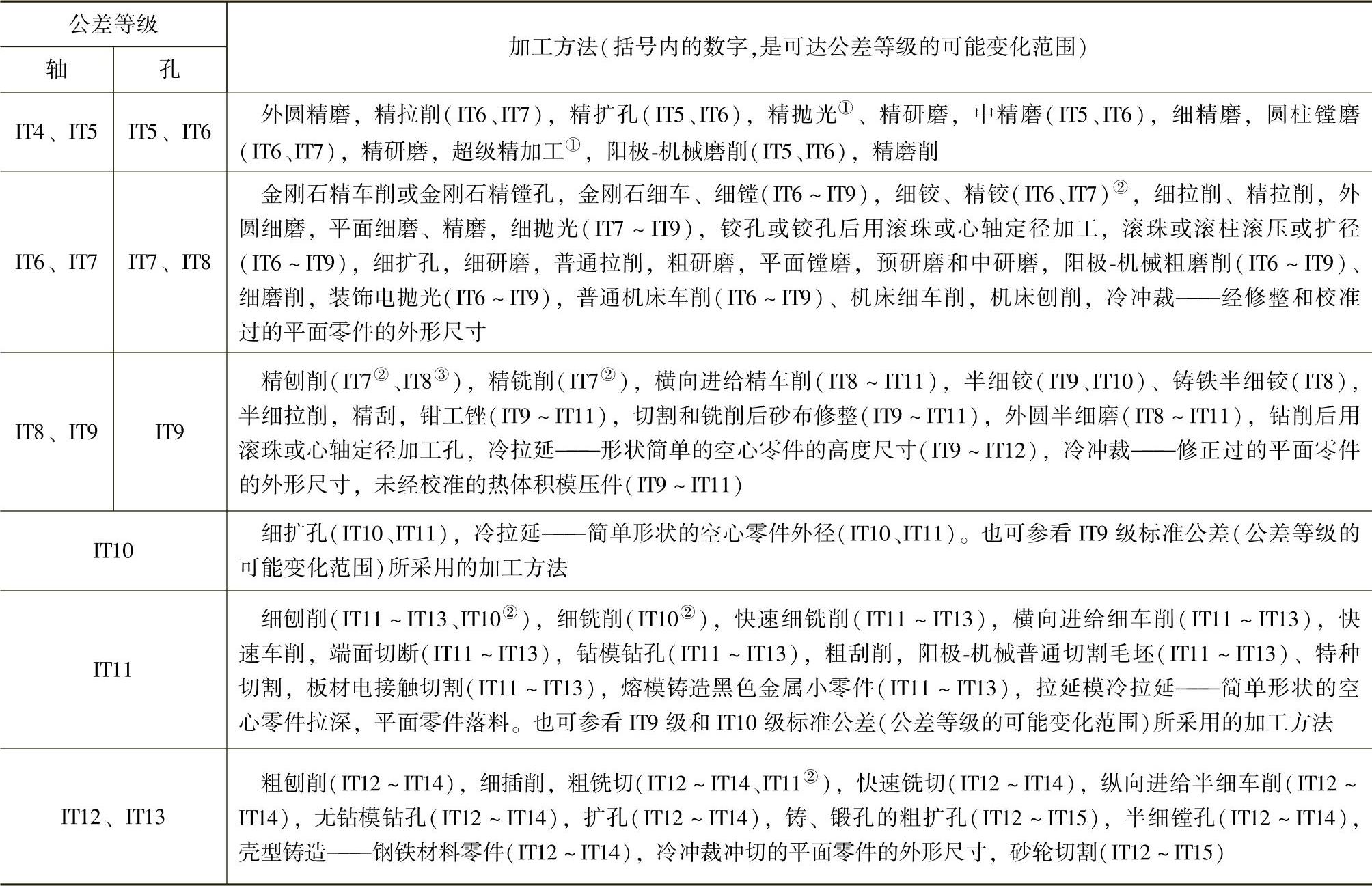
①抛光和超精研磨时所能达到的尺寸精度,取决于预加工的精度。
②铸铁的经济精度。
③大零件(床身、架等)精加工时,龙门刨床的刨削精度可以达到IT7级公差。
表2.4-14 不同公差等级的加工成本比较
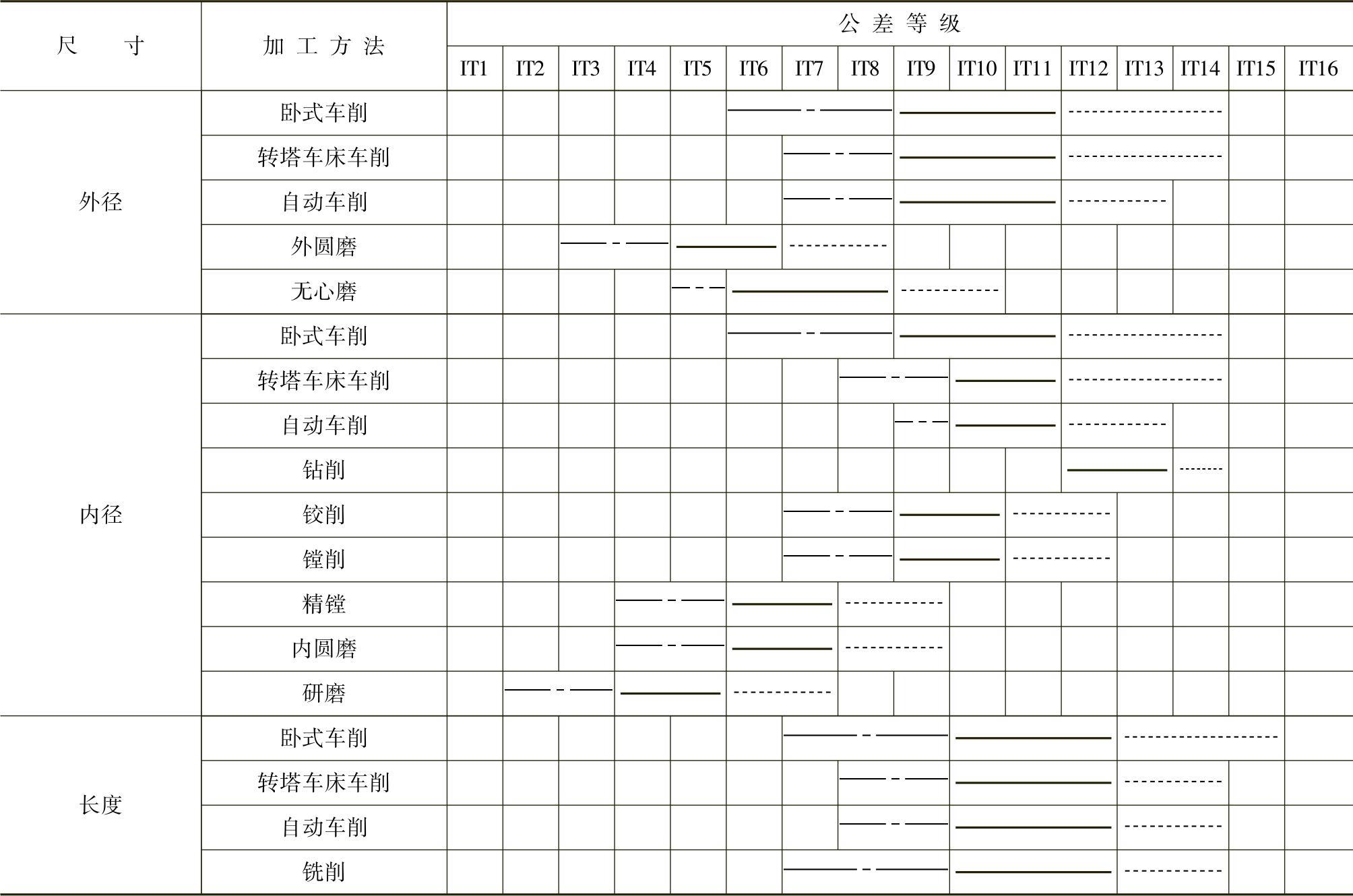
注:虚线、实线、点划线表示成本比例为1∶2.5∶5。
3)选择相配轴及相配孔的基本偏差种类。基准制如为基孔制,则应按照间隙配合、过盈配合、过渡配合的不同性质,选择相配轴的基本偏差类别。间隙或过盈配合的基本偏差量(基本偏差的绝对值),决定间隙量或过盈量的大小;过渡配合的基本偏差量,决定孔、轴公差带的重叠量。重叠量多,说明实际加工尺寸造成过盈可能性大;重叠量少,说明实际加工尺寸造成间隙可能性大。基准制如为基轴制,则应根据要求的配合性质(间隙、过盈、过渡),选择相配的基本偏差。
选择公差等级、配合方式时,最好按照上述顺序,用简单的线图将公差值及基本偏差的相对位置(即公差带分布)标示出来,予以比较选择,如图2.4-7所示,特别是重要的配合必须要这样慎重处理。2.4.2 公差与配合的选用举例
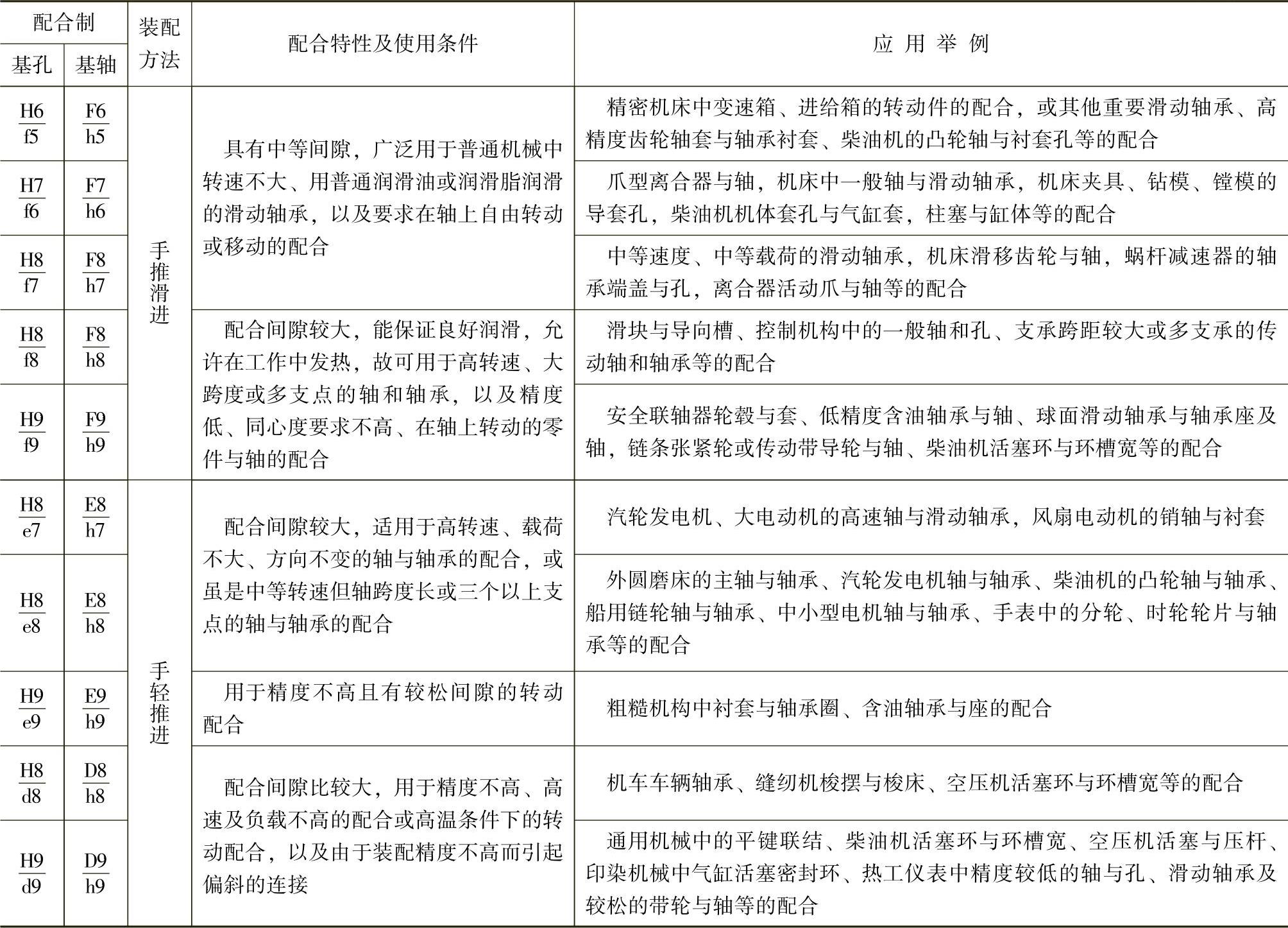
基孔制相配轴的基本偏差的应用见表2.4-15。使用基孔制配合时,可参照此表选择轴的基本偏差。基孔制、基轴制的优先和常用配合见表2.4-16、表2.4-17。表2.4-18为优先、常用配合的特性及应用举例。表2.4-16~表2.4-18均可作为孔、轴配合的选用参考。
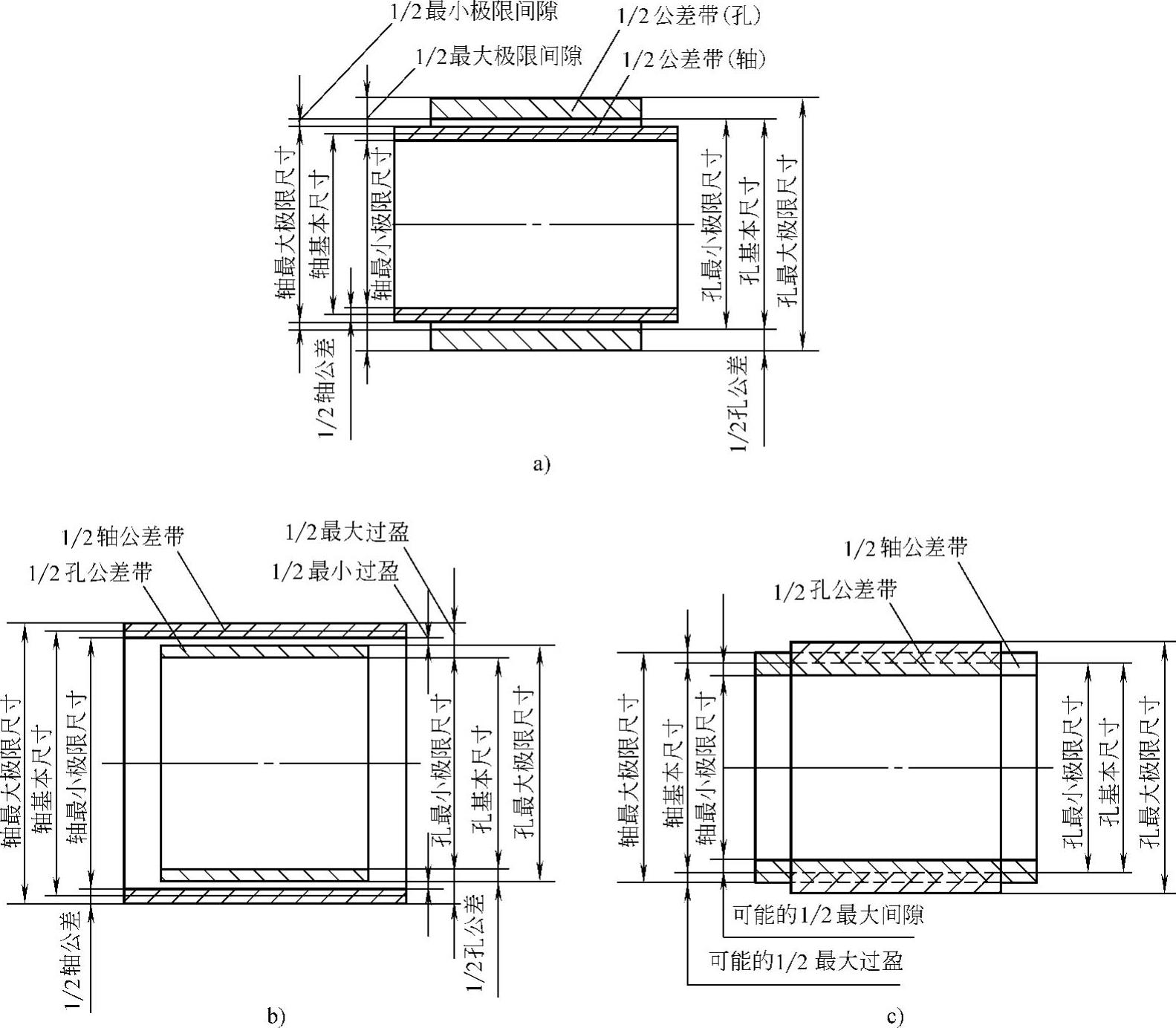
图2.4-7 基孔制配合的公差带分布
a)基孔制间隙配合 b)基孔制过盈配合 c)基孔制过渡配合
表2.4-15 基孔制相配轴基本偏差的应用
(续)

表2.4-16 基孔制优先和常用配合(https://www.xing528.com)
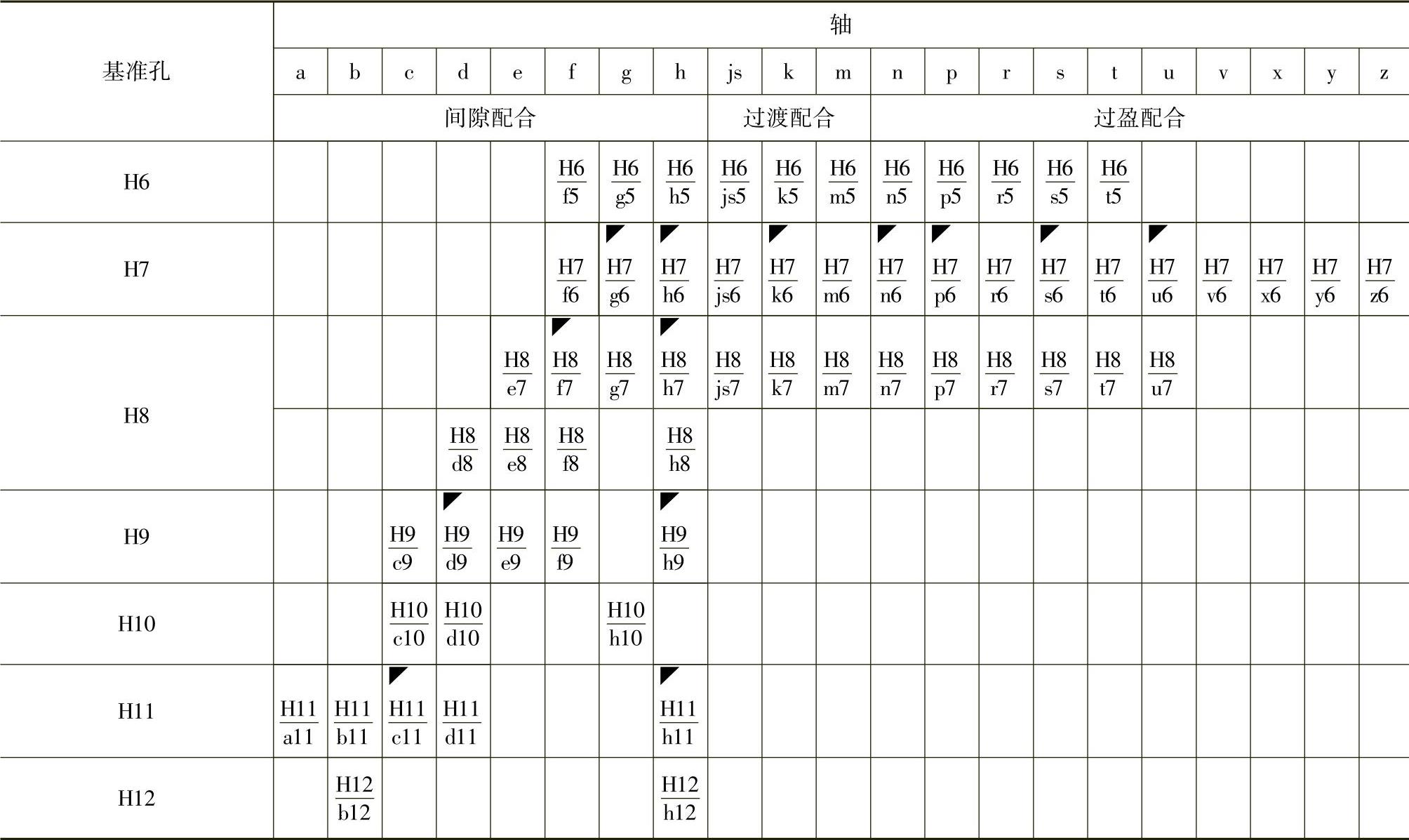
注:1. 、
、 在公称尺寸≤3mm和
在公称尺寸≤3mm和 在公称尺寸≤100mm时,为过渡配合。
在公称尺寸≤100mm时,为过渡配合。
2.标注◤的配合为优先配合。
3.摘自GB/T 1801—2009。
表2.4-17 基轴制优先和常用配合
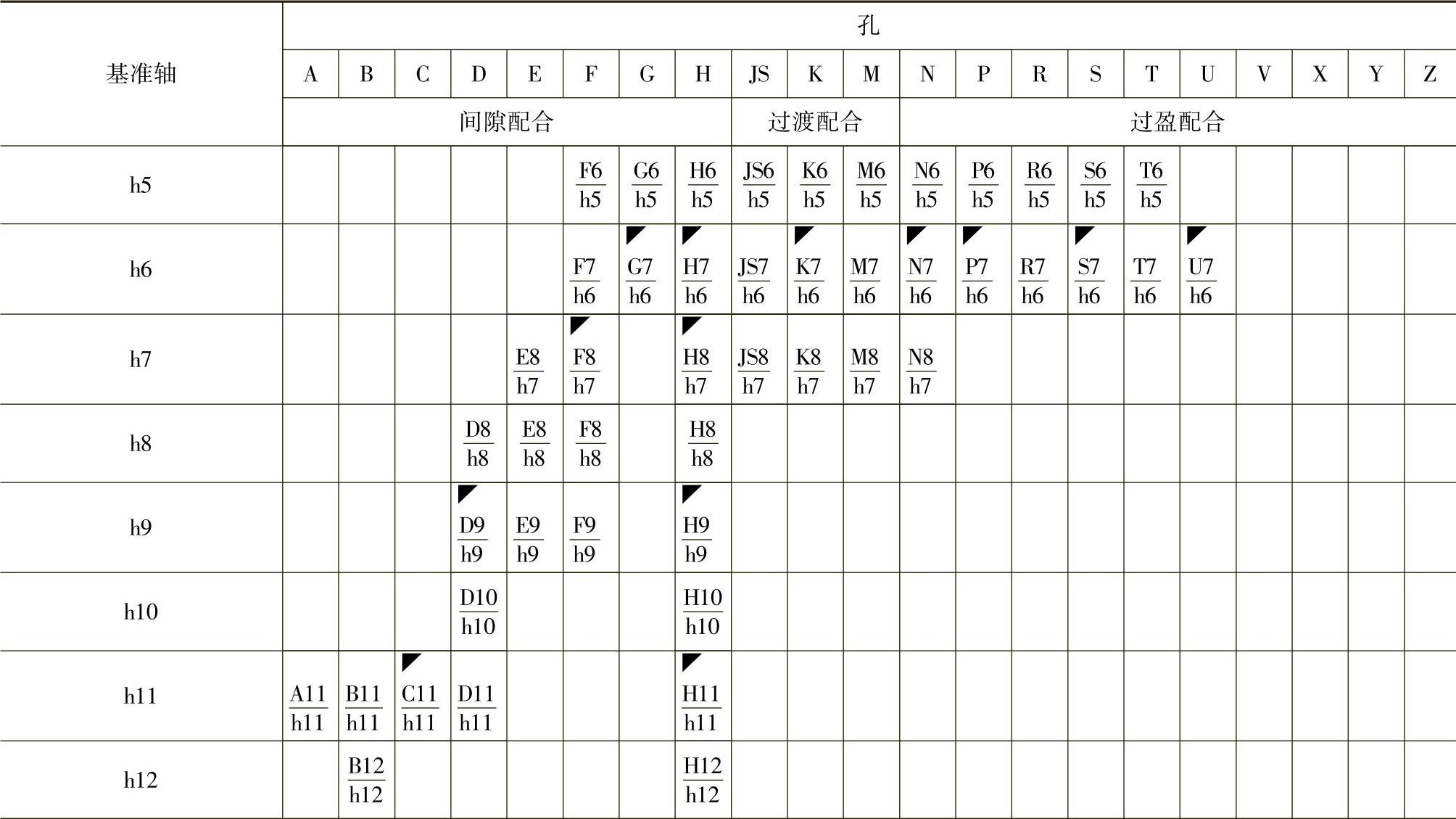
注:1.标注◤的配合为优先配合。
2.摘自GB/T 1801—2009。
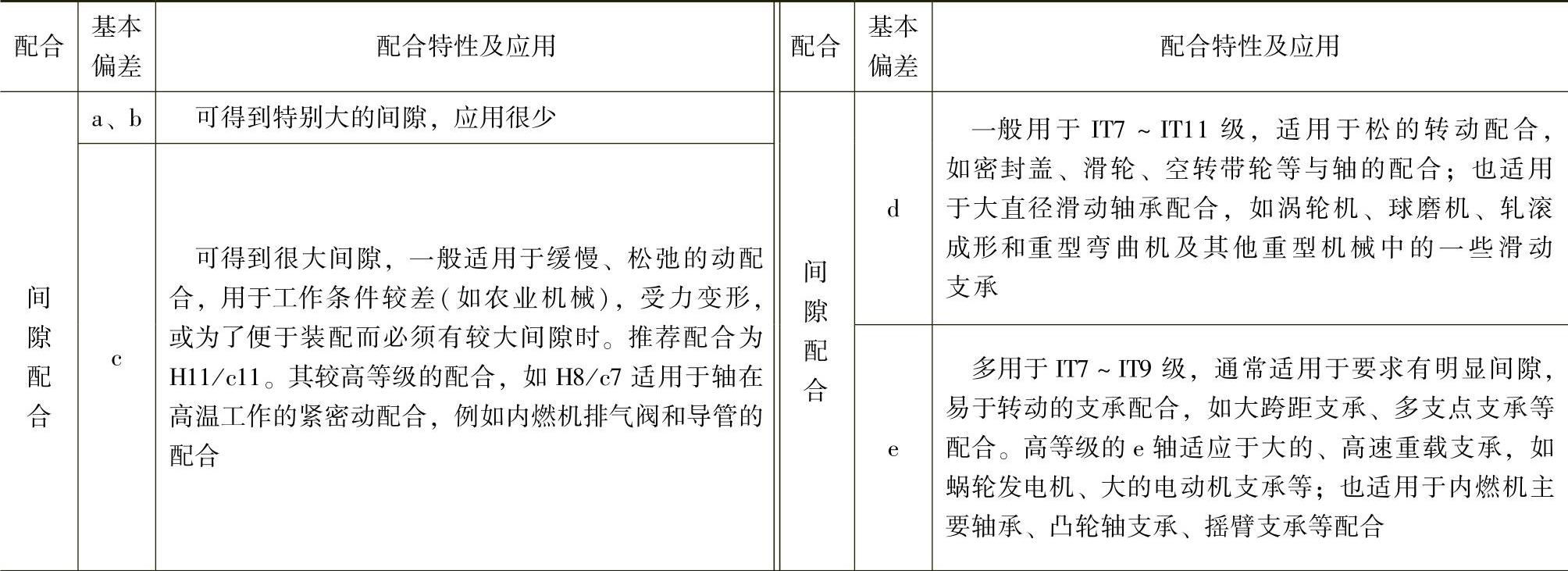
表2.4-18 优先、常用配合特性及应用举例
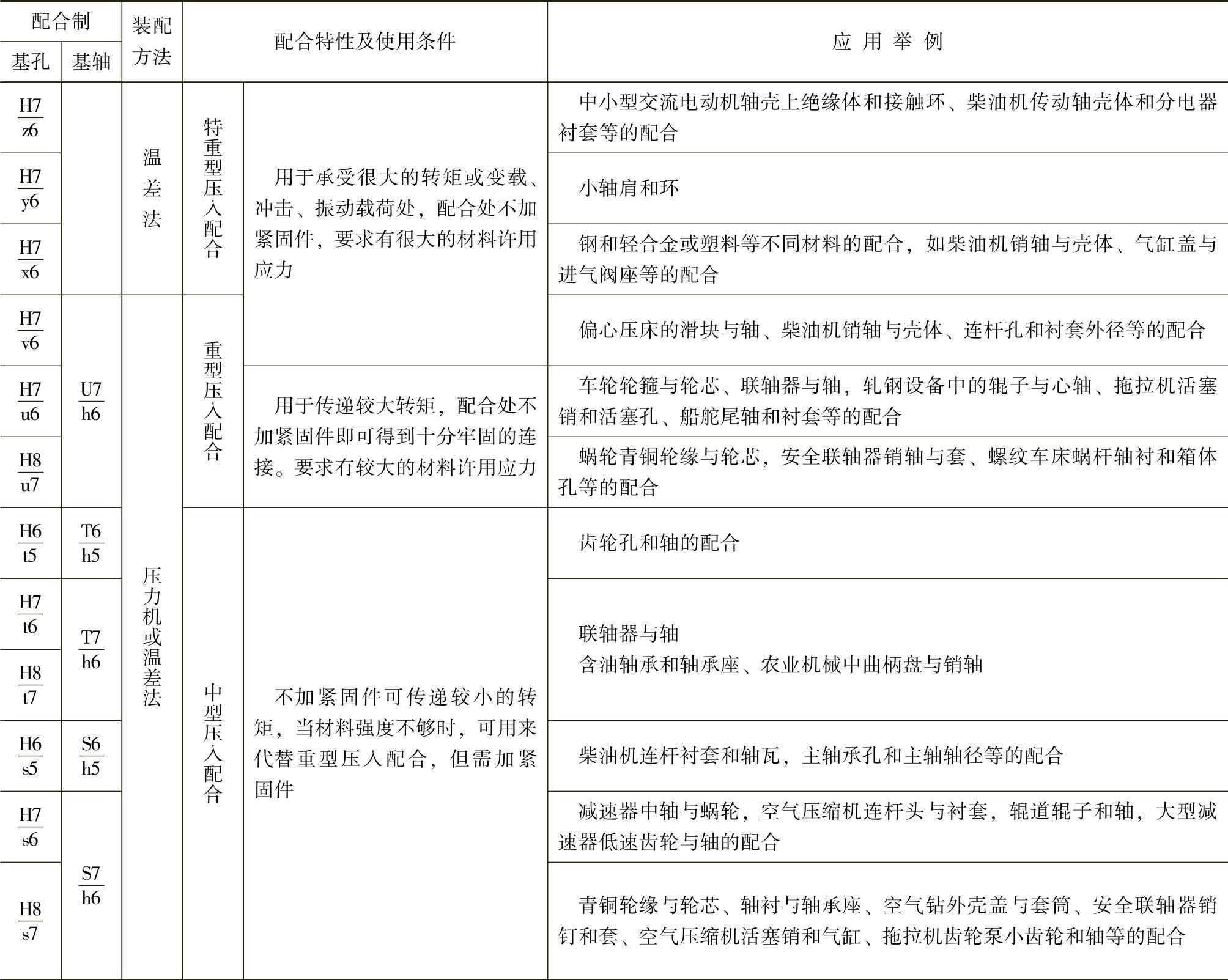
(续)
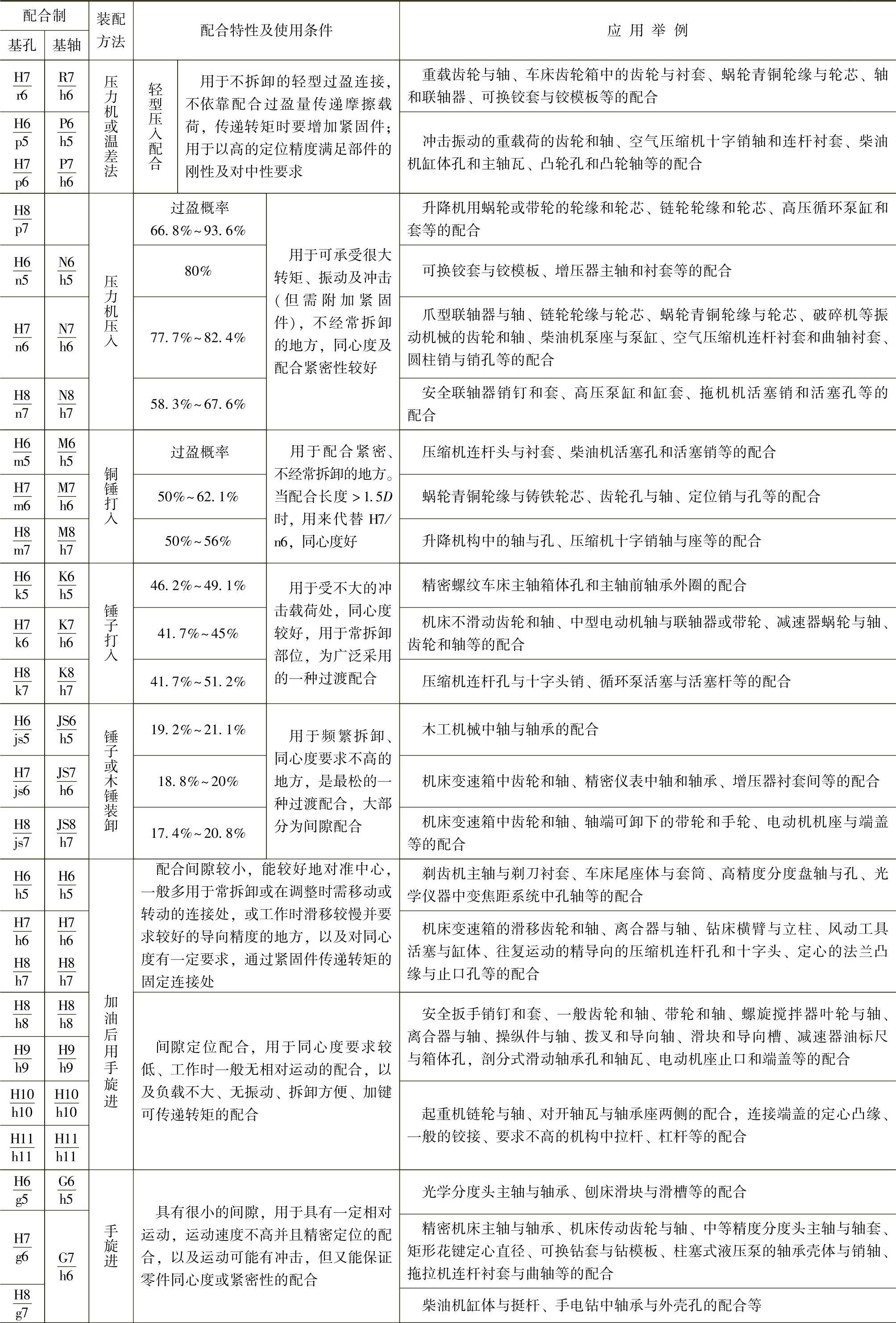
(续)
2.4.3 温升及其他因素对公差、配合的影响及修正
(1)温升的影响 所有国家标准规定的公差、配合的尺寸数值,都是在室温为20℃的标准温度下制定的。但在设备工作状态下,由于运转摩擦、电动机、液压系统等热源影响下,设备中的配合部位常会因温度升高引起热变形。特别是不同材料的相配孔、轴,因温升产生的热变形的线胀系数不同,孔、轴的配合尺寸将产生配合间隙缩小或扩大的情况。当孔周围的材料较厚而孔的尺寸较小时,若因发热产生变形,孔的尺寸将减小。薄壁而直径尺寸较小的套筒,也会因周边发热而使套筒的孔径缩小。当支承孔的壳体较薄,且轴承外圈与壳体配合较松时,壳体上的轴承外圈孔将会扩大。轴发热温升时,轴的直径只会增大。
在判断孔是扩大还是缩小之后,可按下列公式估算孔、轴配合的间隙变化量。根据间隙变化量,可适当修正配合的公差值及基本偏差值。
xfmax=xwmax+df[αs(ts-t)∓αh(th-t)]
xfmin=xwmin+df[αs(ts-t)∓αh(th-t)]
式中 xfmax、xfmin——最大与最小的装配间隙(mm);
th、ts——孔、轴的工作温度(℃);
xwmax、xwmin——最大与最小的工作间隙(mm);
t——装配时环境的温度(℃);
df——结合直径(mm);
αh、αs——孔、轴材料的线胀系数(1/℃)。
上述二式中,负号,用于温升后孔的尺寸扩大时;正号,用于温升后孔的尺寸缩小时。
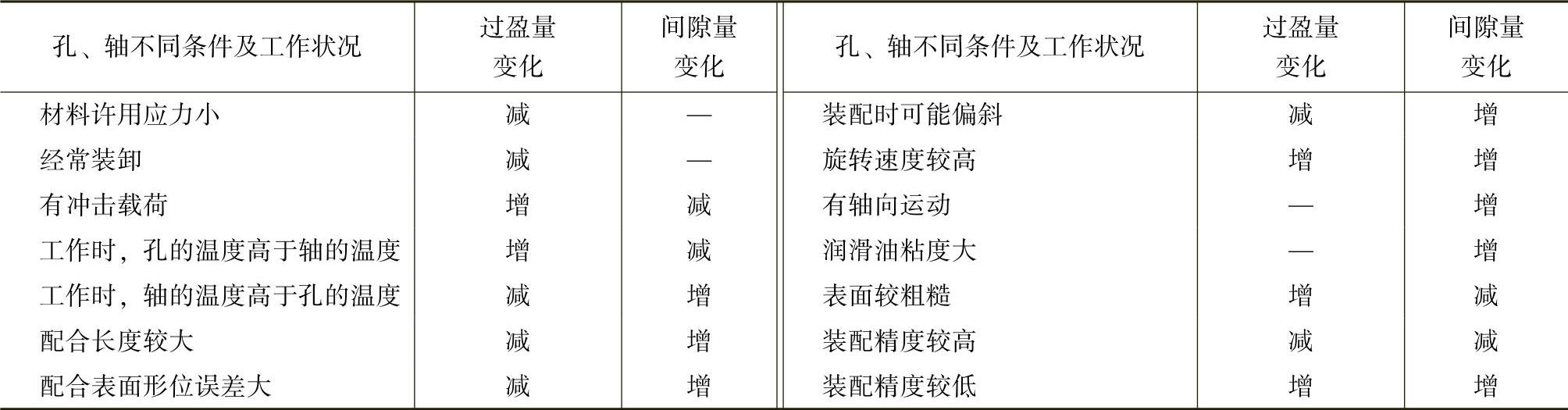
(2)不同条件及工作状态的影响 孔、轴的不同条件及工作状态均影响配合的间隙量或过盈量。选配孔、轴基本偏差及公差时,应考虑给予适当修正。孔、轴不同条件及工作状况对过盈量和间隙量的影响见表2.4-19。
表2.4-19 孔、轴不同条件及工作状况对过盈量和间隙量的影响
此外,由于装配时内孔是否产生扩大、缩小的变形,对孔、轴配合也会产生直接影响,因此必须根据实际情况给予修正。
过渡配合时,需将可能产生的过盈或间隙配合对工作的影响考虑在内,可用孔、轴公差带重合度或控制实际加工尺寸等方法控制过盈量或间隙量。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。